
精对苯二甲酸生产装置中TA2螺柱的断裂原因
2015-12-09 09:07:46巩建鸣汤鹏杰
机械工程材料 2015年3期
姜 勇,巩建鸣,汤鹏杰,余 果
(南京工业大学机械与动力工程学院,南京211816)
0 引 言
精对苯二甲酸(PTA)生产线氧化工段的现场工况最为苛刻[1],工作介质中含有腐蚀性很强的对苯二甲酸、醋酸、溴离子等,且温度高于135℃,因此,氧化工段的结晶器内衬、搅拌器以及与搅拌器联接的螺柱用材料均选用钛合金[2-4],这是因为钛合金具有良好的耐腐蚀性能[5-8]。在实际生产中,钛合金零部件也经常发生疲劳断裂,严重影响生产安全,但关于这方面的失效分析报道尚不多见[9]。
某厂PTA生产线氧化工段结晶单元的结晶器搅拌器上用以联接上、下半轴组件的螺柱,在2a时间里发生了数起断裂事故。这些螺柱规格均为M30,材料为TA2钛合金,最长使用时间为4.5a,有的仅几个月。结晶器内部工作压力约为1MPa,搅拌器转速均为53r·min-1。这几起事故中螺柱的断裂情况基本相同,为查明断裂原因,作者对其中一起事故中的断裂螺柱进行了失效分析。
1 理化检验与结果
1.1 断裂螺柱的宏观形貌
由图1(a)可以看出,事故发生后,仍有3个螺柱连在法兰上,且均发生了较大变形,变形方向与搅拌轴的转动方向一致。仔细观察法兰孔可以发现,在10个法兰孔中,左侧的5个变形严重,且有挤压痕迹,而右侧的5个则几乎没有变形,如图1(b)所示。由于事发突然,急于恢复生产,在抢修现场遗失了2个断裂的螺柱。保留下来的8个螺柱的断口上均覆盖有物料,其中4个螺柱断口具有较明显的宏观疲劳开裂特征,疲劳源区均位于螺纹牙底,选取其中最具代表性、断口保存也最完整的2#螺柱(与2#法兰孔对应)进行研究,其宏观断口形貌如图1(c)所示;另外4个螺柱的断口主要表现为新鲜的韧性断口,选取与7#法兰孔对应的7#螺柱进行分析,其宏观断口形貌如图1(d)所示。根据螺柱断口特征以及法兰孔的变形情况可初步判断,在服役过程中,与2#~5#法兰孔对应的螺柱中的一个或几个首先开裂,失去承载能力,致使剩余的螺柱无法承受巨大的工作载荷而变形,最终过载断裂。在变形以及断裂过程中,螺柱不断挤压摩擦法兰孔,使其发生严重变形。
1.2 断口的微观形貌
2#螺柱断口疲劳源区被腐蚀产物覆盖(根据EDS分析结果可知腐蚀产物主要为氧化物),无法找到明显的疲劳源,如图2(a)所示,但在其疲劳扩展区中观察到了如图2(b)中箭头所示的疲劳条带。
7#螺柱裂纹启于螺纹根部,扩展区表现为撕裂棱特征并存在二次裂纹,如图2(c)所示,但扩展区的范围很小,断口的绝大部分面积为瞬断区,微观上表现为韧窝特征,如图2(d)所示。
断口的微观形貌表明,2#螺柱为疲劳断裂,7#螺柱为快速过载断裂。
1.3 断口上腐蚀产物的化学成分
从图3中可以看出,2#和7#螺柱断口上均含有一定数量的氧和溴元素。众所周知,钛优良的耐腐蚀性能是由于其与氧具有很强的亲和力,在表面可形成一层稳定且致密的氧化膜,从而阻止腐蚀性介质向金属内部侵蚀。在实际生产过程中,为了使结晶器内尚未氧化的物料进一步氧化,通常会通入少量空气进行二次氧化。因此结晶器中的钛合金构件处于氧化性的环境中,可以很好地抵抗溴离子腐蚀,故腐蚀产物中的溴元素主要源于附着在断口上的物料。
