时效温度对2205双相不锈钢焊接接头显微组织及冲击性能的影响
2015-12-09 09:07张帅谋张雪峰王小平
机械工程材料 2015年3期
张帅谋,张雪峰,王小平
(1.安徽机电职业技术学院,芜湖241000;2.新疆油田公司工程技术研究院,克拉玛依384000)
0 引 言
奥氏体-铁素体双相不锈钢(DSS)具有优良的耐腐蚀性、延展性、韧性和焊接性,常用做焊接结构材料[1]以及核工业中制造核反应堆压力容器的蒙皮材料和冷凝管材料[2-3]。然而双相不锈钢也存在明显的缺点,就是其焊接接头耐腐蚀能力与母材相比有明显的下降,以及焊接过程中受高温热循环作用由显微组织变化而引起的力学性能的下降。
DSS中含有铬和钼元素,在长时高温作用下,会沉淀析出金属间化合物(Fe,Ni)x(Cr,Mo)y,即σ相。对于DSS而言,σ相的析出发生在铁素体相内,时效温度越高,析出的时间就越短,析出量也就越多。
2205型不锈钢为用量最大的双相不锈钢,其碳含量较低,时效过程中碳化物形成的可能性很小,σ相一般析出于铁素体基体上[4]。σ相的出现会导致双相不锈钢发生脆性断裂,加之双相不锈钢的显微组织为裂纹扩展提供了通道,因此会降低材料的韧性和断裂韧度。有文献指出,双相不锈钢焊缝金属中的铁素体含量相对较多,故接头焊缝金属的力学性能相对母材的有所降低[5]。因此,对焊接接头中σ相的析出规律以及影响因素的研究受到广泛重视,尤其是对不同温度时效处理后σ相析出机制的研究,可以指导控制双相不锈钢焊接件在敏感温度下的停留时间,对工业生产具有重要的指导意义。鉴于此作者采用脉冲式直流逆变TIG焊接工艺对2205双相不锈钢进行了焊接,并在不同温度下对焊接接头进行时效处理,研究了时效温度对接头显微组织和冲击性能的影响。
1 试样制备与试验方法
1.1 试样制备
母材尺寸为300mm×150mm×8mm,焊丝采用直径为2mm的ER2209焊丝。母材和焊丝的化学成分见表1。
参照 GB/T 985-2008,在母材上加工出60°的V型坡口,钝边为1mm,间隙为3mm,坡口设计及焊道布置如图1所示。采用YC-300WX4型脉冲式直流逆变TIG焊机进行钨极惰性气体保护焊(GTAW),采用小线能量,多层焊,保护气体为98%(体积分数)Ar+2%N2,焊接工艺参数见表2。焊前对坡口区作脱脂处理,控制层间温度在150℃以下。

表1 母材和焊丝的化学成分(质量分数)Tab.1 Chemical composition of base metal and weld metal filler(mass) %
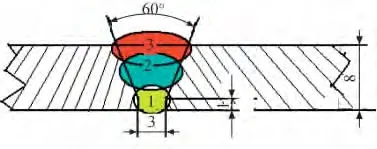
图1 坡口及焊道设计示意Fig.1 Groove and welding bead design sketch
