
食用盐小包装袋破损问题探讨
2015-12-03 09:04:20费星海
现代盐化工 2015年6期
费星海
(江苏省瑞达包装有限公司,江苏 淮安 223200)
1 小包装食用盐产品概况
1.1 现有的盐产品包装袋结构及形式
现有的盐产品包装主要分为两类:
第一种是片材类卷膜产品,结构为消光聚丙烯薄膜(BOPP)+聚乙烯薄膜(PE),表层聚丙烯薄膜厚度为0.018mm,内层聚乙烯薄膜厚度为0.062 mm,加工工艺为干式复合,这是目前最主要的盐产品包装形式,约占总量的90%以上,包装产品执行的标准是GB/T10005-2008,适合在全自动粉粒包装机上连续不间断使用,包装效率高,产量大,每分钟生产速度55-65包,包装规格有500克、400克、350克及250克。
第二种是镀铝自立袋类产品,结构为聚丙烯光膜(BOPP)+镀铝聚酯薄膜(VMPET)+聚乙烯薄膜(PE),聚丙烯光膜厚度为0.028mm,镀铝聚酯薄膜厚度为 0.012mm, 聚乙烯薄膜厚度为0.10 mm,加工工艺为干式复合,此类包装袋使用在高端食用盐包装上,数量较少,执行的是企标,产品在灌装食盐前已经完成基本的包装结构,只留下顶部的灌装口,每分钟生产速度30-60包,包装规格有400克、350克及320克。
1.2 盐产品的灌装方式
目前食盐小包装灌装全部采取自动包装形式,片材类卷膜产品使用的是牵引式全自动包装机,产品在包装机上经过放料、牵引、热封、装填、切断后,再通过传送、打码、装箱等工序完成整个包装过程,需要对产品背面、上下端进行封口。
镀铝自立袋产品使用的是给袋式全自动包装机,产品经过吸送、开口、装填、封口、传送、打码、装箱等工序完成产品包装,只需要对产品顶部进行热封即可。
1.3 盐产品的运输形式
主要有两种,一种是船舶运输,另外一种是汽车运输,其中船舶运输由于受到装卸方式、船型等因素影响,有的混装船运输盐产品时堆码高度达到约10米,对产品的破坏比较严重。
1.4 盐产品的仓储状况
采用托盘堆码仓储,不同的公司根据库容情况堆码10至15层高(正常为2.6米高),下部的产品受压情况严重,如果外层纸箱强度不足,则对小包装的质量提出更高要求。
1.5 盐产品质量问题现状
经调研,目前市场上对盐产品包装反映较多的是破损问题,其中片材类卷膜产品发生频率远高于镀铝自立袋类产品。
1.6 概述
总体来说,由于盐产品密度大,灌装速度快,运输环节多,仓储要求高,食用盐小包装袋是一种对强度质量要求很高的软包装产品,目前还存在一些质量问题,特别是包装袋破损变形方面。
2 造成食盐小包装袋易破损的原因分析
食盐包装袋出现变形、破损,主要是由于受到的外力作用,超过了材料本身的一些物理性能指标,从而导致变形、破损,具体分析来看,主要有三个方面原因,即:包装物材料本身的一些性能指标达不到产品包装需要的标准;灌装热封工艺问题导致材料的强度下降;运输仓储环境中外力远超正常范围。
