休哈特控制图在实验室中的应用
2015-12-21 08:37黎枫佛山市南海区环境保护监测站广东佛山528000
化工管理 2015年8期
黎枫(佛山市南海区环境保护监测站,广东 佛山 528000)
1 背景概述
在检测工作中,把涉及检测的人员、仪器设备、使用的材料、试验方法、环境条件和检测过程看成实验室的测量系统,则影响检测结果准确性的所有要素就是“人、机、物、法、环”和检测过程6大要素。这些因素造成检测工作质量具有不稳定性原因。理想状态下,检测过程中只存在随机波动,则该过程是处于统计控制的状态中的。
实验室依照准则和通用要求对“人、机、物、法、环”等因素建成稳态的标准操作程序。通过对影响检测过程的5M1E因素分析,利用控制图技术对检测数据分析,剔除异常,采取纠正措施,建立处于统计稳态和技术稳态的控制用控制图。
1.1 原理和构成
控制图是由休哈特博士于1924年首次提出。因为一般的数据质量的差异具有统计规律性。我们了解这种规律,利用的是我们最常见的正态分布。两个参数,即平均值(μ)和标准差(σ)是相互独立的。无论μ和σ取值为何,数据的质量特性值落在[μ-3σ,μ+3σ]范围内的概率为99.73%,而落在区间外的概率为0.27%。用我们说的纯数学的角度来看的话,这种如此小概率的事件,在一次实验中是不会发生的。
我们说所的控制图,由中心线(CL)、控制限(包括:上控制线UCL和下控制线LCL),以及按时间顺序的描述对应的数据点序列所组成:
1.1.1 数据点:每个数据点可以代表单个的测量值,也可以是样本的某个统计量(如一组数据的均值)
1.1.2 中心线CL:通常指的就是所有数据的平均值
1.1.3 控制限(上控制限UCL或下控制限LCL):以统计的惯例,多数是画在距平均值大约3倍的标准差之处。实际的控制限是通过现有过程的数据套入公式算出来的。
若控制图中的描述点落在控制限之外或点在控制限之间的排列不随机则预示过程存在异常,即检测数据不能持续存在置信度内。
1.2 图制作流程