将上述焊件先在1 100℃固溶处理1h,随后在水介质中淬火;然后进行等温时效处理,时效温度分别为600,700,800℃,保温3h,随炉缓冷。
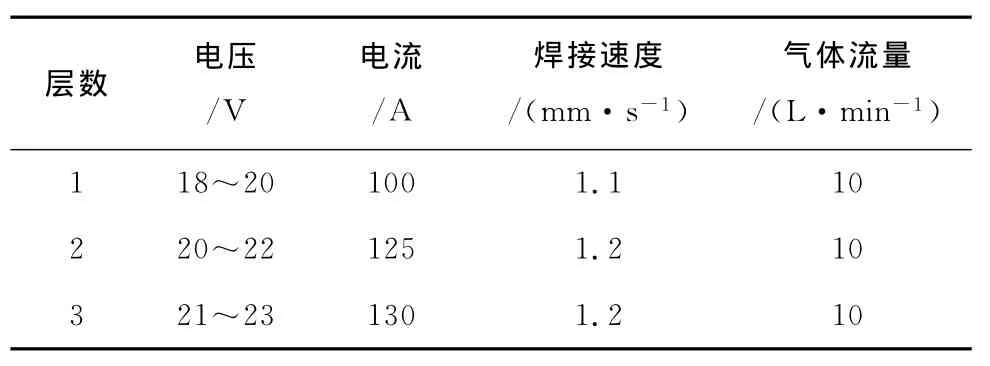
表2 焊接工艺参数Tab.2 Welding progress parameters
1.2 试验方法
按照NB/T 47014-2011,冲击试样的纵轴线垂直于焊缝轴线,缺口轴线垂直于母材表面。焊缝区冲击试样的缺口轴线位于焊缝的中心线上,如图2所示。
根据ISO 148-2009,分别在时效前后的双相不锈钢接头焊缝与母材上制备尺寸为55mm×10mm×4.8mm的夏比V型缺口冲击试样,如图3所示,在RKP-300型冲击试验机上进行冲击试验,试验机的冲击总能量为300J,摆锤的冲击速度为5.1m·s-1,试验环境为室温。
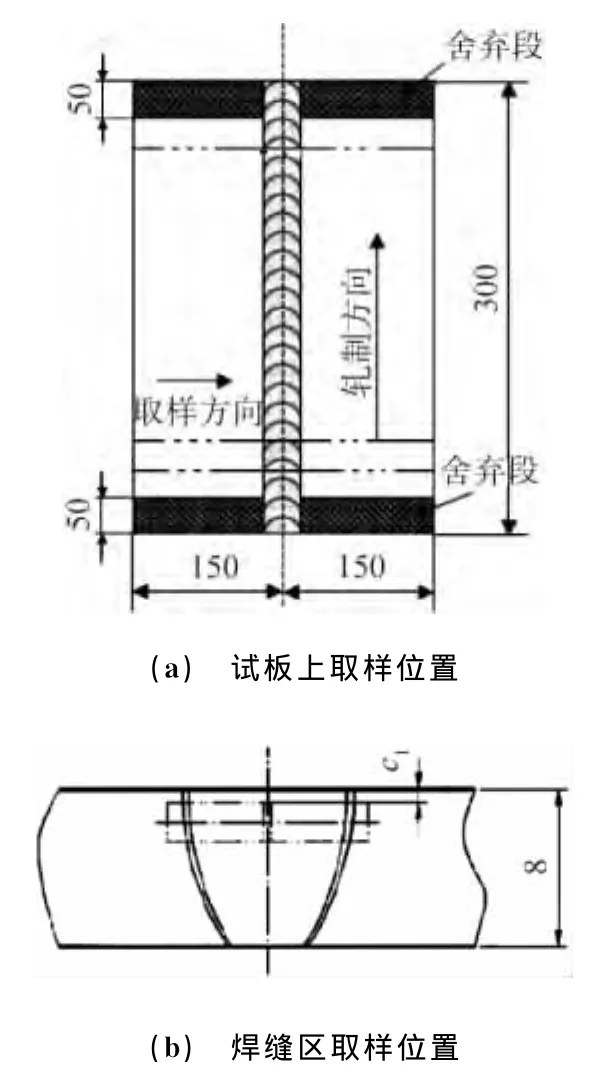
图2 冲击试验取样示意Fig.2 Sampling for impact test:(a)location in test plate and(b)sampling location in welding zone
金相试样经打磨、抛光后采用K3Fe(CN)6+KOH(碱性铁氰化钾)溶液进行腐蚀,温度为85℃,时间为5min,采用10XD-PC型光学显微镜观察显微组织;采用S-570型扫描电子显微镜(SEM)观察冲击断口形貌;采用D8ADVANCE型X射线衍射仪进行物相分析,铜靶,Kα射线,2θ扫描范围为20°~80°,扫描速度2(°)·min-1;采用X-Max50型能谱仪测σ相的成分;依据GB/T 13305-2008《不锈钢中α相面积含量金相测定法》测母材和焊缝区α铁素体的面积分数。

图3 冲击试样的形状和尺寸Fig.3 Shape and size of impact sample
2 试验结果与讨论
2.1 显微组织
已有研究发现,双相不锈钢在850℃时效时,析出物主要为脆性σ相,该相会严重影响材料的力学性能[6]。焊接接头在600,700,800℃时效后均析出了σ相,这里不一一列出,仅给出了800℃时效前后的XRD谱,如图4所示。
对析出的σ相进行EDS分析,结果见表3。由于σ相是一种在600~950℃由铁素体转变而成的硬而脆的金属间化合物[7]。根据铁-铬-镍(铁的质量分数为70%)三元合金相图[8]可知σ相具有四方晶体结构,每个晶胞有30个原子,主要成分为铁和铬,而且富含钼、硅等元素。由表3可知,在母材与焊缝金属中均析出了σ相。这是由于在高温下,铁素体中铬、钼等元素的含量比奥氏体中的高,而这些合金元素在铁素体内的扩散速度亦比奥氏体内的快100倍[9],故双相不锈钢在高温下时效时易在铁素体内和晶界上析出σ相。
