OSB表面环氧聚酯粉末涂饰探究
2015-12-02 08:11:44李雪涛张文标张晓春詹先旭盛时雄
杭州化工 2015年4期
李雪涛,张文标,张晓春,杨 勋,詹先旭,盛时雄
(1.浙江农林大学工程学院,浙江临安 311300;2.德华兔宝宝装饰新材股份有限公司,浙江德清 313200)
定向刨花板(Oriented Strand Board,OSB)是由一定形状和厚度的木质大片刨花施胶后定向铺装,再经热压制成的多层结构板材,其表层刨花沿板材的长度或宽度方向定向排列[1]。OSB具有原料来源广、抗冲击及抗弯强度高、线膨胀系数小、握钉力强、稳定性好、环保、价格适中等诸多优势,使之在建材方面与胶合板、普通刨花板、纤维板相比,具有明显的竞争力,是一种绿色环保材料[2-3]。过去国外OSB主要考虑其力学性能,常应用于建筑装修业上如水泥模板、屋顶板、室内隔墙板、护墙板、门窗板、木地板和楼梯板等,而今由于受市场冲击的影响,以及人们生活观念的转变,考虑室内装修市场的需求,需要对OSB进行表面涂饰处理,这不仅可保护板材、覆盖粗糙表面,而且具有立体感强、美观大方的装饰效果[4-7]。
传统的OSB表面涂饰有印刷装饰纸贴面涂饰、三聚氰胺树脂浸渍纸贴面涂饰、透明和不透明油漆涂饰等。如液体油漆、浸渍纸贴面,它们的生产工艺产生游离甲醛、VOC等污染环境并且浪费原料、工序复杂、成本高,因此寻求一种环保、低成本、高效的OSB表面涂饰技术是未来发展的方向[8-9]。
粉末涂料是一种不含溶剂、100%为固体粉末状的涂料。它具有颜色多样、环保、安全和涂膜性能好等特点,目前在金属材料及其制品领域应用最普遍[10-11]。粉末涂料在热敏性材料上的应用是近几年研究的热门课题,采用低温快固化粉末静电涂装技术在中密度纤维板(MDF)上得到很大的应用[12-14],但在胶合板、竹板材、普通刨花板、人造板等领域也相继开展了研究[15-19]。
本课题开展OSB静电粉末喷涂、涂膜固化研究,并对涂膜性能进行测试分析,以期获得OSB表面粉末静电喷涂工艺参数,为产业化生产提供理论依据,拓宽OSB在室内装修领域的应用。
1 试验材料与设备
1.1 试验材料
定向刨花板(德华兔宝宝装饰新材料股份有限公司提供,来自加拿大Ainsworth公司),含水率8.5%~9%,规格为2440mm×1220mm×18mm,锯割成尺寸为100mm×100mm×18mm的试件。
环氧聚酯粉末涂料〔老虎粉末涂料制造(太仓)有限公司提供〕,粒度200目,树脂Tg≥50℃,红外灯下理论固化条件150℃/3~5min。
