
基于声波的放顶煤过程自动控制系统
2015-12-20 06:57宋庆军肖兴明张天顺王建立
计算机工程与设计 2015年11期
宋庆军,肖兴明,张天顺,王建立
(1.中国矿业大学 机电学院,江苏 徐州221008;2.山东科技大学 泰安校区 机电工程系,山东 泰安271019;3.郑州煤炭工业 (集团)有限公司,河南 郑州450000)
0 引 言
目前国内常用的液压支架电液控制系统是通过大量实验和经验来控制放煤过程,根据煤层放煤难易程度设置放煤窗口开放时间,利用后部刮板输送机负载信号控制打开放煤窗口的数量[1]。由于工作面煤厚变化无规律性,在现场放煤过程往往是手动操作。操作工打开尾梁操纵阀,控制放顶煤支架尾梁往复摆动,破碎顶煤,一定时间后,打开放煤操纵阀,控制放煤窗口或者放煤插板进行放煤。在放煤时,大块的煤炭容易堵死放煤口,造成堵煤、卡煤故障,操作工再次通过尾梁操纵阀挤压、破碎大块顶煤,继续放煤,当放煤见矸一定量后,关闭放煤操纵阀,停止第一轮放煤,并以此类推依次进行放煤。文献 [2]也提出目前国内外依然没有实现自动化放煤控制。因此,研究一种方法或手段能对放顶煤工作面的放煤过程进行自动化控制具有实际意义。
1 实验平台搭建及数据采集
由于现场存在粉尘、以及支架后部空间狭小的原因,使视觉效果差。操作工常通过听觉来判断下放的是煤还是矸石,并利用经验给出是否停止放煤的决定。借鉴以上经验,系统采用声波传感器对放煤的声音信号进行采集处理。因生产现场无法从量化的角度去衡量不同比例的煤及矸石产生的声波信号,因此,需要搭建同生产现场相似条件的实验平台。实验所采用的原煤与矸石均来自生产现场,其特性参数与现场一致。图1为放顶煤过程实验平台,该平台由计算机、PCI-1747U 数据采集卡、放顶煤液支架、原煤、矸石、声波传感器等组成。

图1 放顶煤过程实验平台
在实验中,对全煤、全矸、30%矸石、50%矸石4 种情况做了反复实验及数据采集,获得的数据通过数据分析与处理系统被自动存储在指定路径的数据库中。信号的采样频率为5120Hz,数据长度为200ms,采样点数为1024。将获得的离散信号预处理后得时间序列x(n)。图2为一段实测的时域波形图,图2 (a)为全煤下落时域波形图,图2 (b)为全矸石下落时域波形图。小波降噪的过程可分为以下步骤:①选定一种小波,对信号进N 层小波分解;②对分解得到的各层系数作用选择合适的阀值;③将处理后的系数通过小波重建恢复原始信号。

图2 实测的声音信号的时域波形图
常用的小波基函数有Haar、Daubechies、Symlets、Coiflet、Meyer、Biorthogonal小波系[6-7]等。在对信号进行小波变换过程中,常使选择的小波基函数能同时具有如下性质:①对称性或反对称性;②正交性;③较短的支撑;④较高的消失矩。根据这些性质,本文选择Symlets小波系。根据信号重构误差的要求,小波变换的最大理论尺度[8]为

式中:n——采样点数;J——小波变换的最大理论尺度。
当将信号分解到210和29时,信号不连贯,没有意义,因此,分解尺度取8。
通过对比实验,采用效果明显的最优预测变量软阈值对测得信号处理,以提高信噪比。对图2实测的声音信号预处理,再进行小波降噪后的结果如图3 所示。图3 (a)为全煤下落信号小波降噪后的波形图,图3 (b)为全矸石下落信号小波降噪后的波形图。

图3 小波降噪后的波形图
2 放煤过程的信号处理及特征识别
煤矸识别系统包括信号测量、特征提取、建立标准特征库、比较识别4个步骤。利用上述实验平台建立煤矸不同分类的数据样本,即建立标准特征库;通过CRY2112噪声传感器对放煤过程的声波信号进行测量,提取现场煤矸数据的特征量。放煤过程的声波信号属于非平稳信号,(Hilbert-Huang transformation,HHT)主 要 用 于 非 线 性、非平稳信号的时频分析,已成功应用于故障检测、参数识别等工程领域[3-5]。本文采用小波和Hilbert-Huang变换技术实现煤矸在线识别。
实测的数据中含有大量的直流分量,混有噪声,需将采集到的数据进行零值化处理、消除趋势项、小波降噪等信号的预处理。
2.1 小波降噪
小波降噪实际上是特征提取和低通滤波功能的综合。
2.2 离散的Hilbert变换
将x(n)用经验模态分析 (EMD)分解为若干固有模态函数 (IMF)后对每一个IMF分量进行Hilbert变换,得到相应的Hilbert谱和Hilbert边际谱。
x(n)经EMD 分解为[9,10]