由图5可以看出,经1 100℃固溶处理后,母材的晶粒细小而均匀,粒径约为5μm,铁素体和奥氏体两相的面积比约为1∶1;焊缝金属由针状奥氏体和铁素体组成,没有σ相析出,计算得的奥氏体和铁素体的面积分数分别为65%和35%,
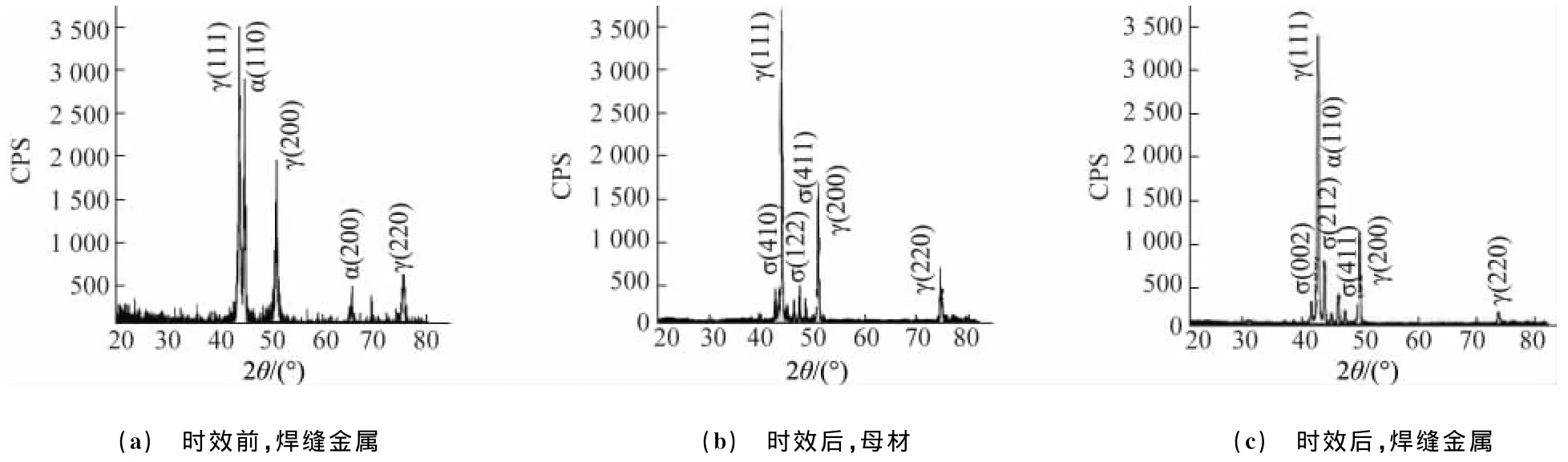
图4 在800℃时效前后焊接接头的XRD谱Fig.4 XRD patterns of welded joint before and after aging at 800℃:(a)before aging,weld metal;(b)after aging,base metal and(c)after aging,weld metal
由图5还可看出,时效后母材中的奥氏体组织发生了变化,在铁素体基体边界上析出了σ相;焊缝金属中的铁素体基体上有σ相析出。对比相同温度下的母材和焊缝金属的显微组织可以看出,时效处理后,焊缝金属中的σ相尺寸比母材中的更大。此外,随着时效温度升高,σ析出相更多、更大,而且母材和焊缝金属中的晶粒均有长大的趋势。
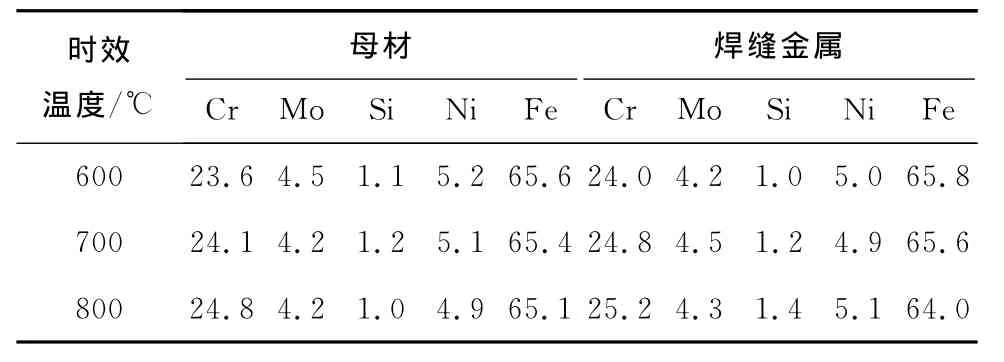
表3 不同温度时效后焊接接头中σ相的EDS分析结果(质量分数)Tab.3 EDS analysis results ofσphase in welded joint after aging at different temperatures(mass) %
2.2 冲击性能
由表4可见,时效前,双相不锈钢母材的冲击功为110J,比焊缝金属的(78J)高29%。这与它们中的奥氏体、铁素体含量以及分布有关,母材中α铁素体的面积分数为50%,低于焊缝区的(65%),且焊缝区α铁素体的分布不均匀,从而导致焊缝金属的冲击功降低。
与时效前相比,时效后母材和焊缝金属的冲击功均大幅降低,在800℃时效处理后,母材和焊缝金属的冲击功分别降低了90.9%和93.5%。可见,时效温度对2205双相不锈钢冲击性能的影响很大,双相不锈钢母材和焊缝金属的脆化程度随着时效温度的升高而增大。这一规律亦可从图5的显微组织中得到验证。
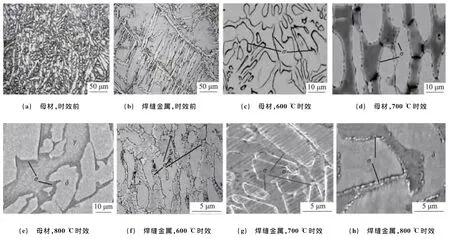
图5 不同温度时效前后焊接接头的显微组织Fig.5 Microstructure of welded joint before and after aging at different temperatures:(a)base metal,before aging;(b)weld metal,before aging;(c)base metal,aging at 700℃;(d)base metal;aging at 700℃;(e)base metal,aging at 800℃;(f)weld metal,aging at 600℃;(g)weld metal,aging at 700℃and(h)weld metal,aging at 800℃
