
特殊结构的常规和非常规超声检测——ASME 2013NDE亮点评析
2015-12-04 03:17李衍
无损检测 2015年11期
李 衍
(无锡市锅炉压力容器学会无损检测专委会,无锡214026)
迄今为止,国内除大型企业和有规模的外资企业外,承压设备制造行业一般都使用常规技术如RT(射线检测)或UT(超声检测)对其焊接接头作体积检测。国际性ASME 法规涉及NDE 的第Ⅴ卷,从2007年起,就已列入有关计算机成像(CI)技术作体积检测的一系列标准中,其中TOFD(超声衍射时差)法4个,PAUT(超声相控阵)法8个。有关要求倾向于系统化、格式化、明细化、实用化。笔者以承压设备两种特殊结构——堆焊层和管接头、一种有典型意义的常见部件——小径薄壁管为例,试对ASME新版(2013版)中的常规和非常规UT要求,作一简介和评析,意在为CI技术的推广和国内相应行标的制定,起推波助澜作用。
1 堆焊层的检测
ASME 2013 版对堆焊层UT有较大篇幅(图文)点明要求。由于结构、材料、声学特性的特殊性,从试块、试样、探头、探测布置,到UT 工艺和评定验收,均有特定要求[1]。
奥氏体堆焊层常用于碳钢压力容器和管道,目的是减轻或防止腐蚀。堆焊覆层容器和管道在核工业已使用多年,在石化工业上的应用也日益增多。堆焊层或包覆层常采用手工电弧焊或自动埋弧焊完成,或通过爆炸或轧制过程完成。每一过程均会产生有一定特性的冶金晶粒结构,而晶粒结构又会影响超声波的传播、检测特性和结果评价。
1.1 结构示例
堆焊层检测前,需要熟悉其结构、材料和焊接工艺,以便确定检测方法,编制合适的UT 工艺。图1是承压设备上常用的堆焊层结构之一。复合板材和堆焊层焊材及其熔合区、热影响区是关注重点。

图1 堆焊层结构和焊接细节示例
1.2 探头选择
当遇到需将探头直接置于余高磨平的焊缝检测堆焊覆层与基材堆焊层的熔合情况,或置于覆层一侧要检测与基材的接合状况时,可使用图2所示的双晶直探头,其声束一发一收;两晶片需倾斜一定角度,使声束有效焦点距离对中待检区域。
1.3 校验试块
ASME新版对堆焊层UT 灵敏度校验试块规定了A、B、C、D四种类型,按校验方法和检测目的选定。A、B、C三型适用于校验方法1,可按需选用一种(A是基本型,B、C是替代型);D型适用于校验方法2。

图2 堆焊层和覆层熔合状况及复合板与基材接合状况检测用双晶直探头
1.3.1 A 型校验试块
此基本校验试块构造和反射体设置见图3中1个φ3mm 平底孔,1个φ1.5 mm 长横孔;平底孔底部与复合界面齐平,长横孔圆柱面与复合界面相切。堆焊层厚度至少与被检试件堆焊层厚度相同,基材厚度至少为堆焊层厚度的2 倍。M为侧面至焊缝轴线距离。
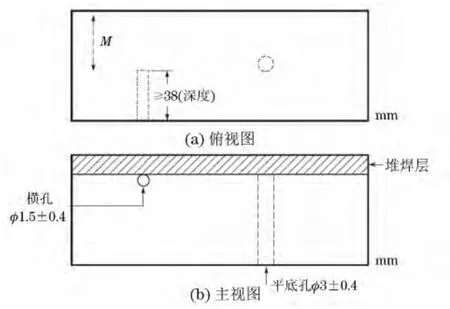
图3 堆焊层UT 用A 型校验试块(适于校验方法1)
1.3.2 B型校验试块
φ3mm 平底孔试块如图4所示。4个平底孔的埋深分别为(1/4)CT、(1/2)CT、(3/4)CT和1CT(CT为堆焊层厚度)。堆焊层厚度至少与被检试件堆焊层厚度相同,基材厚度至少为堆焊层厚度的2倍。图4中全部φ3 mm 平底孔,孔径容差和相对于堆焊层厚度的埋深容差均为±0.4mm。