式中:rk(n)——残 余 量,代 表 信 号 的 平 均 趋 势 项;ci(n)——第i个IMF分量。
对于任意时间序列y(m),根据文献 [5,11],离散时间信号的Hilbert变换(m)为

式中:h(m)——Hilbert变换器的单位抽样响应,根据连续信号的Hilbert变换,得

式中:Ω =ωTs,Ts为采样周期。
根据式 (3)对每一个离散的固有模态函数进行Hilbert变换得

构造解析函数zi(n)为

2.3 特征识别
根据Hilbert定义,固有模态函数的瞬时能量分布为

分别对采集的4 种不同情况的时间序列xi(n)进行上述特征参数的计算,得到IMF分量的能量见表1。

表1 各状态IMF分量的能量
从表1可知,放顶煤过程中,随着含矸量增加,总能量增加,因此,能量E 可用于煤矸界面的识别。当发生卡煤故障时,IMF 分量的能量分布比较均匀,而且总能量减小。
瞬时幅值函数ai(n)定义为分量ci(n)的Hilbert谱为Hi(ω,n),即Hi(ω,n)=ai(n),汇总所有分量的Hilbert谱,得原信号的Hilbert谱为

Hilbert边际谱定义为Hilbert谱在时间轴上的积分,则离散信号的Hilbert边际谱定义为

式中:n——采样点数,即1024。
根据式 (8)和式 (9),得到3 种不同情况的Hilbert边际谱如图4所示。

图4 Hilbert边际谱图
Hilbert边际谱准确地反映了信号的幅值随频率变换的情况,具有很高的分辨率,不存在能量泄露的问题。从图4可知,随着含矸量的增加,幅值有了明显的变化。因此可以通过放顶煤过程中声波频谱的有规律变化确定煤和矸石下放的临界区域,为放煤窗的控制提供依据[12]。
3 放煤过程自动化控制系统的设计
当前放顶煤支架的电液控制改造仅仅实现了用电液控制阀替代手动操纵阀,还不能实现放煤自动化控制。系统采用隔爆计算和配套的液压支架电液控制系统,对液压支架的尾梁控制阀和插板控制阀进行控制,实现了放煤过程的自动化。控制系统组成如图5所示。
3.1 自动控制系统的硬件设计
工作面控制系统采CAN 总线方式,每个支架配置一个控制器,所有控制器挂接在CAN 总线上,将所有液压支架数据发送在电液控制系统中。通过CAN-USB 总线转换模块将CAN 总线转换为USB总线,将数据通过USB总线传输到计算机。系统采用北京阿尔泰公司生产的DAM-C3110型USB-CAN 卡,带有1路独立CAN 接口和1路USB2.0接口的智能型CAN 总线接口适配器,可进行双向传送。综采工作面共有液压支架117 支,需117 个噪声传感器,因此需2 个研华PCI-1747U 采集卡实现声波信号的采集。PCI-1747U 为64路模拟量输入采集卡,采样速度可达250 KS/s,分辨率为16位,完全满足采样需求。
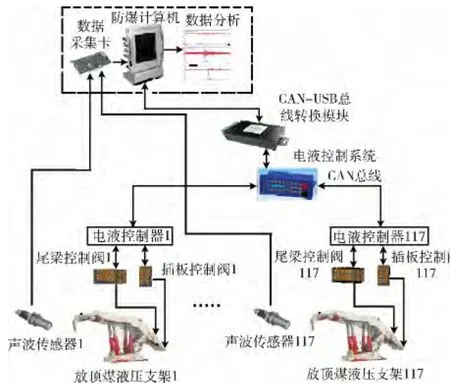
图5 放煤过程自动化控制系统组成
3.2 自动控制系统的软件设计
上位机采用防爆计算机,利用PCI-1747U以5120Hz的采样频率对声音信号进行A/D转化,作为上位机处理软件的输入信号。数据分析与处理由虚拟仪器软件LabVIEW 开发。
通过大量实验计算与分析,当矸石含量为30%时,总能量E ∈[0.6345,0.6901],随着矸石含量的增加,总能量也增加;两次采样总能量差值△E 也随着矸石含量的增加而增加。若E≥Es(Es=0.6345),且连着2 次均有△E≥0.1056 (△Es),则矸石含量达到设定要求,关闭插板控制阀。当能量分布相对平均,总能量小于0.4512 (记为Ed)时,且连着3次采样均有△E≤0.0412 (△Ed)时,说明出现堵煤、卡煤故障打开尾梁控制阀,破碎卡煤。令插板控制阀和尾梁控制阀的变量为y1和y2,且定义打开控制阀,y1(2)=1;否则y1(2)=0。控制系统软件主程序如图6所示。
4 结束语
本文利用防爆计算机、数据采集卡、总线转换模块、声波传感器,结合原来的电液控制系统,设计了一种放顶煤过程的自动化控制系统。本文改进了前期只识别煤或煤矸 混 合 两 种 类 别,无 法 识 别 卡 煤 故 障 的 研 究 方 案[1,4,5,7,12],搭建了实验平台,利用声波传感器获得了4种类型的放煤过程离散时间序列,通过离散的Hilbert变换,分析了有效识别煤与矸石的特征参数,实现了放煤过程的煤矸混放比例及堵煤、卡煤的故障识别,利用防爆计算机及LabVIEW软件完成了放煤过程的自动化控制。该控制系统较成功地应用在河南赵家寨煤矿,为放顶煤工作面的放煤自动化控制提供了理论依据及经验借鉴。