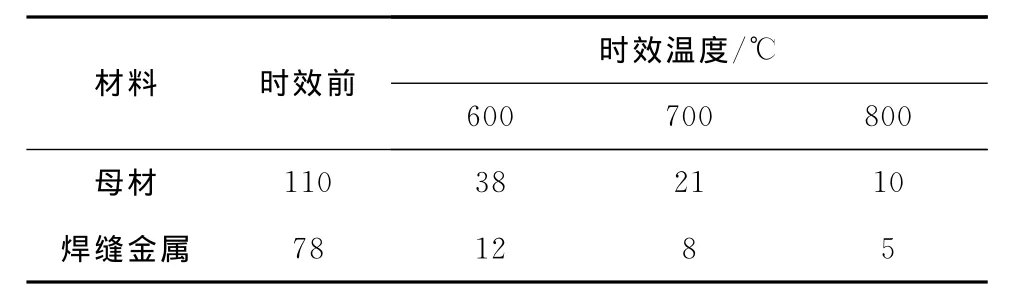
表4 时效前后焊接接头的室温冲击功Tab.4 Room temperature impact energy of welded joint before and after aging J
2.3 断口形貌
由图6可以看出,时效前,母材和焊缝金属的冲击断口上均存在均匀且较深的韧窝,表现出了良好的韧性;与焊缝金属相比,母材断口上的韧窝和撕裂棱更均匀。
在600,700,800℃时效后,母材的冲击断口上均存在脆断特征,呈解理断裂,如图6(c)所示;焊缝金属的冲击断口上出现了明显的解理面,均表现为脆性断裂,如图6(d)所示。时效处理后,在母材和焊缝的显微组织中均有大量σ相析出,如图5所示,σ相的密度越大,材料的脆性就越大。

图6 不同温度时效前后焊接接头冲击断口的SEM形貌Fig.6 Impact fracture SEM morphology of welded joint before and after aging:at different temperatures(a)base metal,before aging;(b)weld metal,before aging;(c)base metal,aging at 800℃;and(d)weld metal,aging at 800℃
3 结 论
(1)2205双相不锈钢焊接接头时效后,在母材的铁素体基体边界上、焊缝金属中的铁素体基体上均析出了σ相,而且焊缝金属中σ相的尺寸比母材中的更大。
(2)在不同温度时效处理后,焊接接头的冲击功均降低;时效温度越高,焊接接头的脆化倾向越大。
(3)时效前,焊接接头冲击断口上存在均匀且较深的韧窝;时效处理后,焊接接头表现出脆断特征,出现明显的解理面。
[1]雒设计,王荣.热处理工艺对22Cr双相不锈钢拉伸性能的影响[J].机械工程材料,2007,31(10):58-63.
[2]DAKHLAOUI R,CHEDLY B,BACZMANSKI A.Mechanical properties of phases in austeno-ferritic duplex stainless steelsurface stresses studied by X-ray diffraction[J].Materials Science and Engineering,2007,444(1):6-17.