图4 堆焊层UT 用B型校验试块(适于校验方法1)
1.3.3 C型校验试块
系φ1.5mm 长横孔试块,见图5。4个长横孔的埋深分别为(1/4)CT、(1/2)CT、(3/4)CT和1CT(CT为堆焊层厚度)。堆焊层厚度至少与被检试件堆焊层厚度相同,基材厚度至少为堆焊层厚度的2倍。图5中全部φ1.5 mm 长横孔,孔径容差和相对于堆焊层厚度的埋深容差均为±0.4mm,所有横孔长度至少为38mm。

图5 堆焊层UT 用C型校验试块(适于校验方法1)
1.3.4 D 型校验试块
此基本校验试块适用于校验方法2。其构造和反射体设置,如图6 所示。2 个φ10 mm 平底孔;2孔底部均与复合面齐平,深度分别相当于堆焊层厚度和基材厚度。堆焊层厚度至少与被检试件堆焊层厚度相同。当从基材侧表面进行检测时,试块基材厚度应在25mm 以内;当从堆焊层表面进行检测时,试块基材厚度至少应为堆焊层厚度的2倍。

图6 堆焊层UT 用D 型校验试块(适于校验方法2)
1.4 校验方法
堆焊层UT 灵敏度校验方法相关于校验试块。
1.4.1 校验方法1
(1)A 型校验试块法——φ3 mm 平底孔或φ1.5mm长横孔单点灵敏度校验法
探头置于堆焊层侧表面,对准平底孔或长横孔,以从平底孔或长横孔获得最高回波。调节增益,使孔的回波高度为满屏高80%±5%,以此作为基准灵敏度波高。注意,用横孔测试时,双晶探头分割面(隔声面)应平行于横孔轴线。
(2)B 型和C 型校验试块法——φ3 mm 平底孔和φ1.5mm 长横孔DAC校验法
以平底孔为例,探头置于堆焊层侧表面,对准最近点平底孔,以从该孔获得最高回波。调节增益,使该孔回波高度为满屏高80%±5%,以此作为基准灵敏度波高。将该波高点标绘在显示屏上,不改变增益值,移动探头,求得其他3点相应平底孔的峰值回波幅度,将相应波高点也标绘在显示屏上。最后,将4个波高标绘点连点成线,以此作为φ3mm 平底孔的DAC曲线。
同理,也可作出长横孔DAC 曲线。注意,用横孔时,双晶探头分割面(隔声面)应平行于横孔轴线。
1.4.2 校验方法2
D 型校验试块法——φ10 mm 平底孔单点灵敏度校验法。
探头置于堆焊层侧或基材侧表面,对准φ10mm平底孔,以使平底孔底部的第一回波达到最高波幅。调节增益,使该孔回波高度为满屏高80%±5%,以此作为基准灵敏度波高。
1.5 检测方法
要使用的检测方法首先取决于被检工件(包括堆焊或包覆型式,基板和覆层材料等),其次是要检出的缺陷位置和类型。表1~4列出的方法考虑了更为一般性的检测要求;对四种情况下宜采用的优化技术,提供了通用性指南[2]。表中横线箭头为横波;一般箭头为纵波。
1.6 注意事项[2]
(1)堆焊层对超声传播的影响:不锈钢堆焊层的宏观结构会影响到声传播物理特性,如图7,8所示。图7中在晶粒界面上存在散射。

图7 超声波束通过柱状晶粒时的横截面

表1 从覆层表面检测焊缝方法(也适用于检测基材)

表2 从覆层表面检测堆焊界面方法

表2(续)

表3 从基板表面检测堆焊层方法

表4 从基板表面检测焊缝方法(也适用于检测基材)

图8 超声波束通过堆焊层时产生的反射和散射
(2)声能损失和缺陷定位均与堆焊层厚度有关。图9示出了堆焊层厚度对缺陷定位的影响,图9中a为水平距离修正值,b为深度修正值。表5列出了一般缺陷定位适用的典型修正。此表有以下4个假设条件:①堆焊材料为不锈钢。②基材为铁素体。③堆焊层中柱晶取向近似垂直于板面。④堆焊层平覆在镜面上。表5中T为堆焊层厚度。

图9 缺陷的水平距离修正与深度修正
表5中给出的声束角度和修正值是从覆层材料弹性常数导出的(通常为304不锈钢),因而代表特殊的堆焊层材料。弹性常数不同的材料会在堆焊层中产生不同于表5所给出的声束角度。

表5 缺陷水平和深度定位修正示例
在无限大固体介质中,纵波声速为:

在无限大固体介质中,横波声速为:

