
SF型纺纱牵伸装置的应用实践
2015-12-18 09:31盖英海
纺织器材 2015年3期
盖英海
(德州恒丰集团 陵县恒丰纺织品有限公司,山东 陵县 253500)
SF型纺纱牵伸装置由晋中市四方科技有限公司自主研制,是一种将前区牵伸与后区牵伸、紧控制与合理控制相结合的新型纺纱牵伸装置。安装该装置的细纱机不但能使粗纱的供应能力得到极大提高,而且在加大粗纱定量后使成纱质量与原纱持平或改善,同时极大降低了品种翻改的工作量,对降低用工和提高效益起到了积极的促进作用。
1 SF型纺纱牵伸装置原理
SF型纺纱牵伸装置是将传统细纱机的牵伸部分进行整体优化设计,分为前区牵伸和后区牵伸两部分,使细纱机的牵伸摩擦力界布置更加合理,前区牵伸对纺纤维短、整齐度差的纯棉纺、混纺及已改造成负压式集聚纺后的成纱质量均有明显提高;后区牵伸克服了传统牵伸装置后区牵伸距离长、牵伸倍数大时变速点分散或纤维整体提速后条干粗细节易恶化的缺陷。SF型纺纱牵伸装置的高效纺纱部分主要是因为在细纱中后区增设了一套该装置,使细纱牵伸各阶段对纤维的控制更加合理,且缓解了粗纱条在牵伸过程中须条对后罗拉扭力矩的叠加,消除了生产差别化纤维时后罗拉“扭振”的隐患,使细纱后区牵伸倍数适当增大的情况下还能优化成纱质量,从而使前纺粗纱增大定量成为现实,为减少粗纱配台提供了广阔的前景[1-2]。
2 应用SF型纺纱牵伸装置试纺
2.1 小批量试验
因SF型纺纱牵伸装置主要改变的是细纱中后区牵伸力分布,该区域的摩擦力界与粗纱须条的捻度、捻不匀、含短绒量、截面纤维根数和纤维的伸直平行度、纤维表面的滑溜因数有很大的关系,所以,在试验时尽量不改变原车罗拉隔距和前中区的工艺配置,可通过适当调整该装置在中后区的工艺配置达到使用要求。
2.2 单台生产
在小批量试纺达到使用要求后,首先要在一台车上改造并查看生产效果,由于后区传动稳定性和纱条与后罗拉的作用力有直接关系,因此只有整台车开起后,纱线指标和生产生活均良好的前提下配置工艺,才是SF型纺纱牵伸装置的合理工艺配置。
3 使用SF型纺纱牵伸装置前后对比
表1是本公司在生产品种上使用SF型纺纱牵伸装置与现有纺纱装置的成纱质量指标对比。通过对比,使公司、集团加大了对SF型纺纱牵伸装置的推广应用。

表1 SF型纺纱牵伸装置与现有纺纱装置成纱质量对比
4 使用SF型纺纱牵伸装置效益分析
SF型纺纱牵伸装置的主要维护项目为上、下销的状态,上、下胶圈的位置和清洁及使用周期。其经济效益分析如下,以14.6 tex品种5万纱锭为例。