其他材料:水性木器透明腻子(上海星庄园化工有限公司);240号砂纸;丙酮(分析纯);咖啡;双面胶等。
1.2 试验设备
GUYI旋转翼式静电粉体喷房(苏州固艺涂装设备有限公司);101-5A型电热恒温鼓风干燥箱(上海爱斯佩克环境设备有限公司);ZNLD-800w自制红外灯固化装置;WJD-2000型静电高压发生器(杭州万佳涂装设备有限公司);NICOLE T6700型傅立叶红外光谱仪(赛默飞世尔科技分子光谱部);QHZ型人造板划痕实验机(济南时代试金仪器有限公司);JM-IV型滚动磨损试验机 (济南时代试金仪器有限公司);MJ6132B型马氏锯机(晋江市神功机械制造有限公司);Z512-2型台式钻床(中国杭州西湖台钻有限公司);JA5003型电子天平(精确度千分之一);AR872A型红外测温仪(北京华运安特科技有限责任公司)等。
2 试验方法
2.1 OSB基材处理工艺
OSB表面粗糙,有凹凸沟槽。表面粗糙度过大,对粉末涂料的吸收越大,会导致喷涂不均匀。传统涂饰工艺中不透明涂饰是用加油着色剂颜料的不透明色漆涂饰OSB表面,以遮盖OSB基材粗糙的表面,得到单色的涂饰效果。其工艺如下[9]:
基材OSB→砂光→打光敏腻子→紫外线干燥→砂光→涂封闭底漆与砂磨底漆→砂光→涂面漆→干燥。
此工艺相对工序繁多,耗费时间长且不环保。为使工序简单、环保,本试验选用水性透明腻子,只需要在OSB基材表面进行简单的水性腻子填平,低温干燥后直接进行静电粉末喷涂后固化,就能得到性能优异的表面涂饰。其工艺如下:
基材OSB→涂抹水性腻子→低温干燥→板材预热→静电粉末喷涂→红外固化。
2.2 基材OSB表面粉末静电喷涂
根据预备试验结果,将静电喷涂装置的静电高压调为90 kv,供粉桶流化压力为0.05Mpa,喷枪口到试件表面距离为150~200mm[20]。在喷涂过程中,遵循自上而下、从左到右的操作原则,确保工件上粉均匀。喷涂前后分别称量OSB基材的质量,计算其单位面积的上粉量,计算公式见(1)式。
单位面积上粉量(F)的计算公式为[21]:

其中:M0为喷涂前质量(g),M1为喷涂后质量(g),S为OSB基材表面积(cm2)。
2.3 粉末涂层固化工艺
金属的粉末涂饰一般可采用普通烘箱进行固化,而热敏性的板材不能长时间处在高温环境中,容易变形和表面碳黑。因此,实验选用红外固化设备,使板材表面温度快速升高到粉末熔融、涂层固化,而使板材内部温度仍比较低,不会造成板材的变形。结合环氧聚酯透明粉末涂料的固化条件要求,本实验设定固化温度和时间为150℃/5min。