式中:E为介质弹性模量;G为介质切变弹性模量;ρ为介质密度;σ为介质泊松比。
为此,对任何给定的堆焊材料,要用适当的包含相关材料的试样,测出实际声束角度。可见,堆焊层厚度会影响这些修正值。检测前,先要测定堆焊层厚度。
若上述条件不能满足,由于声束分离等复杂性,表5规定的简单修正一般就不适用。为正确评析检测结果,应在下列部位测量堆焊层厚度:①在堆焊过程中可能已存在偏差的部位。②在已发现重要缺陷的部位。
2 管子的检测
2.1 曲率划分
被检管子直径有大有小。ASME 规范早有一条通则:凡直径D大于500mm,校验试块可用平面试块。若D不大于500 mm,应使用曲面试块。单一曲面试块的适用范围:0.9~1.5Dc(Dc为曲面试块的曲面直径)。如Dc=250 mm 的试块,适于检测直径D为225~375 mm 的管子。图10示出了校验试块探测面与被检试件(管子)表面曲率的适配限定值。A 为基本校验试块;M 为0.9倍限值线;N为1.5倍限值线。
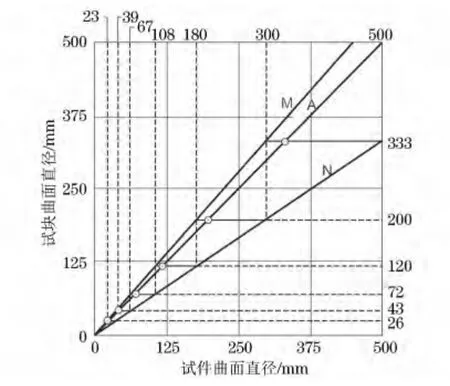
图10 校验试块探测面与试件表面曲率的适配限定值
2.2 校验试块
管子Ⅰ型校验试块的结构和人工反射体设置,如图11所示。若曲率和厚度许可,也可用图12所示管子Ⅱ型校验试块。Ⅰ型试块曲率要求如上所述,试块厚度T=t±0.25t(t为被检管子壁厚)。

图11 管子UT 校验Ⅰ型试块尺寸
这两种试块国内尚未普及,宜推广。ASME 管型试块的设置形状和反射体型式、方向、位置较切合实际,考虑了声传播和声衰减在管材中的主要特性响应。但试块和反射体制作有一定难度。图11中试块长L最小应为200 mm 或8T(取两者中较大值);外径D0不大于100mm 时,试块弧长最小应为270°;D0大于100mm 时,试块弧长最小应为200mm或3T(取两者中较大值);槽深最小应为8%T,最大11%T,有堆焊层时,试块堆焊层侧的槽深,应加上堆焊层厚度(即槽深最小为8%T+CT,最大为11%T+CT);槽宽最大值并不很严。线槽可用电火花加工,或用R不大于3mm 铣刀端铣;槽长应足以为校验提供3∶1的信噪比。图12中,弧长应满足斜声束校验。横孔孔径、长度和容差与非管型校验试块同(孔径相关于试件、试块厚度。孔长至少38 mm)。深度位置(埋深)为(1/4)T、(1/2)T和(3/4)T的切向横孔,应确认其埋深满足孔长的一半的要求。横孔半径应加到埋深测量值上,以确保埋深值准确。试块厚度T小于19 mm 时,只需钻(1/2)T横孔;线槽为选用项,可结合试块特点,采用图7所示线槽;槽深最小应为8%T,最大11%T;槽宽最大6mm,槽长最小25mm。线槽可用电火花加工,或用R不大于3mm 铣刀端铣;槽长应足以为校验提供3∶1的信噪比。线槽离试块边缘或线槽与线槽间距不得小于T或38mm(取两者中较大值)。