2.1 包装材料本身强度性能不足
2.1.1 影响包装材料强度方面的指标
影响包装材料强度方面的指标有:热封强度、拉伸强度、热黏强度、抗冲击、抗刺穿、跌落性能、耐撕裂等等,不同材料的性能指标各不相同,一般情况下软包装是由两种或以上的材料复合加工而成,因此其性能也根据分层组合材料的不同显示出综合效果,下面对影响包装物强度的几个主要指标进行对比,以此来分析说明材料本身的性能对包装强度的影响。
2.1.2 热封强度对比情况
在影响塑料软包装产品强度的指标中,热封强度是主要因素,产品破损也多数出现在封口热封质量上,热封强度主要依赖于复合膜的结构、热封材料的选择、复合加工的强度,对比现有的两种盐产品包装形式,使用强度测试仪,进行正常生产条件下的热封强度测试,情况如下:
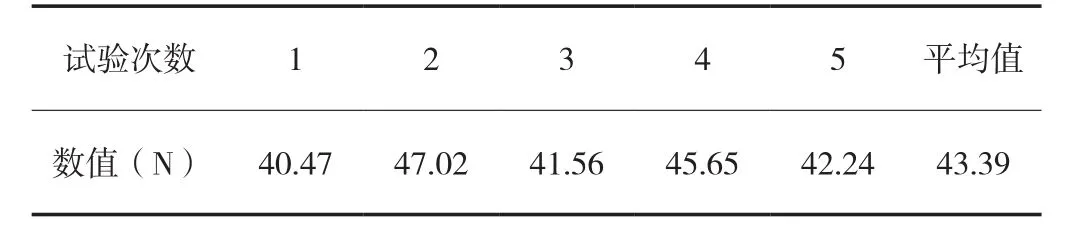
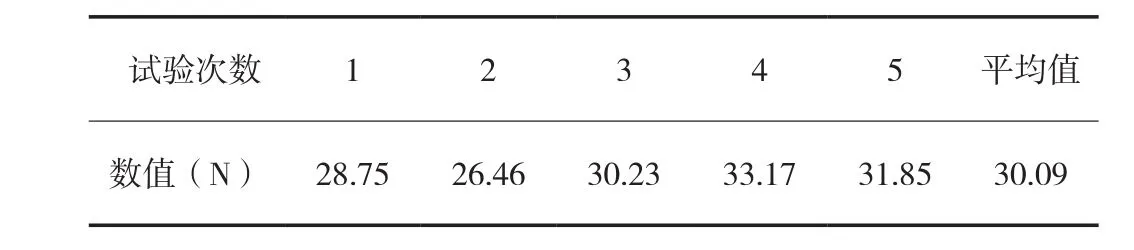
片材类卷膜产品的热封强度测试(图1)
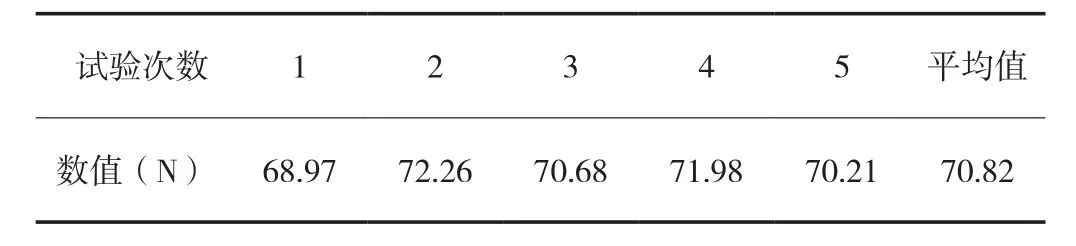
镀铝自立袋类产品的热封强度测试(图2)
图中可以看出,由于材料结构不同,镀铝自立袋类产品的热封强度大于片材类卷膜产品的热封强度。
2.1.3 跌落性能对比情况
热封强度是测试产品静态的封口情况,而在实际生产运输过程中,盐产品是处于动态的运输环境中,跌落性能指标更加准确的反映出包装物对产品的防护效果,经对正常生产条件下的两种产品测试,结果如下:
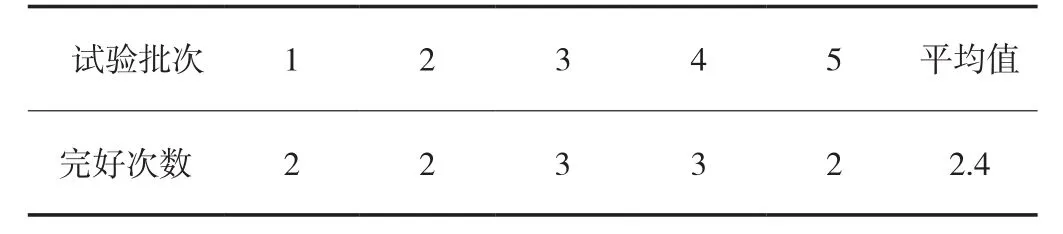
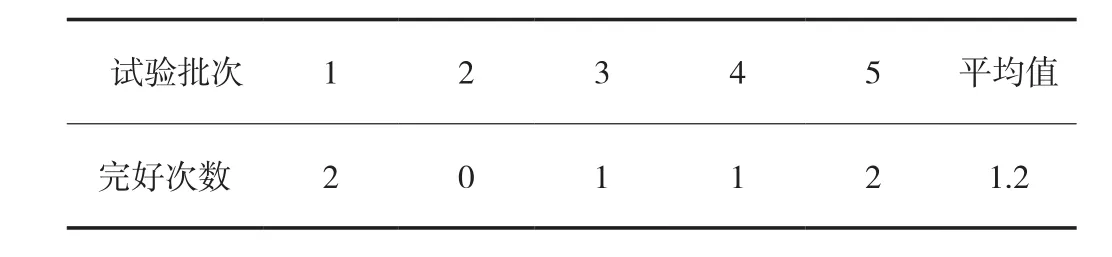
片材类卷膜产品的跌落性能测试(图3)
(试验条件:内容物400克,抛高3米,测试产品抛高完好次数)
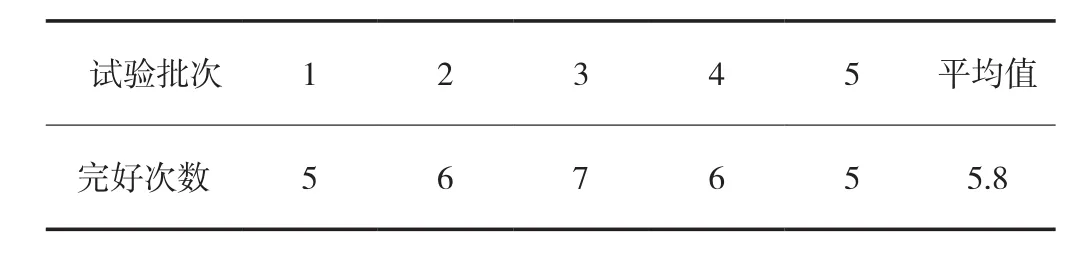
镀铝自立袋类产品的跌落性能测试(图4)
(试验条件:内容物400克,抛高6米,测试产品抛高完好次数)
(片材类卷膜产品抛高6米一次就破损,而镀铝自立袋类产品抛高3米多次无破损发生 )
从上述的图1-图4可以看出,镀铝自立袋类产品的静态的热封强度比片材类卷膜产品的热封强度高出63%,而在动态的跌落试验中,镀铝自立袋类产品也远比片材类卷膜产品更耐跌落。
另外,对于全自动牵引式包装机来说,包装内层材料的热黏性能也很重要,热黏性能是指材料热封后还没有冷却时的强度,其强度要比热封部分完全冷却后的强度低很多,由于在自动包装生产线上,内容物的充填方式大多是让内容物从一定高度落入包装袋中,对包装袋底部形成强烈的冲击,如果热黏强度低,材料在未冷却的情况下,包装袋底部就容易被内容物冲击破坏,导致封口不牢而漏盐,而给袋式全自动包装机由于给料及包装方式不同,则不存在类似的问题。