2.4 涂膜性能检测
本试验根据基材处理与涂膜性能的相关情况,涂膜附着力、耐冲击性、铅笔硬度、耐丙酮、耐水蒸气、耐污染、耐干热检测参照GB/T17657—2013《人造板及饰面人造板理化性能试验方法》;耐盐酸、耐碱性检测参照GB/T9274-88;涂膜耐磨性检测参照GB/T4893.8-85。
3 试验结果与分析
3.1 上粉量对涂膜质量的影响
将涂抹水性腻子后的15块OSB试样进行粉末静电喷涂试验,结果见表1。

表1 上粉量对涂膜性能和外观的影响
由表1可知:上粉量在2.0~3.0 g时,试件涂膜表面光泽度一般,附着力能达到1级,耐磨性不够好为4级,涂膜外观有漏底、表面有轻微缩孔;上粉量在3.5~4.5 g时,试件表面光泽度很好,附着力因为上粉量的增加降到2级,耐磨性得到提升为2级,涂膜外观针孔较多;上粉量为3.0~3.5 g时,涂膜光泽度好,附着力、耐磨性以及涂膜外观均良好(无漏底、针孔等)。所以,从上述附着力、光泽度、耐磨性、外观质量以及成本考虑,最佳上粉量为3.0~3.5 g;通过公式1得到其单位面积上粉量为144.79~168.92 g/m2。上粉量过小,会导致表面光泽度不够,基材漏底,而且涂膜覆盖率不高,表层出现轻微缩孔;上粉量过大,外层粉末颗粒与板材间的距离增大,板材对粉末的静电引力变得越来越小,同时,每一个带负电荷的粉末颗粒开始相互排斥,粉末颗粒之间的孔隙进一步增大,从而导致被空气带到板材表面的粉末颗粒几乎得不到板材的吸引,反而被粉层叠加起来的负电场排斥,难以附着,导致附着力的等级降低,被涂样品四周有絮状涂料。
3.2 性能测试结果
上粉量为3.0~3.5 g时,OSB基材的涂膜性能测试结果见表2。
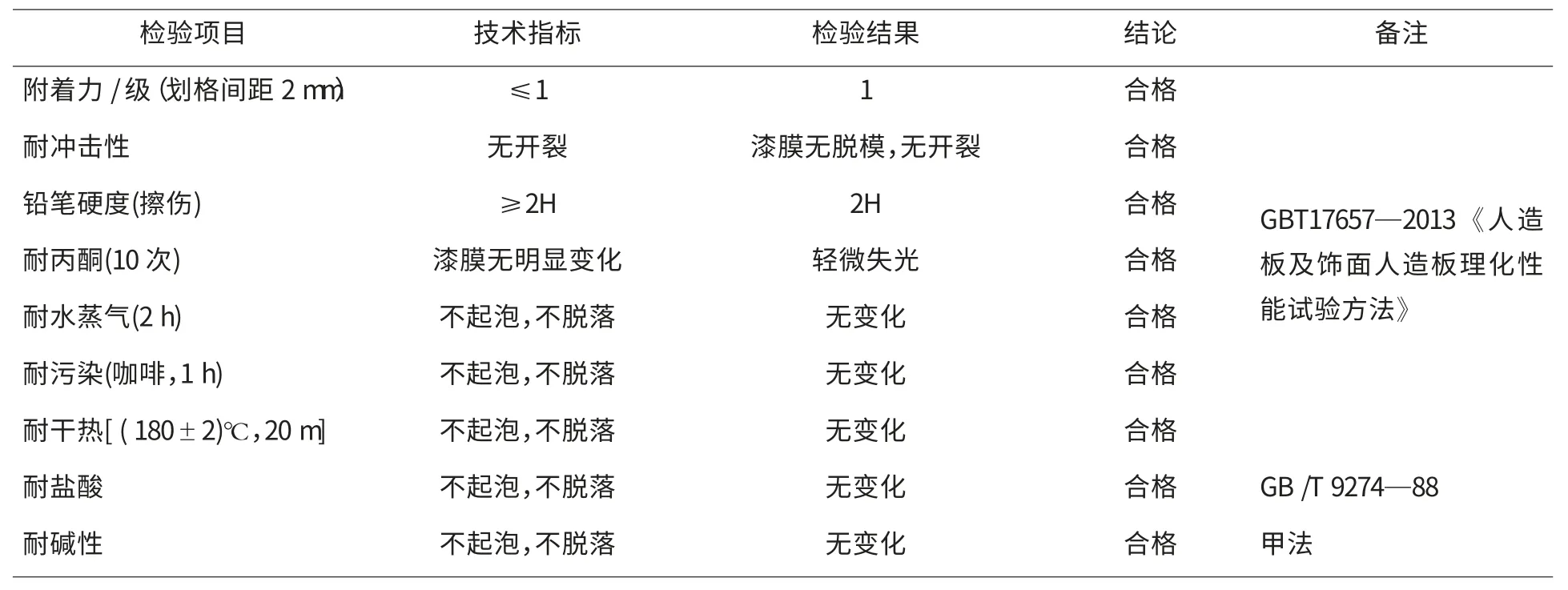
表2 涂膜性能测试结果
从表2可以看出,以单位面积上粉量为144.79~168.92 g/m2将环氧聚酯粉末涂料用在OSB的涂装时,其性能可以满足一般家具使用的要求。涂膜附着力达到1,无脱膜和开裂,铅笔硬度达到2H,耐水性蒸气好,耐丙酮擦试漆膜基本没有变化,略有失光泽,耐酸碱及污染性能达到木质装饰材料国家相关标准指标要求。从涂膜外观质量上看,涂膜无气孔、针孔、裂纹等缺陷,表面质量好是由于OSB表面是个凹凸不平表面,基材水分含量较高时容易产生缩孔、气泡和针孔等缺陷。涂水性透明腻子填入这些缝隙中,固化后将之封闭,使粉末涂料在固化时有很好的流平性,因此能获得良好的涂膜。