图12 管子UT 校验Ⅱ型试块
2.3 校验方法
2.3.1 斜探头线槽校验法
在图11所示管子UT 校验Ⅰ型试块上,斜探头对准1T(0.5S)线槽,以求得最高回波。调节增益,使该回波为80%±5%满屏高,以此作为基准灵敏度波高。随后,不改变增益,分别求得2T(1.0S)、3T(1.5S)线槽最高回波。由此求得3个波高点构成的DAC曲线(见图13)。对周向和轴向线槽要分别制作DAC 曲线,用DAC 曲线校验时,对横坐标代表的时间范围和纵波代表的距离波幅均需校核、校准。注意,对轴向线槽进行校验时,线槽水平距离有曲面修正问题。
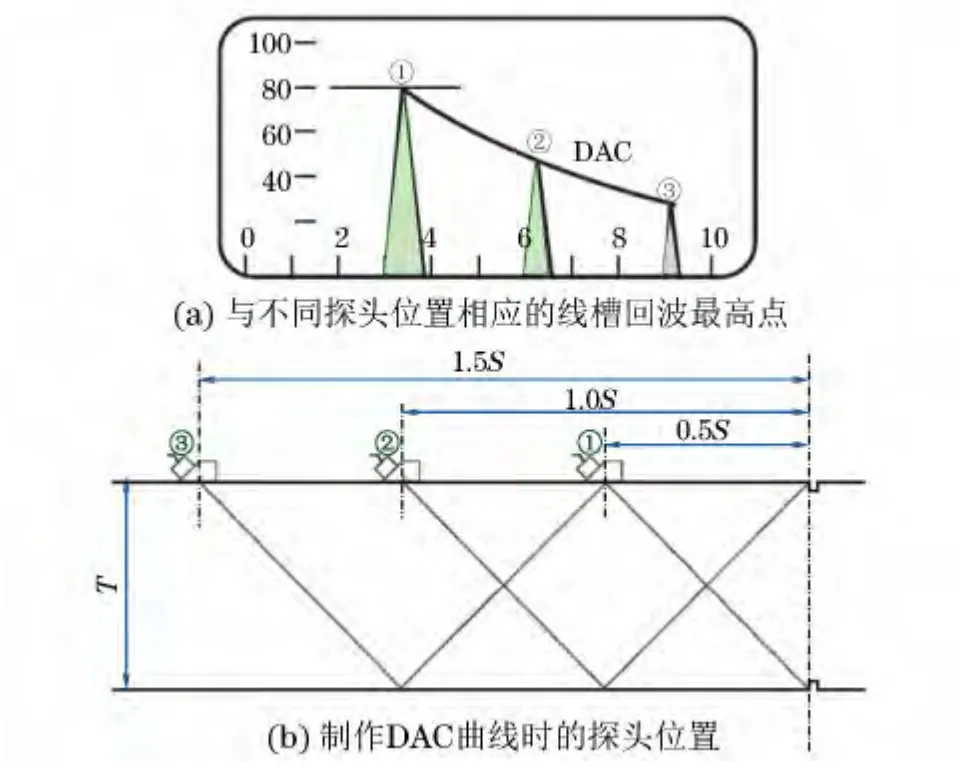
图13 管子UTⅠ型试块线槽DAC曲线的绘制示例
2.3.2 斜探头横孔校验法
当管壁厚度较大时,应使用图12所示管子Ⅱ型校验试块中的横孔制作DAC 曲线,以此DAC 曲线来校验灵敏度。测试绘制方法如图14所示,横孔深度位置取4点:(1/4)T、(1/2)T、(3/4)T、(5/4)T;前3 点 用1 次 波(0.5S)测,最 后1 点 用2 次 波(1.0S)测。注意,DAC 曲线最高点(即80%±5%满屏高),壁厚较大时,取(1/4)T孔的波高值;壁厚相对较小时,取(1/2)T孔的波高值。这是因为壁厚小,处于近场区内的声压变化不规则所致。因壁较薄、横孔埋深较浅、近声场距离较短,DAC 最高点有可能不在声程最近点(如图中(1/4)T孔)。
对轴向横孔和周向横孔均需制作DAC 曲线。用DAC曲线校验时,对横坐标和纵坐标所代表的距离范围和距离波幅,也均需分别校验。