根据工作需要,我们所选择建立的为控制用控制图。在测量过程开始时,不可能是稳定状态的。如果此非稳态下来建立控制图,则控制限之间定会比较宽。待过程稳态后,建立控制图,延长控制线作成我们需要的“控制用控制图”。
制作流程:
1.2.1 收集数据:重点是去了解如何收集绘制控制图所需要的数据,并按时间顺序标明数据,以便找出过程何时失控。
1.2.2 计算并在图上标出中心线和控制限
1.2.3 解释统计控制
1.2.4 延长控制限以继续控制
2 实验室控制图应用
2.1 在稳态标准操作程序下过程控制
实验室确定需要监控的检测项目时一般应考虑以下因素:在日常检测工作中出问题概率较高的项目等。根据我们目前实验室的实际情况,按照年度质量保证工作计划,质量控制部门室对特定检测项目的室内空白数值、同一样品的测试数值进行连续统计,利用有效数据建立控制界限,绘制出常规控制图。
检测过程质量控制用样品,可以是有证标准物质,也可以是留存的检验样品。我们以实验室空白数值为例,选择X-S控制图,精度高,使用方便。
我们选择氨氮空白测试值原始数据,连续20次的氨氮实验空白值,具体数据如下表:
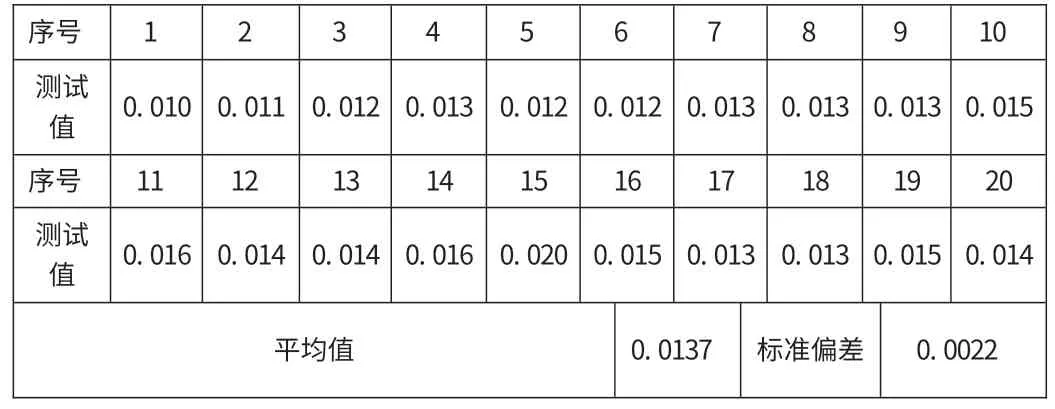
序号1 2 3 4 5 6 7 8 9 10测试0.010 0.011 0.012 0.013 0.012 0.012 0.013 0.013 0.013 0.015值序号11 12 13 14 15 16 17 18 19 20测试0.016 0.014 0.014 0.016 0.020 0.015 0.013 0.013 0.015 0.014值平均值0.0137标准偏差0.0022
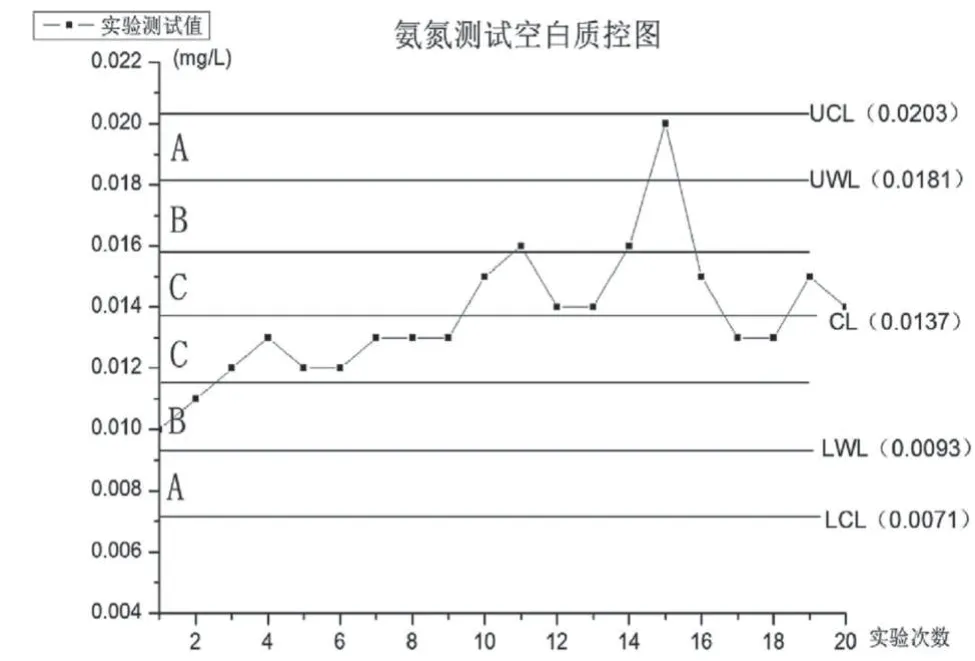
从氨氮测试空白质控图可以看出,氨氮测试空白值在其中心线(CL=0.0137)上下随机排列,空白实验值全部落在其控制限(0.0071-0.0203)内,有1点超出警告上限。