3.3 粉末涂料固化前后的红外光谱分析
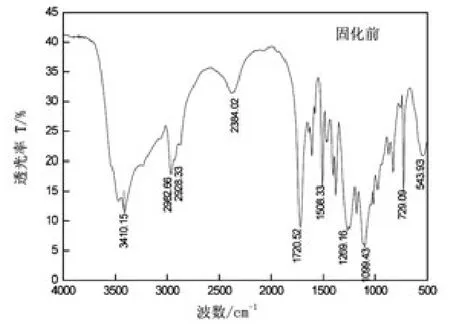
图1 粉末涂料固化前的红外光谱图
由图1可知,粉末涂料固化前,3410 cm-1左右的强而宽的吸收峰为粉末涂料中—OH的特征峰;1720 cm-1处有强度最大的吸收峰羰基(CO)的存在;在3300~2500 cm-1范围内有宽而散的吸收峰,说明粉末涂料有羧基(—COOH);2982 cm-1和2928 cm-1处为—CH3和—CH2中C—H键的伸缩振动峰,且1650~1350 cm-1处的吸收峰也说明粉末涂料中含有—CH3、—CH2;1269 cm-1处为C—O—C的特征吸收峰,即为环氧树脂的主要基团吸收特征。
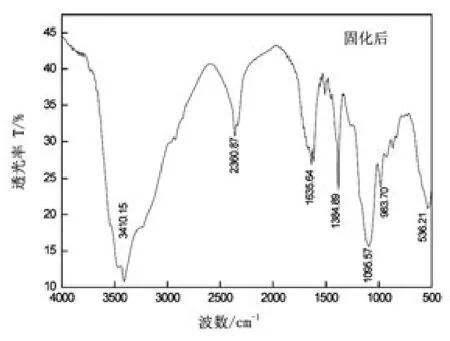
图2 粉末涂料固化后的红外光谱图
由图2可知,粉末涂料固化后,3410 cm-1左右的强而宽的吸收峰—OH仍存在;3300~2500 cm-1范围内吸收峰明显减少,说明羧基参与了反应;1720 cm-1处的吸收峰羰基(CO)强度变小;1650~1350 cm-1处的吸收峰强度减弱,表明粉末涂料在固化过程中发生了交联反应,基团发生了变化。
3.4 OSB粉末涂饰样品
图3 OSB涂饰样品
不同颜色涂料涂饰的OSB样品见图3。
由图3可见,粉末涂饰的OSB同OSB基材相比具有良好的光泽度,既保护了基材表面,又保留了板的天然纹理,使其涂膜效果有立体感,加之不同颜色的粉末涂料涂饰后显得更加美观,能满足不同设计者的需求,适合个性化家装的需要。
4 结语
OSB表面涂水性透明腻子填补凹凸的沟槽,在恒温恒湿箱中控制一定的含水率,以单位面积上粉量为144.79~168.92 g/m2进行静电粉末喷涂,在温度150℃和时间4min条件下进行红外固化,制得试样的涂膜附着力、耐冲击性、铅笔硬度、耐丙酮、耐水蒸气、耐污染、耐干热和耐碱性等理化性能都达到了木漆涂饰相关国家标准规定的要求。
OSB作为一种绿色建材,其力学性能优异,经环氧聚酯粉末涂饰,其表面错落有质感,还保留OSB表面的立体感,美观且具有艺术效果,产品绿色环保,可广泛应用于室内建筑装修领域,同时可实现机械化连续化生产,易于推广应用。
[1]郭文静.定向刨花板产业在中国的发展机遇[J].国际木业,2014(09):2-5.