1.4 螺柱的显微组织和螺纹加工方法
该法兰上螺柱的螺纹要求为滚压螺纹,因此在分析螺柱显微组织的同时也对螺纹的加工方法进行了检查。
由图4可见,2#和7#螺柱的组织类似,均为等轴的α相+类似锯齿状的α片状组织,局部残留有少量细小颗粒状β相。
由图5可见,2#和7#螺柱的螺纹牙底部均存在明显的挤压变形。可以确定,该螺纹为滚压螺纹。用滚压的方法加工螺纹会在螺纹牙上形成残余压应力,提高螺柱的承载能力及抗疲劳性能[10],从而提高其使用安全性。
1.5 力学性能
为减少螺柱断裂发生的变形对其力学性能的影响,拉伸试样和冲击试样均取自螺柱上远离断口的位置。
从表1中可以看出,这5个螺柱的力学性能差别较大,其中3#螺柱和7#螺柱的抗拉强度甚至低于GB/T 2965-1996要求的标准值,强度偏低将直接影响它的疲劳性能。
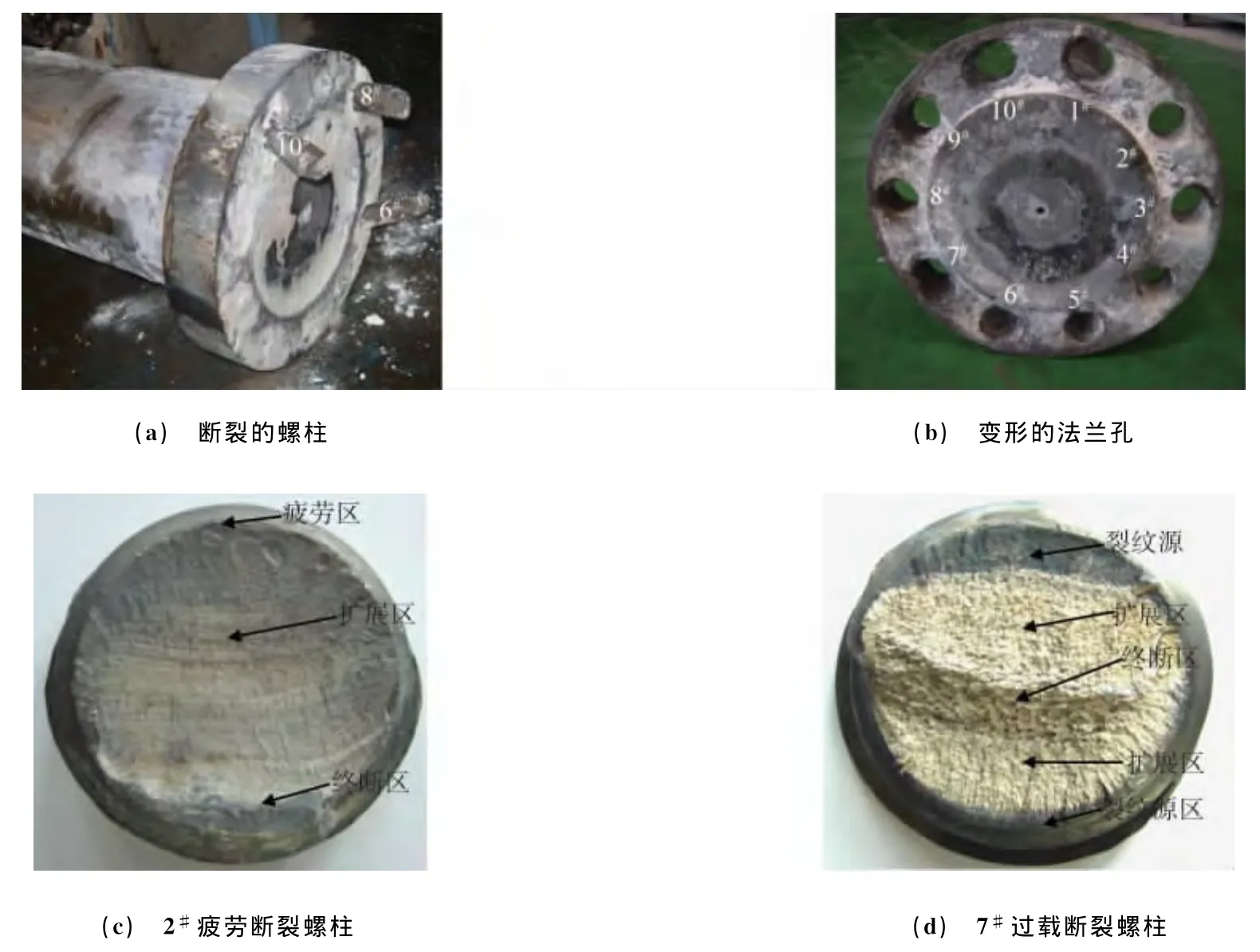
图1 断裂螺柱的宏观形貌Fig.1 Macrographs of fracture threaded studs:(a)fractured threaded studs;(b)deformed flange holes;(c)2#fatigue fracture stud and(d)7# overloaded fracture stud
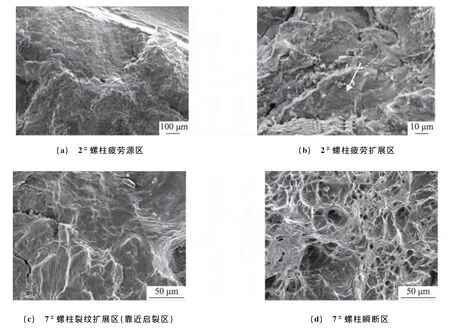
图2 螺柱断口的SEM形貌Fig.2 SEM morphology of stud fracture:(a)fatigue origin area of 2# stud;(b)fatigue propagation area of 2# stud;(c)crack propagation area of 7# stud and(d)final rupture area of 7# stud

图3 2#和7#螺柱断口上腐蚀产物的SEM形貌及EDS分析结果Fig.3 SEM morphology and EDS analysis results of corrosion products on fracture surface of 2# and 7# studs:(a)2# stud,SEM morphology;(b)2#stud,EDS analysis result;(c)7#stud,SEM morphology and(d)7#stud,EDS analysis result
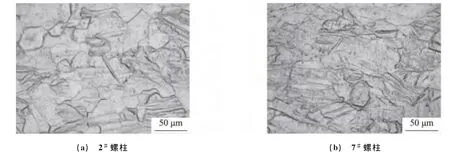
图4 2#和7#螺柱的显微组织Fig.4 Microstructure of 2#stud(a)and 7#stud(b)
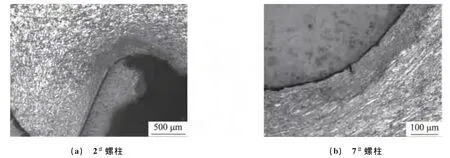
图5 2#和7#螺纹螺柱牙底的显微组织Fig.5 Microstructure of roots of threads:(a)2# stud and(b)7# stud

表1 螺柱的力学性能Tab.1 Mechanical properties of studs
