ML-32NCH型电解槽零极距改造后开车方案的探讨
2015-12-14 05:55张拥军孙云峰
中国氯碱 2015年5期
常 刚,孙 静,张拥军,孙云峰
(济宁金威煤电有限公司,山东 济宁 272350)
ML-32NCH型电解槽零极距改造后开车方案的探讨
常 刚,孙 静,张拥军,孙云峰
(济宁金威煤电有限公司,山东 济宁 272350)
介绍了ML-32NCH型电解槽在进行零极距改造后,在操作方面发生的一些变化,主要包括增加了极化电流的操作、充液流量进行了部分调整、送电前槽温需要升至75℃等。
电解槽;离子膜;极化电流;充液;阳极出口软管
济宁金威煤电有限公司化工分公司一期烧碱生产装置采用的是日本旭化成公司生产的ML-32NCH型复极式离子膜电解槽,共有4台电解槽,每台电解槽装有110个单元槽,产能为6万t/a,单元槽尺寸1 289 mm×2 400 mm,有效电解面积为2.7 m2。正常运行电流密度为4.5 kA/m2,最大运行电流密度为5.7 kA/m2。2005年9月21日正式投入生产,初次使用的离子膜型号为旭化成F-4401,2009年4月更换离子膜,更换后的离子膜型号为旭化成F-6801。2013年8-11月进行了零极距改造,改造后的电解槽使用的离子膜的型号为杜邦Nafion-2030,正常运行电流密度可达5 kA/m2,最大运行电流密度可达6.0 kA/m2,单元槽电压下降约200 mV。改造后的电解槽在开车操作方面也发生了一些变化,现进行初步探讨。
1 极化整流器
零极距电解槽的阴极活性涂层对逆向电流比较敏感,在其作用下很容易受到损害,为了保护活性涂层,零极距电解槽需要配套新增极化整流器,极化电流设置为130 A(110个单元槽),极化整流器的投用情况如下。
1.1 电解槽送电之前应注意事项
取消EDIZA-230连锁,设置接地继电器的指针在±30 V。向电解槽提供极化电流,持续时间,不超过8 min,防止电解槽阳极室产生爆炸性气体。
1.2 主整流器停车后注意事项
主整流器停车后立刻向电解槽提供极化电流,具体步骤如下。
步骤0:启动连锁动作;
步骤1:步骤0的同时,1#计时器启动计时并持续15 min;
步骤2:1#计时器达到15 min时,2#计时器启动计时并持续50 min;
步骤3:2#计时器时间到。
每个步骤需要注意电解槽物料流量的变化,情况如下:
步骤1:
a.主整流器停止并且DCDS启动;
b.ZV-241电磁阀自动打开,ZV-231电磁阀关闭,向电解槽供应200 g/L的的新鲜稀释盐水,同时停止向电解槽加入盐酸;
c.入槽烧碱流量(FI-232)由0.3 m3/h,降至0.1 m3/h,主要目的是减小阴极液出口软管碱液流量的横截面积,提高表观电阻,防止极化电流的泄漏。
步骤2:
a.1#计时器和极化电流启动;
b.调整入电解槽新鲜稀释盐水的流量在0.2m3/h;
c.1#计时器持续15 min,但是不要超过15 min,防止产生的Cl2过多地溶解在淡盐水中。如果发生其他的紧急情况,可以利用停止按钮,迅速将极化电流停止。
步骤3:
a.极化整流器停止;
b.调整入电解槽新鲜稀释盐水流量在0.25 m3/h,对电解槽阳极进行大流量的置换,降低Cl2及ClO-在电解槽内滞留;
c.调整入电解槽烧碱流量(FI-232)由0.1 m3/h降至0,主要是为了避免阴极液带给电解槽杂散电流,损害单元槽阴极网活性涂层和离子膜;
d.2#计时器持续时间50 min。阳极新鲜稀释盐水的流量调高至0.25 m3/h,对阳极室进行彻底置换,流量调高的主要原因是为了减少置换时间。
步骤4:
a.入电解槽新鲜稀释盐水的流量调至0.056 m3/h;
b.入电解槽烧碱流量(FI-232)由0调至0.3m3/h。在这个阶段可以进行手动操作,应注意以下事项。当电解槽停车后,如果极化电流不能马上正常工作或电解液的流量不能正常调节,那么阴极涂层将被不同程度的损坏,单元槽的电压不久将会升高;如果极化整流器步骤混乱,单元槽的电压不久也会升高,阴极寿命变短、电耗增加。