[2]刘晓红.家具设计及制造的新材料—定向结构刨花板OSB[J]. 国际木业,2014(09):78-80.
[3]修木.用定向刨花板替代胶合板[J].国际木业,2011(05):50-51.
[4]许斌,詹先旭,陈立衡,等.室内装修用特制定向刨花板[J]. 家具,2014(06):25-29.
[5]于宝利,赵宝东.OSB生产工艺及应用领域拓展[J].国际木业,2014(09):42-44.
[6]张方文,于文吉.OSB应用于包装材料的现状及前景[J]. 国际木业,2014(09):68-71.
[7]阙泽利,李哲瑞.OSB在家具及室内装饰中的应用[J].国际木业,2014(09):76-77.
[8]吴立农.定向结构刨花板饰面工艺初探[J].建筑人造板,1999(04):23-25.
[9]詹先旭,叶交友,沈金祥.家具用新型饰面定向刨花板性能研究[J]. 家具,2014(04):7-10.
[10]张文标,肖海湖,吴利军,等.木基材料透明粉末涂饰的研究进展[J]. 林业科技开发,2013(06):5-8.
[11]林凌,周斌.粉末涂料概述[J].广东化工,2012(02):79-80.
[12]Christoph Jocham,ThomasW Schmidt,GiinterWuzella.Adhesion improvement of Powder Coating on Medium Density Fibreboard(MDF)by Thermal Pretreatment[J].Journal of Adhesion Science and Technology,2011(25):1937-1946.
[13]Günter Wuzella,Andreas Kandelbauer,Arunjunai Raj Mahendran,et al. Influence of thermo-analytical and rheological properties of an epoxy powder coating resin on the quality of coatings on medium density fibreboards(MDF)using in mould technology[J]. Progress in Organic Coatings,2014(77):1539-1546.
[14]Zeren S,Huguenard S.UV-curable powder coatings.Formulation of thick white finish for MDF [J]. Surface Coating International Part B:Coating Transactions,2004,87(2):97-101.
[15]张文标,门全胜,李文珠,等.胶合板表面粉末涂料涂饰的研究[J]. 木材工业,2004(01):32-35.
[16]肖海湖.聚酯-环氧透明粉末涂料在竹板材上的涂饰研究[D].杭州:浙江农林大学,2014:1-30.
[17]张秀青,李雪涛,张文标,等.刨花板表面粉末涂饰初探[J]. 林业科技开发,2014(06):114-116.
[18]闫承琳.中密度纤维板静电粉末喷涂工艺研究[D].北京:中国林业科学研究院,2008:1-50.
[19]Monica Badila,Christoph Jocham,Wenbiao Zhang,et al.Powder coating of veneered particle board surfaces by hot pressing[J].Progress in Organic Coatings,2014(77):1547-1553.
[20]王晓军,闫承琳,张伟.中密度纤维板静电粉末涂装设备研究及应用[J]. 中国人造板,2011(08):10-13.
[21]门全胜,张文标,李文珠,等.纤维板表面粉末涂料的涂饰工艺[J]. 浙江林学院学报,2004(04):79-83.
猜你喜欢
工程质量(2023年8期)2023-09-20 08:16:18
今日农业(2022年16期)2022-11-09 23:18:44
新型建筑材料(2021年8期)2021-09-03 07:28:04
建材发展导向(2021年14期)2021-08-23 00:56:24
吉林建筑大学学报(2020年3期)2020-08-11 02:08:58
魅力中国(2016年46期)2017-07-18 16:09:55
国际木业(2016年7期)2017-01-15 13:54:50
国际木业(2016年12期)2016-12-21 03:13:16
国际木业(2016年3期)2016-12-01 05:04:38
科技创新与品牌(2016年9期)2016-11-03 09:03:30