图6 软件流程
[1]MA Ying.Study on automatic top coal caving system in fullymechanized coal caving face[J].Coal Science and Technology,2013,41 (11):22-24 (in Chinese).[马英.综放工作面自动化放顶煤系统研究 [J].煤炭科学技术,2013,41 (11):22-24.]
[2]LI Xu,GU Tao.Study on wavelet singularity-Fisher discriminant of vibration signals of coal and rock during caving [J].Computer Engineering and Design,2011,32 (5):1800-1803(in Chinese).[李旭,顾涛.煤矸振动信号小波奇异性-Fisher判别规 则 研 究 [J].计 算 机 工 程 与 设 计,2011,32 (5):1800-1803.]
[3]LI Shunming,LI Xianglian.Modern analysis techniques and application of vibration signals[M].Beijing:National Defense Industry Press,2008 (in Chinese). [李舜酩,李香莲.振动信号的现代分析技术与应用 [M].北京:国防工业出版社,2008.]
[4]ZHANG Yanli,ZHANG Shouxiang.Analysis of coal and gangue acoustic signals based on Hilbert-Huang transformation[J].Journal of China Coal Society,2010,35 (1):165-168(in Chinese).[张艳丽,张守祥.基于Hilbert-Huang变换的煤矸声波信号分析[J].煤炭学报,2010,35 (1):165-168.]
[5]WANG Baoping.Research on automatic recognition of the coalrock Interface in top coal caving [D].Jinan:Shandong University,2012:26-31 (in Chinese). [王保平.放顶煤过程中煤矸界面自动识别研究 [D].济南:山东大学,2012:26-31.]
[6]LI Hao.De-noising study of gearbox vibration signal based on wavelet analysis [J].Machinery Design and Manufacture,2013 (3):81-83 (in Chinese).[李浩.基于小波变换的齿轮箱振动信号降噪处理 [J].机械设计与制造,2013 (3):81-83.]
[7]LIU Wei,HUA Zhen,ZHANG Shouxiang.Coal and rock recognition based on component wavelet de-nosing and independent analysis [J].Control Engineering of China,2011,18(2):279-282 (in Chinese).[刘伟,华臻,张守祥.基于小波和独立分量分析的煤矸界面识别 [J].控制工程,2011,18(2):279-282.]
[8]Jiang Yi,Zhao Wansheng.Detecting discharge status of smallhole EDM based on wavelet transform [J].International Jour-nal of Advanced Manufacturing Technology,2012,61 (1-4):171-183.
[9]Shao Renping,Hu Wentao,Li Jing.Multi-fault feature extraction and diagnosis of gear transmission system using timefrequency analysis and wavelet threshold de-noising based on EMD [J].Shock and Vibration,2013,20 (4):763-780.
[10]Shi Zhiyun,Jia Minping.Application of EEMD energy entropy method to fault diagnosis of gearbox [J].Mechanical Engineering and Technology,2012,1:61-67.
[11]CAO Feng.Measurement of reactive power based on Hilbert transformation [D].Chongqing:Chongqing Jiaotong University,2012:22-32 (in Chinese). [曹锋.基于Hilbert变换测量无功功率的研究[D].重庆:重庆交通大学,2012:22-32.]
[12]MA Rui,WANG Zengcai,WANG Baoping.Coal-rock interface recognition based on wavelet packet transform of acoustic signal[J].Coal Mine Machinery,2010,31 (5):44-46 (in Chinese).[马瑞,王增才,王保平.基于声波信号小波包变换的煤矸界面识别研究 [J].煤矿机械,2010,31 (5):44-46.]
猜你喜欢
工矿自动化(2022年11期)2022-12-07
中学生数理化·八年级物理人教版(2021年9期)2021-11-20
攀枝花学院学报(2021年5期)2021-10-19
大学物理(2021年2期)2021-01-25
山东煤炭科技(2019年12期)2019-12-27
智富时代(2018年8期)2018-09-28
智富时代(2018年8期)2018-09-28
大陆桥视野·下(2017年9期)2017-09-17
采矿与岩层控制工程学报(2015年3期)2015-12-16
河南科技(2014年23期)2014-02-27