通过以上的试验看出,材料本身的性能对包装物的强度影响巨大,在面对相同的运输、仓储环境的时候,镀铝自立袋由于材料较厚、组合更合理,对盐产品的防护性能好,不易破损漏盐,而现有的片材类卷膜产品各项强度指标较低,导致质量问题较为突出。
2.2 灌装热封工艺问题对包装物强度性能的影响
2.2.1 塑料热封原理
热封有三个要素,即热封温度、热封压力、热封时间。
热封是热和力共同作用的结果,一方面在熔融状态下的封口表面,大分子相互扩散、渗透、相互缠绕达到封口密闭;另一方面,在熔融黏流状态的高分子在封口压力作用下变形,相互接近,分子间产生足够的引力,使热封表面相互密闭。
热封温度
热封温度是使黏合膜层加热到一个比较理想的黏流状态,由于高聚物没有确定的熔点,是一个熔融温度范围,即在固态与液相之间有一个温度区域,当加热到该温度区域时,薄膜进入熔融状态。高聚物的黏流温度及分解温度是热封的下限和上限,黏流温度与分解温度差值的大小是衡量热封难易的重要因素。
热封压力
热封压力的作用是使已经处于黏流状态下的高聚物在封口界面间产生有效的大分子相互渗透和扩散现象。
热封前后,材料的厚度应满足如下关系:

其中t’----热封后的厚度,t----热封前单层材料的厚度,
由上面的公式可以看出,热封后的厚度小于热封前两层材料的厚度之和,如果热封后实际厚度大于t’,则说明热封时所施加的压力不足,将会影响到封口强度和封口的密闭性。
热封时间
热封时间是指薄膜在热刀下停留的时间,热封时间是与热封温度和热封压力相关联,热封温度低,需要的热封时间长,热封压力小,需要的热封时间也长,热封时间决定了热封设备的生产效率。
不同材料的热封温度范围差异极大,同种材料的,密度越低,热封温度越低,分子量大的,热封温度高。
材料厚度增大时,热封的温度和时间也随之增大,如果热封温度不变,则需要延长热封时间,经有关实验,薄膜厚度每增加0.025mm,则热封时间相应增加50%。
2.2.2 灌装热封工艺对食盐包装袋强度的影响
据笔者到小包装食用盐生产灌装现场调研情况来看,小包装袋封口处出现较为普遍的打皱变形现象,通过和正常情况下生产的包装片材进行热封强度(图1)和跌落性能(图3)对比,情况如下:
牵引式全自动包装机生产的包装袋热封强度情况(图5)
牵引式全自动包装机生产的包装袋跌落性能情况(图6)
从图可以看出,目前的牵引式包装机生产产品的热封强度和跌落性能与设计理论值相差较大,达不到预期效果。经分析,和如下因素有关联。
热封温度过高
经现场观察,包装袋热封部位严重收缩变形,有的机器仪表显示温度达到224℃,而目前的片材产品结构为聚丙烯薄膜/聚乙烯薄膜,材料较薄,不能承受过高的热封温度,否则容易变形打皱。部分高聚物材料热封温度情况见图7。
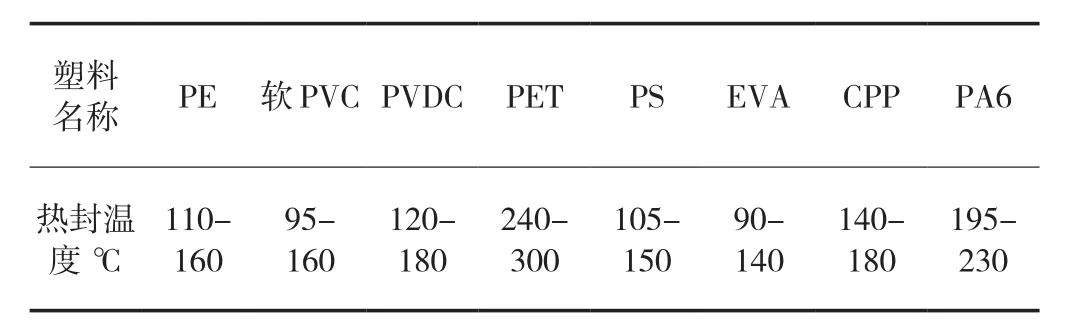
图7
热封压力较大