图14 管子UTⅡ型试块横孔DAC曲线的绘制示例
2.4 小口径管检测方法
管径D0不大于89 mm 的管子称为小径管。采用相控阵技术,制定适当的扫查工艺,用声线示踪法,可显示法规提出的检测体积全覆盖范围,也能校核检测角度适当与否。相控阵可使用S扫或E 扫,并使用多道扫查,完成小径管检验。关键项目是解决小径管声束散焦,使用合适的扫查器[3]。
检测依据:动力管道常按ASME B31.1,工艺管道常按ASME B31.3。两标准都允许采用UT,特别是AUT(超声自动检测)。B31.1有规范案例CC 179,这是基于产品制造验收标准的AUT 规范案例[4];B31.3有规范案例CC 181,这是基于断裂力学验收标准的AUT 规范案例[5]。
施探要领:①要求使用外形较小的阵列和扫查器。②超声波束在管壁厚度内有明显散焦现象,最好能用曲面阵列或矩阵聚焦。③需用抽真空耦合。④要根据不同管径、壁厚分别配置。⑤对缺陷在壁厚方向测高精度尽力提高;⑥按ASME 要求对每种管径、壁厚都制作校验试管。
2.4.1 扫查布置
图15是厚壁焊缝扫查布置示例,图中示出了焊接坡口的声束入射角。在某些情况下,此角度可能大于10°,不理想。ASME建议:采用两次或两次以上不同焊缝-探头距离的S扫,可满足对被检焊缝适当覆盖的要求。
管壁厚度减薄时,焊缝覆盖性趋向于用单行S扫较好,如图16所示。此时,为保证焊缝全覆盖,应对焊缝两侧探伤。

图15 适应壁厚25mm 双面焊缝坡口面的超声入射角(箭头所指)声线示踪图例

图16 对壁厚5mm 焊缝用标准相阵探头45°~70°横波作S扫查
但在某些情况下,用1.5S(S为跨距)波(俗称三次波)检测即可,如图17所示。注意,这里只用到50°~65°的声波扫查,这对S扫仅是较小角度范围。通过扫查布置图,可见不同角度的组合和位置可确定适当覆盖范围。当然,若需较大角度范围,相控阵列校正也须适应此范围。在大多数情况下,可校正范围总是小于楔块几何尺寸允许范围。

图17 对壁厚5mm 焊缝用相阵探头50°~60°横波1.5S(三次波)作S扫查
图18,19 表示扫查布置应用的另一问题。图18说明有一段焊缝热影响区因单行S扫,声束未能扫到。图19说明若将探头-焊缝距离从10 mm 调整到15mm(即作两行S扫),声束即实现全覆盖。
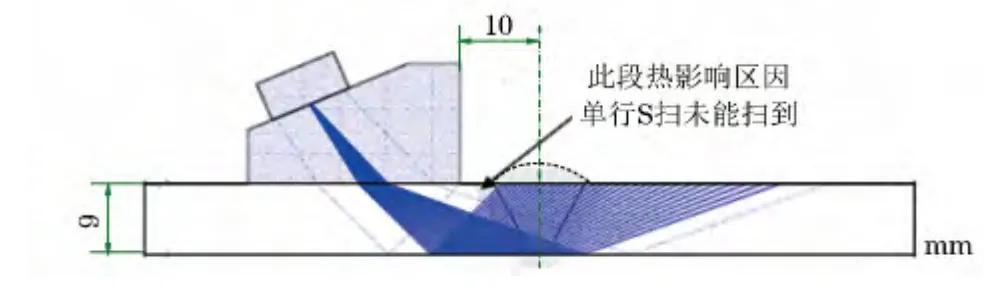
图18 对壁厚9mm 焊缝用标准相阵探头45°~70°横波作单行S扫查

图19 壁厚9mm 用标准相控阵探头45°~70°横波增补一行S扫查
实际上,对壁厚9~10mm 的小径管,用单行S扫声束很难全覆盖焊缝,一般要以不同的焊缝-探头距离,进行两行或两行以上的S扫。图20即表示对壁厚10mm焊缝用两行S扫查即可满足全覆盖的示例。
2.4.2 超声缺陷定量
(1)管子缺陷周向测长

图20 对壁厚10mm 焊缝用标准相阵探头45°~70°横波作两行S扫
小径管超声检测有个固有问题:超声波束入射到管壁中时,会产生散焦现象(见图21),采用相控阵小探头,频率5 MHz,32阵元,声阑10mm×7mm,焦深12mm。从技术上讲,可使声束在垂直面内(径向)聚焦,对缺陷进行定量;但声束在水平面内(轴向)的散焦,会导致缺陷测长结果明显过大。因此,利用AUT和断裂力学的方法优势,会相对减弱。