[3]DOBRZANSKI L,BRYTAN,M.ACTIS G.Corrosion resistance of sintered duplex stainless steels in the salt fog spray test[J].Materials Processing Technology,2007,192(4):443-448.
[4]邹德宁,韩英,范光伟,等.时效处理对2205双相不锈钢焊接接头组织的影响[J].焊接学报,2010,31(11):69-72.
[5]STRAFFELINI G,BALDO S,CALLIARI I,et al.Effect of aging on the fracture behavior of lean duplex stainless steels[J].Metallurgical and Materials Transactions,2009,40(11):2616-2621.
[6]雒设计,王荣.热处理工艺对22Cr双相不锈钢组织的影响[J].机械工程材料,2007,31(2):13-15.
[7]杨银辉,严彪,郑鑫.双相不锈钢高温时效σ相析出行为研究进展[J].材料导报,2011,25(10):105-108.
[8]POHL M,SOTRZ O,GOGOWSKI T.Effect of inter-metallic precipitations on the properties of duplex stainless steel[J].Mater Charact,2007,58:65-68.
[9]ZUCATO I,MOREIRA M C,MACHADO I F,et al.Microstructure characterization and the effect of phase transformation on toughness of the UNS S31803duplex stainless steel aged treated at 850 ℃[J].Mater Res,2002,5(3):385-388.
猜你喜欢
山东冶金(2022年2期)2022-08-08
山东冶金(2022年3期)2022-07-19
四川冶金(2018年1期)2018-09-25
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
上海金属(2016年1期)2016-11-23
焊接(2016年8期)2016-02-27
山东冶金(2015年5期)2015-12-10
焊接(2015年9期)2015-07-18
上海金属(2014年5期)2014-12-20