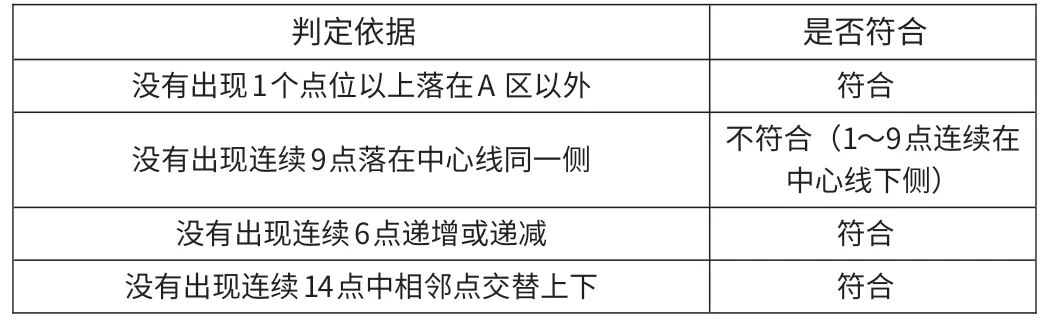
判定依据是否符合没有出现1个点位以上落在A区以外符合没有出现连续9点落在中心线同一侧不符合(1~9点连续在中心线下侧)没有出现连续6点递增或递减符合没有出现连续14点中相邻点交替上下符合
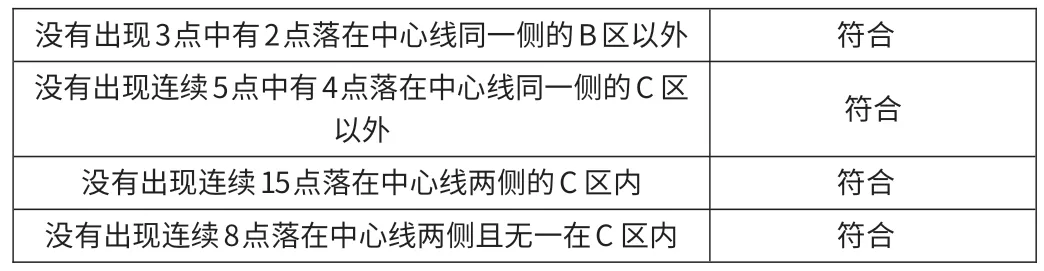
没有出现3点中有2点落在中心线同一侧的B区以外符合没有出现连续5点中有4点落在中心线同一侧的C区符合以外没有出现连续15点落在中心线两侧的C区内符合没有出现连续8点落在中心线两侧且无一在C区内符合
最终分析:表明氨氮空白值在统计前期,测试点位连续集中于中心线下侧位置,在统计中后期,测试点位连续集中于中心线上侧位置,点位的排列存在异常模式和趋势,不符合“没有出现连续9点落在中心线同一侧”的判异准则,检测过程存在不稳定因素。对引起这种长序列空白值偏低的异常现象,应引起分析人员的注意,查找出现异常的原因,避免日常工作中重新出现此现象,影响分析结果的准确性。
2.2 实验室仪器设备期间核查
我们同时在实验室仪器设备期间核查实施方法中也应用控制图的过程控制。在期间核查中所建立控制图的数据值均应满足仪器设备送检计量检定部门后的数据值。因为,刚送检的仪器测量认为是在稳态下所测量得到的数据。
在此类方法核查过程中,对核查对象有相对严格的要求,必须是稳定试样。根据仪器期间核查的特性,选择控制用控制图。我们运用待核查仪器测量而获取数值,根据统计数据来建立控制图,并按时间顺序描点在图上。根据图中的点落控制限情况,判断是否合格。如同上一个例子评价要求,当任一描点值落在任一控制限之外,或在控制限之间的排列不随机,即表示仪器设备的使用状态不可信。
我们以AE-200型电子天平为例,选用X-s控制图。仪天平送检质检单位检定合格送回后,每天用电子天平对标准砝码(49.9998g)进行称量,将结果描点到控制图中。由根据《非自动天平》JJG998-1990中对于该天平的最大允许误差要求可知,3σ取值应≤0.001g。中心线CL值为49.9998g,控制上限UCL为50.0008g,控制下限LCL为49.9988g,据此画出控制图,如下。