图21 超声波束进入φ50mm×6mm 小径管壁后沿曲面散焦状态的CIVA 建模图
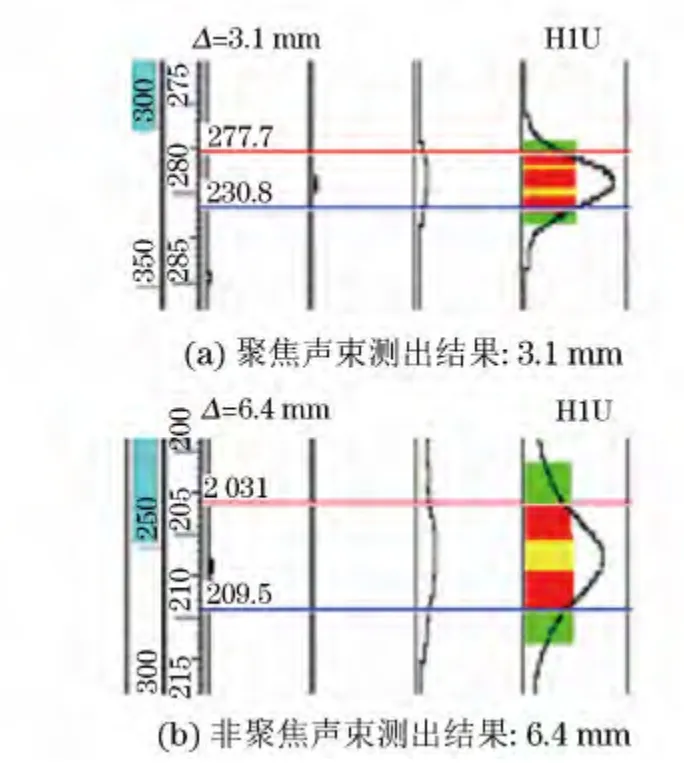
图22 小径管中φ2mm 平底孔径用PA 聚焦声束
要解决这个问题,就要设法使声束在管子周向聚焦。此法已在工业上得到应用,但对大多数小径管检测定量尚未普及。目前,这种曲面阵列已可用于管道AUT。图22即表示对管子底面的平底孔,用聚焦和非聚焦相阵探头作线扫定量时的结果比较,可见聚焦测长精确度明显提高:缺陷实际长度2mm,非聚焦阵列测出长度为6.4mm,而聚焦阵列测出长度为3.1mm,故有望减少返工或拒收率。
(2)管子缺陷壁厚方向测高
缺陷在壁厚方向的尺寸测量,即使在最有利的条件下,也是个大问题,而薄壁小径管有余高焊缝难度更大,特别是焊缝的内外余高会产生假信号。通常,都使用折射角大的探头,这使缺陷定量受几何条件限制变得更困难。小径薄壁管中缺陷较小,其顶端信号与基底信号往往不好分辨。用声线示踪法也改善不了多少,最佳方法可能就是针对过后要“解剖”的缺陷进行操作验证演示。
2.4.3 超声扫查硬件——扫查器
自动和半自动扫查器广泛用于平板和大口径管焊缝的超声检测,而适用于小径管检测的扫查器尚不多见。而且,小径管往往成排管机构,管管之间空间甚小,要求选用灵巧的小型扫查器,也要求尽量使用小型阵列探头。
目前,小径管扫查器已上市。图23即适用于外径为50~100 mm 的带夹箍的扫查器。图24为适于现场检测用的海力克斯小型扫查器。

图23 装有小径管夹箍的扫查器

图24 现场小径管PAUT 用海力克斯扫查器
2.4.4 结 语
(1)ASME B31.3 规范案例CC181,允许AUT用于小径管检测。
(2)小径管PAUT,无论是基于制造质量的验收标准,或是基于断裂力学的验收标准,均需配置适当扫查器和探头阵列。
(3)提供合适的扫查布置图是一项关键性要求,目前常用PA 设备已能配置声线示踪编程来画出相应扫查布置。
(4)借助于扫查布置图,能确定声束覆盖范围和入射角度适当与否。
(5)ASME最新版对承压设备(包括小径管)焊接接头的PAUT 工艺、校验方法及验收标准均有详细规定。
(未完待续)
猜你喜欢
机械工程与自动化(2022年2期)2022-05-24
云南教育·小学教师(2022年3期)2022-04-17
读写月报(初中版)(2020年9期)2020-02-21
金属加工(热加工)(2020年12期)2020-02-06
模具制造(2019年10期)2020-01-06
山东冶金(2019年3期)2019-07-10
艺术评论(2017年12期)2017-03-25
新世纪水泥导报(2016年1期)2016-07-01
艺术评论(2016年8期)2016-05-14
燕山大学学报(2014年3期)2014-03-11
