
基于激光测距钢管椭圆度测量仪的研制
2015-12-18 08:40:24黄雄飞
焊管 2015年3期
黄雄飞
(中石化石油工程机械有限公司沙市钢管厂,湖北 荆州434001)
基于激光测距钢管椭圆度测量仪的研制
黄雄飞
(中石化石油工程机械有限公司沙市钢管厂,湖北 荆州434001)
针对目前钢管椭圆度的测量需求,基于激光测距传感器和单片机智能芯片技术,结合柔性模块设计理论,开发设计了一款激光钢管椭圆度测量仪。介绍了该测量仪的设计原理,基本结构及其控制系统。工程实际测试和应用表明,该测量仪便于携带,具有操作简单、工作效率高、测量精度高、人机界面良好、一次测量可同时得到周长、直径等数据,快捷的调节伸缩杆长度还可测量不同直径的钢管,能较好地满足实际测量需要。
钢管;椭圆度;激光测距;测量
0 前 言
椭圆度是判断钢管几何尺寸是否合格的重要指标。油气输送钢管在现场组对环焊时,如遇管口椭圆度超差,将不能进行对接,需要对管口椭圆度进行测量和矫正,钢管生产厂对出厂的成品管也必须进行椭圆度检测。目前常见的钢管椭圆度测量方法有拉钢圈尺法、深度尺加延伸杆法和计算机视觉成像法。前两种方法是在管口内径做米字形4轴直径或双米字形8轴直径测量,比较出椭圆度的长轴和短轴之差,测量过程需人眼观测毫米以下刻度,人工计算差值并记忆长轴短轴的位置,两种方法都有测量误差大和出错概率高的缺点。而基于计算机视觉成像法的椭圆度测量装置必须在专门的固定工位上依靠精密的机械机构才能进行测量,该装置体积庞大,测量效率低,造价昂贵,不能满足实际的测量需要。针对这一情况,本研究采用模块化柔性设计理念,以激光测距传感器和单片机智能芯片为核心,开发设计了一款功能齐备,精度高,操作方便,便于携带的钢管椭圆度测量仪。
1 钢管椭圆度测量仪的设计
1.1 椭圆度测量原理
在圆形钢管的横截面上存在着外径不等的现象,即存在着不一定互相垂直的最大外径和最小外径,最大外径与最小外径之差即为椭圆度ΔL,用(1)式表示。

式中:b—钢管的长轴;
a—钢管的短轴。
当ΔL大于规定值即为钢管的椭圆度超差。激光椭圆度检测仪利用相对测量方法获得ΔL,激光测距传感器输出的距离为激光面距被测点的距离,当测距仪杆长一定时,长短轴之差即等于激光测距在长短轴处的差值。其测量原理如图1所示。

图1 椭圆度测量示意图
测量时,将测量仪置于管口,伸缩杆支点尖支撑于管壁内侧,上下靠轮靠于管端,手持测量仪,按动测量键,滑过一段弧长即可完成一处测量,在管口选取不同位置,比如米字形,或者选取更多的点,滑动测量,即可得到一组测量数据,仪器将自动判断椭圆度差值和椭圆度的长轴短轴方位,并显示在屏幕上。为保证滑动的这一段弧长经过圆心,特别设计了相应的控制程序,保证测量的正确性。
1.2 激光椭圆度测量仪的结构
激光椭圆度测量仪由底端靠轮、粗伸缩管、伸缩杆锁紧夹、细伸缩管、控制部分和顶部靠轮组成,实物照片如图2所示。

图2 激光椭圆度测量仪实物照片
用激光椭圆度测量仪测量钢管椭圆度时,只需手持测量仪的控制部分并按动面板上的测量按键即可,松开伸缩杆锁紧夹即可调节伸缩杆的长度,以测量不同直径的钢管。
伸缩管选用的是市面上常用的不锈钢装饰管,粗管规格为φ19mm×1.0mm,细管规格为φ16mm×0.8mm。细管套入粗管内可自由伸缩,两管之间设计了尼龙材料制作的锁紧夹,松开锁紧夹即可自由调节长度。粗细伸缩管的另外一端分别与仪表盒及支点尖连接,设计了可拆卸内涨式固定螺栓。伸缩杆锁紧夹及内胀式固定螺栓的实物照片如图3所示。