我们以2013年12月份该天平的核查值为例:
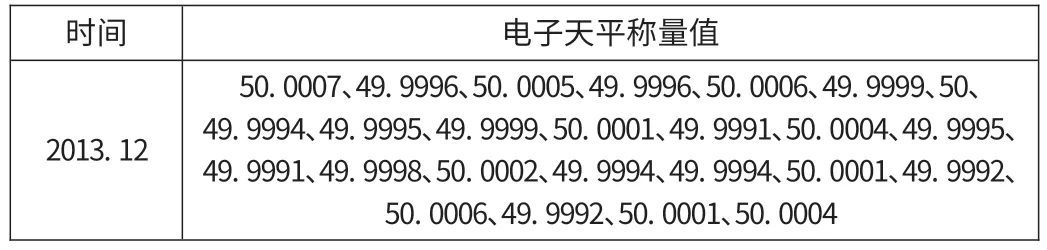
时间电子天平称量值50.0007、49.9996、50.0005、49.9996、50.0006、49.9999、50、2013.1249.9994、49.9995、49.9999、50.0001、49.9991、50.0004、49.9995、49.9991、49.9998、50.0002、49.9994、49.9994、50.0001、49.9992、50.0006、49.9992、50.0001、50.0004
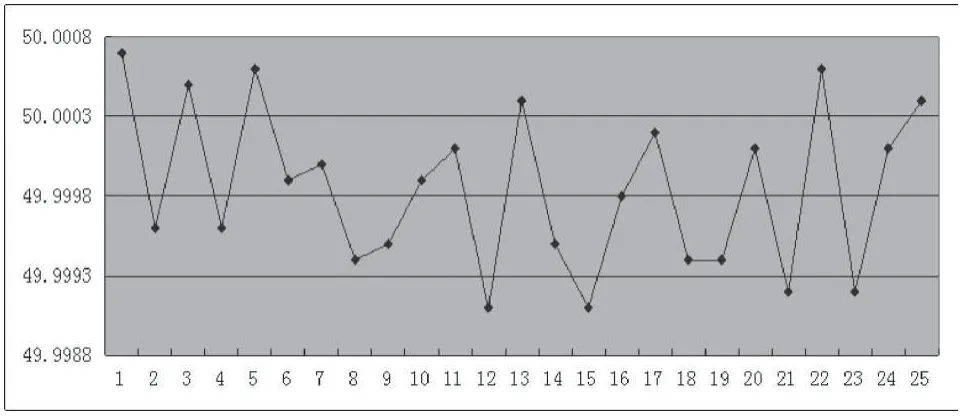
最终分析:从上图可知,数据均未出现异常值,该天平在该月均是处于统计可控制的状态的,由此评定,该天平期间核查合格。
3 结语
休哈特控制图应用于实验室中的质量保证控制是统计过程控制(SPC)理论在应用上的一次深远的探索。利用建立控制图,分析过程是否处于统计控制状态。若出现异常,分析出产生原因,及时采取纠正改正措施和预防措施,保证实验报告的质量目标,使监测站在提供为环境管理提供有更好的技术依据。
猜你喜欢
江苏安全生产(2022年10期)2022-11-02
大电机技术(2022年3期)2022-08-06
水电站机电技术(2022年4期)2022-04-18
核科学与工程(2021年4期)2022-01-12
煤气与热力(2021年4期)2021-06-09
民用飞机设计与研究(2020年4期)2021-01-21
林业科技(2020年3期)2021-01-21
中华戏曲(2020年1期)2020-02-12
中外医疗(2015年5期)2016-01-04
浙江理工大学学报(自然科学版)(2015年5期)2015-03-01