4.1 细纱设备及用工
细纱采用SF型纺纱牵伸装置,粗纱、并条、梳棉配台可减少1/4,新厂设备投资费用可以节约:①粗纱机4台:4台×28万元/台=11 2万元;② 并条机(末并为自调匀整并条机)8台:8台×20万元/台=160万元;③ 梳棉机12台:12台×18万元/台=216万元;合计为488万元。节约用工成本:粗纱工序2人,并条工序2人,梳棉工序1人,合计5人,5人×3000元/月×12月÷10000=18万元。旧厂每年可节约电费:[粗纱机功率:4台×33 k W/(台·h)+并条机8台×6.5 k W/(台·h)+梳棉机12台×(8.7 k W/(台·h)+均摊滤尘0.5 k W/h)]×60%×20(台·h)×350 d×0.83元/(k W·h)÷10000=102.48万元。该装置的改造投资费用约为120万元,可见投资回收将无任何问题。
细纱采用SF型纺纱牵伸装置后,虽然会增加器材维护的用工和费用,但实际增加的费用极少,远远低于改善成纱质量、减少粗纱定量、降低细纱改纺工作带来的效益。因为改纺工作不但影响改纺用工,而且直接决定细纱机运转率,从而直接影响公司的效益,而产品质量又是企业产品进入市场的黄金名片,因改善产品质量带来的效益在此不再分析。
4.2 细纱用电测试分析
细纱用电测试数据见表2。
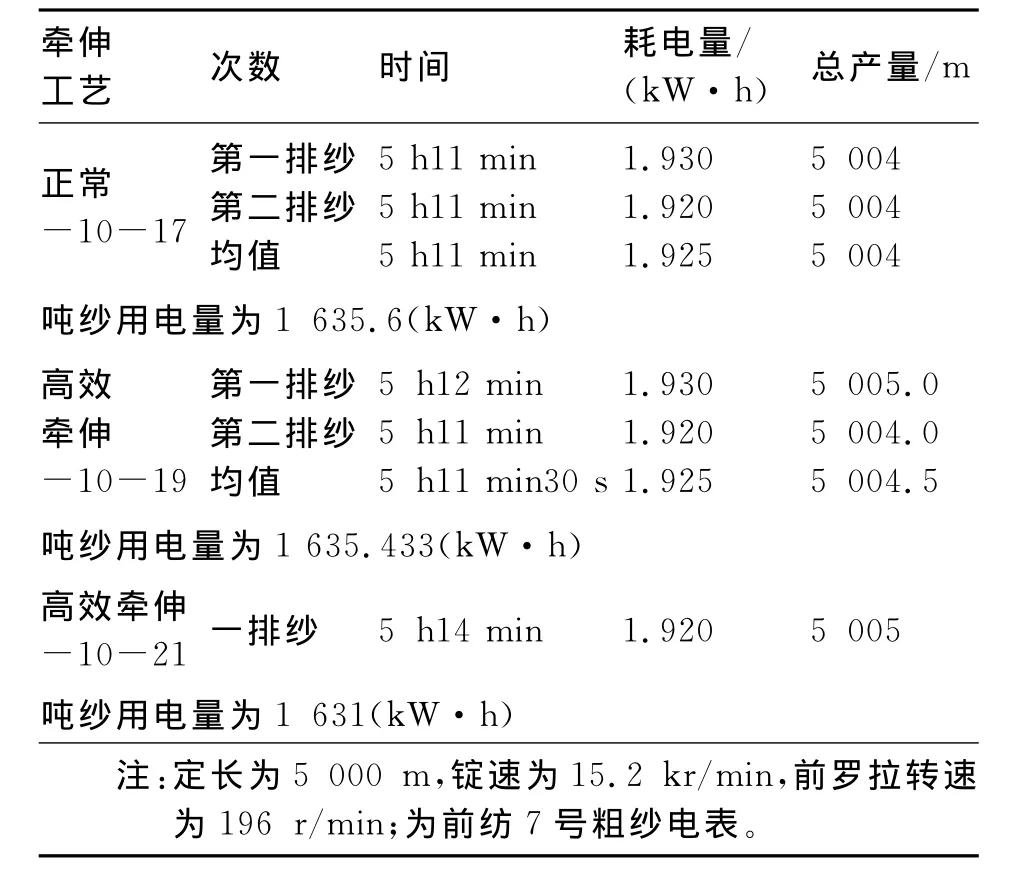
表2 SF型纺纱牵伸装置细纱用电测试
5 结语
对60台细纱机改造使用SF型纺纱牵伸装置,应用效果良好。无论是直接配套主机,或是在原细纱机上进行配套改造,都对产品质量升级和节能降耗具有较大的促进作用,值得推广。
[1]马浩彩,谢召刚.SF型牵伸系统在FA502型细纱机上的应用[J].上海纺织科技,2010,38(11):61-62.
[2]杨锁廷.纺纱学[M].北京:中国纺织出版社,2004.
猜你喜欢
棉纺织技术(2022年10期)2022-11-21
棉纺织技术(2021年6期)2021-12-22
丝绸(2021年8期)2021-09-06
纺织器材(2020年1期)2020-03-24
国际纺织导报(2019年2期)2019-05-30
新疆大学学报(自然科学版)(中英文)(2015年2期)2015-05-16
现代纺织技术(2015年6期)2015-02-28
科技与创新(2014年8期)2014-07-17
化纤与纺织技术(2014年1期)2014-03-30
自动化博览(2014年9期)2014-02-28