1.3 采取的措施
为了避免上述情况的发生可采取的措施。
(1)极化整流器、盐水泵、烧碱循环泵要配备应急电源;(2)在每次电解槽送电之前对极化电流及工艺联锁程序进行试验,发现故障及时处理,确定联锁信号正常后方可送电开车;(3)电解槽停车后,整流人员与工艺主控操作人员密切配合,发现异常情况及时改为手动调节,确保各步骤顺利进行。
2 充液过程
电解槽开车前,阳极室充满盐水,阴极室充满32%的烧碱溶液,主要目的一是提供生产原料,二是清除电解槽内的空气,防止升电流过程中产生的H2与空气混合发生爆炸。如果是长期停车再开车,充液前必须进行膜试漏、槽试漏,电解阴极系统及H2管道必须用N2彻底置换,直至O2/N2小于1%。
2.1 需要确认的项目
(1)阴极室空气清除完成;
(2)通过调节FICA-242的串级系数使盐水和纯水的流量之比为2:1,向电解槽充入新鲜稀释盐水(200 g/L),防止离子膜在没有通电状态下长时间处在高浓度盐水环境中发生收缩,破坏离子膜的结构与性能;
(3)所充电解液的温度最好在65℃以上,适当的温度使离子膜阴极侧的孔隙增大,使Na+迁移数增加,有助于送电后阴极电流效率的提高。
2.2 充液时需注意事项
充液时,先充阴极室,阴极烧碱(32%)的流量在20 m3/h,阳极盐水(200 g/L)的流量在30 m3/h,同时要保持阴阳极室的液相压差(LG230)在0~1 mH2O,这个可以通过电解槽前的 “U”形透明塑料管观察到。充液过程中要多次开关“U”形透明塑料下方的排污阀门,将管内的纯水排尽,用电解液置换干净,如果管内有残留纯水,会因为纯水和电解液的密度不同造成指示不准确。
为了保持压差的稳定,可适当调节降低阴阳极液的流量。但是阴极不能超过20 m3/h,阳极不能超过30 m3/h,以防止流量过大对离子膜造成冲击,流量一定要稳且阴极液位始终要高于阳极。当阴阳极液分别从电解槽两端上方的出口软管流出时,说明电解槽内液体已满,这时可将阴阳极液的流量调至5 m3/h,直至阴阳极液从槽后的溢流管溢出,电解槽内的空气完全清除,充液完成,可以进行并管操作了。
3 电解液的循环
用新鲜稀释盐水(200 g/L)循环一段时间后,改为精盐水(300 g/L)循环,阴极液流量为33 m3/h,阳极液极液流量为6.9 m3/h,循环40 min后,稀盐水基本上被精盐水置换完,这时取样分析电解槽出口阳极液的浓度,若盐水的浓度偏低(低于295 g/L),继续循环置换,将槽内稀盐水彻底置换。在循环过程中
逐渐提升循环碱的温度,使槽温逐渐上升至75℃。
4 电解槽送电
整流人员慢慢提升电流,最大提升速度为1kA/min,电流升至3 kA时,可明显观察到阳极液出口软管变为黄绿色,若个别软管仍为无色或黄绿色较浅,这时可以继续提升电流至4 kA。停留5 min之后检查阳极液出口软管变色情况,如果此时仍有个别软管不变色,说明该软管对应的离子膜发生了膜漏,测量该单元槽电压会发现明显偏低,对该单元槽做好标识,然后停下该电解槽更换离子膜并仔细检查阳极网表面是否发生腐蚀,若腐蚀穿孔很小,面积约在3 mm× 3 mm以下,可以使用小铜锤敲击小孔的边缘,除掉毛刺光滑平整后,再更换离子膜,检查槽垫片是否破损,如有破损一并更换。如果小孔面积较大且内部筋板发生部分腐蚀,必须更换此单元槽。
正常情况下,当电流升至2.0~3.0 kA时,阳极出口软管可全部变为黄绿色,电流在3 kA时,开始给阴极室加入适量的纯水调节碱浓度,电流为4 kA时主要做好以下几方面的工作。
(1)观察电解槽阴阳极液进出口软管内液体的流量是否均匀,若不均匀检查流量计显示是否波动;
(2)观察阳极出口软管变色情况;
(3)检查电解槽的电解液有无泄漏,若单元槽底部发生腐蚀泄漏需停车进行处理;若两单元槽之间的槽垫片的密封面发生轻微的泄漏,可以继续观察,可能是垫片的收缩造成的,待槽温上升稳定后一般不会再泄漏,若继续泄漏且有严重趋势,需停车处理;若阴阳极液进出口软管的紧固螺母处电解液泄漏,可用FRP专用绝缘扳手进行紧固;