图3 伸缩杆锁紧夹及内胀式固定螺栓的实物照片
2 钢管椭圆度测量仪的控制部分
激光椭圆度测量仪控制系统如图4所示。

图4 激光椭圆度测量仪控制系统
2.1 激光测距与AD采集电路
激光测距传感器是椭圆度测量仪控制系统的重要组成器件,其性能决定了测量精度。本测量仪所选用的激光测距传感器分辨率为0.1~0.2mm,量程20~200mm,更新周期≤7 ms,输出4~20 mA的模拟量信号,精度高、更新速度快,非常适合快速移动测量。为了保证检测的最终精度,模数转换芯片采用AD7715,该芯片配有1路差分输入,16 bit分辨率,最高采样频率500 Hz,AD1580B作为AD参考电源,保证了AD转换的稳定性和精度。AD采集电路如图5所示。
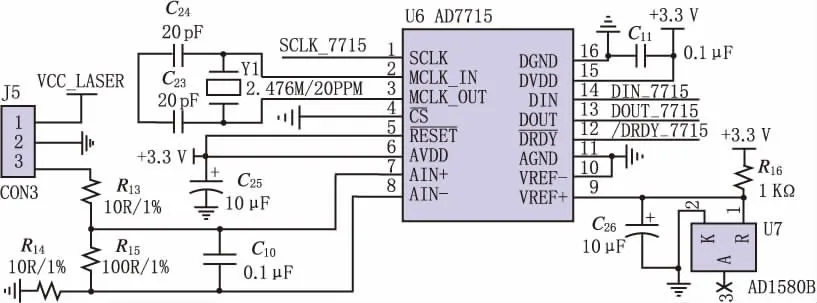
图5 模数采集电路
2.2 陀螺仪电路及其特点
为了能精确检测到钢管长轴和短轴出现的位置,该测量仪配备了三轴陀螺仪和三轴加速计。MPU6050是整合6轴的运动处理组件[7],内部融合了三轴陀螺仪和三轴加速计,利用软件算法可以比较精确测量摆动中的测量仪位置。陀螺仪电路如图6所示。
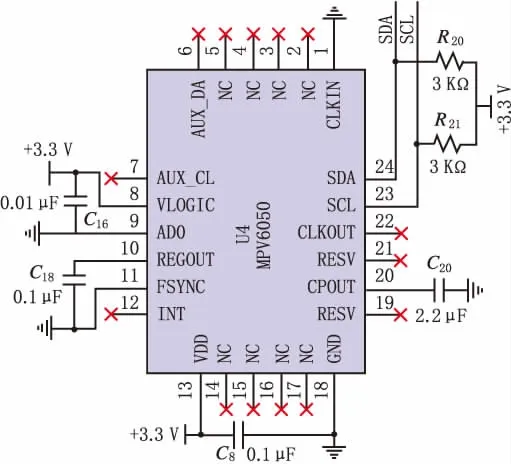
图6 陀螺仪电路
2.3 激光椭圆度测量仪系统软件
激光椭圆度测量仪系统软件采用模块化设计,分为按键子程序,显示子程序、AD采集子程序、位置判断子程等。激光椭圆度测量仪系统软件流程如图7所示。

图7 激光椭圆度测量仪系统软件流程
3 现场使用
激光椭圆度测量仪的现场使用照片如图8所示。激光椭圆度测量仪具有操作简单、工作效率高、测量精度高、人机界面良好、一次测量可同时得到周长、直径等数据,快捷的调节伸缩杆长度即可测量不同管径的钢管。

图8 激光椭圆度测量仪的现场使用照片
4 结 语
针对目前常见钢管椭圆度测量方法测量误差较大和出错概率偏高的缺点,开发设计了一款以激光测距传感器和单片机智能芯片为核心的钢管椭圆度测量仪。工程实际测试和应用表明,该测量仪便于携带,具有操作简单、工作效率高、测量精度高、人机界面良好、一次测量可同时得到周长、直径等数据,快捷的调节伸缩杆长度还可测量不同直径的钢管。
[1] 成大先,王德夫,姬奎生,等.机械设计手册(第2卷)[K].北京:化学工业出版社,2002.
[2] API SPEC 5L:2007,管线钢管规范[S].
[3] GB/T 9711.1—2011,石油天然气工业 管线输送系统用钢管[S].
[4] 谭浩强.C语言程序设计[M].北京:清华大学出版社,2008.
[5] 朱洪,王存亚.AD7715模数转换器的工作原理及应用[J].油气田地面工程,1999(02):50-51.
[6] 孙海,孟祥,邓学伟.AD7715模数转换器在小信号测量中的应用[J].测控技术,2003(09):66-68.
[7] 杨光照,许春晖,张德浩,等.基于单片机的激光测距系统设计[J].中国新技术新产品,2012(10):42-43.
[8] 蒋珍今,裴承鸣,杨亮.基于摄像头测距的数字图像处理方法研究[J].弹箭与制导学报,2009(06):265-268.
[9] 李洋,杨军,曹成哲.用于精密测量的激光测距技术研究[J].仪器仪表用户,2009(05):8-10.
[10]杨昊东,梁冬明,岳寰宇.环形激光器双光路椭圆度测量系统[J].光学精密工程,2012(09):56-64.
Development of Steel Pipe Ovality Measurement Instrument Based on Laser Ranging
HUANG Xiongfei
(Shashi Steel Pipe Works,Sinopec Oil Engineering Machinery Co.,Ltd.,Jingzhou 434001,Hubei,China)
Aim at measurement requirements of steel pipe ovality,based on laser ranging sensor and single smart chip technology,it developed and designed a steel pipe ovality measurement instrument based on laser ranging,combined with flexible module design technology.In this article,it introduced design principle,basic structure and control system of this kind of measurement instrument.The actual engineering test and application indicated that this measurement instrument is with some advantages,such as easy to carry,simple operation,high working efficiency,high precision,good human-machine interface,the circumference,diameter and other data can be obtained at the same time after a measurement,the adjustable expansion link can measure steel pipes with different diameters,which can better meet the needs of the actual measurement.
steel pipe;ovality;laser ranging;measurement
TE973.6
B
1001-3938(2015)03-0048-04
黄雄飞(1961—),男,电工高级技师,长期从事钢管制造设备的技术改造与应用研究。
2014-09-29
谢淑霞
猜你喜欢
数学杂志(2022年5期)2022-12-02 08:32:10
建材发展导向(2021年13期)2021-07-28 07:14:56
中学生数理化(高中版.高二数学)(2021年12期)2021-04-26 07:43:38
电子制作(2019年9期)2019-05-30 09:42:02
中学数学杂志(2019年1期)2019-04-03 00:35:42
中学生数理化·中考版(2018年11期)2019-01-31 06:18:04
测控技术(2018年6期)2018-11-25 09:50:24
通信电源技术(2018年5期)2018-08-23 01:16:04
制导与引信(2017年3期)2017-11-02 05:17:00
电子制作(2017年7期)2017-06-05 09:36:14