2 断裂原因分析
根据以上分析结果可知,首先断裂的螺柱为典型的疲劳断裂。为查明疲劳载荷来源,与使用单位沟通后了解到,该搅拌轴的轴承存在偏磨现象,在转动时搅拌轴的轴线与筒体的轴线之间会出现小幅摆动,从而导致联接法兰的螺柱承受额外的疲劳载荷。
一般来说,材料的强度越低,越容易发生早期疲劳断裂,在疲劳载荷作用下,强度最低的3#螺柱首先失效,从而导致其它螺柱的受力情况不断恶化,依次发生疲劳断裂,直至剩余的螺柱无法承受工作载荷而最终发生过载断裂。
3 结论与建议
该结晶器内搅拌轴的轴承发生偏磨,导致搅拌轴发生摆动,引起螺柱受到额外的疲劳载荷,是其在很短的时间内就发生疲劳断裂的主要原因;同时这些螺柱的强度相差较大,强度低的螺柱先断裂,剩余螺柱受力情况不断恶化是重要的促进因素,最终导致所有联接螺柱发生断裂。
在强腐蚀性环境中使用的零部件,除了要考虑腐蚀问题以外,工作时设备的受力情况也要加以关注。设备的安装或者维修都要严格遵守操作规范,提高安装精度,减少失效的诱发因素。另外,采购力学性能稳定的零部件,也是设备安全长周期运行的保证。
[1]余存烨.PTA装置用钛现状与演变[J].钛工业进展,2000(3):32-34.
[2]余存烨.PTA装置腐蚀与防护分析[J].化工设备与管道,2000,37(4):54-58.
[3]马秋林.PTA装置中不锈钢材料的选用及分析[J].合成纤维工业,2002,25(3):43-46.
[4]朱玉斌,李中奎,周廉.稀有金属材料的耐蚀性及其在化工领域的应用[J].稀有金属快报,2004,23(1):25-29.
[5]余存烨.石化钛设备腐蚀实例[J].腐蚀与防护,2008,29(4):15-19.
[6]蒋伟,赵金平,龚敏.钛及钛合金在防腐应用中的研究现状[J].轻金属,2007,29(9):59-63.
[7]余存烨.钛制化工设备特殊腐蚀实例及防止对策[J].化工设备与防腐蚀,2002,5(1):63-66.
[8]余存烨.耐蚀钛合金的发展[J].钛工业进展,2003(1):12-20.
[9]刘仁宇,何宇廷,杜金强,等.基于有限元建模的某飞机连接件螺栓头断裂分析[J].机械工程材料,2010,34(8):79-82.
[10]温爱玲,王生武,杨军永,等.采用复合高能喷丸提高工业纯钛的疲劳性能[J].机械工程材料,2010,34(1):55-57.
猜你喜欢
山东冶金(2022年2期)2022-08-08 01:51:30
装备制造技术(2021年4期)2021-08-05 07:39:44
重型机械(2019年3期)2019-08-27 00:58:50
山东冶金(2019年2期)2019-05-11 09:12:18
中国自行车(2018年8期)2018-09-26 06:53:32
四川冶金(2017年6期)2017-09-21 00:52:30
当代化工研究(2016年9期)2016-03-20 16:22:18
焊接(2016年5期)2016-02-27 13:04:48
焊接(2015年4期)2015-07-18 11:02:48
天津科技大学学报(2015年4期)2015-04-16 04:55:09