(4)测量所有单元槽的槽电压,若个别单元槽的电压不稳,电压比平均电压高或低0.1 V,此处离子膜有可能发生膜漏;
(5)分析每台电解槽的H2/Cl2是否小于0.3%;
(6)利用自动调节阀(FICA-265)给电解槽加入含氯淡盐水,目的是调节入槽盐水的浓度和保护钛管道,淡盐水的加入量按照电解槽总的负载及入槽盐水浓度的变化调节,调节模式为串级调节,以下关系式作为参考;
式中:F为入电解槽含氯淡盐水的流量m3/h;k为常数,取值为1/8~1/7;Fi’为每台电解槽入口精盐水的流量,m3/h,与电解槽电流串级确定;n为电解槽的台数,这里取4;
(7)入电解槽阳极液流量改为串级调节,若升电流过程中调节阀 (FCV-231)调节效果不是太好的话,可以将调节阀调节模式改为手动,由现场人员通过手动阀进行调节,当电流升至计划值时再改为串级调节模式;
电流由4 kA升至计划值过程中,每升1 kA的电流分析一次H2/Cl2。当槽温达到80℃时,如果电解槽使用的是新的槽垫片,那么阴极液最好维持这个温度大约8 h以上后再往上提槽温(≤90℃)。若Cl2、H2压力波动较大,可暂停升电流,槽温太低情况下,严禁强制提升电流。如果电流升至计划值,将电位差EDIZA-230调为0,连锁值设为±0.5 V,并投入连锁;
(8)Cl2压力设为自动调节,H2压力设为串级调节,使Cl2、H2压差始终保持在0.40 mH2O,若压力发生较大的波动,及时将Cl2压力改为手动调节。
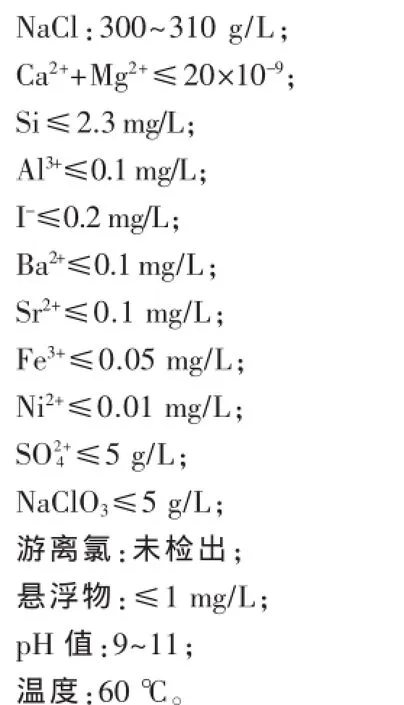
5 入槽盐水质量
入槽盐水质量控制指标如下:
6 结语
电解槽经过零极距技术改造后,在降低电耗方面取得了重大突破,为节能增效工作做出了巨大的贡献,代表着当今制碱工业发展的方向。
零极距电解槽的管理工作要从细节入手,加强控制,对于电解槽的运行情况要进行细致的定量分析,只有这样才能充分发挥零极距电解槽的优势,创造更大的经济效益。
Explore of ML-32NCH electrolyzer zero polar distance transformation driving scheme
CHANG Gang,SUN Jing,ZHANG Yong-jun,SUN Yun-feng
(Jining Jinwei Coal Co.,Ltd.,Jining 272350,China)
Introduced the ML-32NCH type electrolyzers after zero polar distance transformation,some changes have taken place in the operation,mainly to add operation,filling liquid flow were part of the polarization current adjustment,electricity before bath temperature need to rise to 75℃etc..
electrolytic cell;ion exchange membrane;polarization current;liquid filled;anode outlet hose
TQ114.26+2
B
1009-1785(2015)05-0005-03
2014-12-17
猜你喜欢
石油石化绿色低碳(2022年2期)2023-01-06
石油石化绿色低碳(2022年1期)2023-01-06
有色设备(2022年2期)2022-08-06
军民两用技术与产品(2021年10期)2021-03-16
水泵技术(2021年6期)2021-02-16
空间科学学报(2020年3期)2020-07-24
地理教育·当代幼教(2020年1期)2020-02-16
中国特种设备安全(2019年9期)2019-12-03
汽车零部件(2019年10期)2019-11-13