目前食用盐包装现场的气体压力数值大约在4-5 Kg/cm2之间,而软包装热封最合适压力在2-3 Kg/cm2范围内,一般热封后,封口部位的强度损失不得大于10%-15%,如果压力过高,就会使得两层已经熔融的材料在热封处逸出而变薄,从而产生断根现象,对强度产生较大影响。
包装速度过快
由于产能方面的压力,食盐包装厂牵引式全自动包装机的加工速度约为55-65包/分钟,这就势必要求必须提供较高的热封温度和压力才能保证产品在很短的时间内有效封合,进而影响产品的强度。
热封烫刀设计不合理
不同的包装设备生产厂家,对热封刀的设计不尽相同,有的采用单面加热,另一面安装硅胶片,保证热封压力均匀;有的采用双面加热,没有安装硅胶片在热封部位进行缓冲,由于压力不均, 也会对热封强度造成影响,同时封口外观易打皱变形。
3 建议措施
3.1 强化产品包装系统设计理念
开发一款新的包装产品,在投放市场前,除了在包装版面上精心创作设计外,还要对产品包装实现的全过程进行系统考虑,从包装材料选择到对灌装设备的适应性,再到运输仓储的特殊要求等等,只有在投产之前完成相关的性能测试,以确定包装材料及结构,这样才能使产品包装发挥其应有的功能,即保护产品、促进销售、方便储运的功效。
3.2 加强灌装操作人员的业务培训
由于灌装操作对产品包装质量的巨大影响,而且许多产品质量问题(强度方面)在生产线上不易被发现,因此,必须加强从业人员的业务培训,除了要让员工了解与灌装热封相关的一些理论知识外,同时能够通过一些产品外观现象判断产品加工性能的优劣,从而提高员工的技能水平,避免不合格产品流入市场。
3.3 完善软包装产品售后服务体系
目前,软包装企业对食盐包装定点厂的售后技术服务还未完全到位,生产出新产品后,由其进行相关的灌装调试、生产,包装厂参与度不足,必须要完善现有的售后服务体系,一方面要及时编制好新产品使用说明书,把材料的性能特点及使用注意事项详细的告之使用单位,另一方面对客户提出的各类问题,要及时予以处理解决,并不断提高,避免产品质量事故发生。
江谷,朱雨川.《软包装印刷及后加工技术》,印刷工业出版社,2007.
猜你喜欢
电镀与涂饰(2021年2期)2021-03-08 14:35:18
铝加工(2020年6期)2020-12-20 14:08:41
科学大众(2020年12期)2020-08-13 03:22:18
橡塑技术与装备(2018年5期)2018-03-17 07:10:56
时代农机(2018年5期)2018-02-01 23:20:12
中国塑料(2016年9期)2016-06-13 03:18:54
中国塑料(2015年8期)2015-10-14 01:10:51
印刷技术·包装装潢(2015年11期)2015-02-16 08:25:49
科技视界(2014年8期)2014-04-27 08:44:56
华东理工大学学报(自然科学版)(2014年4期)2014-02-27 13:49:10
