浅谈磨辊技术特性对制粉工艺的影响
2015-12-02 07:22:26翟得冲翟海萌李世亮
现代面粉工业 2015年2期
翟得冲 翟海萌 李世亮
鲁西南粮油机械加工中心 山东曹县 274415
浅谈磨辊技术特性对制粉工艺的影响
翟得冲翟海萌李世亮
鲁西南粮油机械加工中心山东曹县274415
简述磨辊技术特性的概念及与磨粉机操作、磨辊拉丝与喷砂质量、制粉工艺要求之间的关联和相互影响。
磨辊技术特性制粉工艺操作拉丝喷砂
磨粉机的作用是将小麦逐层剥刮,产生多种在制品,最后将皮层和胚乳分离的一个过程。磨辊技术特性是磨粉机最重要的技术参数,它的配备合理与否直接关系着磨粉机的研磨效果、物料分级、流量平衡及生产操作指标,对制粉工艺效果产生较大影响。
磨辊技术特性包括齿数、齿角、斜度、排列、齿顶平面、中凸度、粗糙度,此外还有磨辊的转速与速比等。
1 磨辊技术特性的有关概念
1)齿辊
磨辊圆柱表面被拉丝机拉成有一定斜度齿槽的磨辊。
①齿数
齿数是磨辊表面单位圆周长度上的齿数,单位是牙/cm或牙/吋。齿数的多少取决于研磨物料的颗粒大小和对磨出物的粗细要求,还与流量有关。通常1皮磨齿数3.2~4牙/cm,2皮磨及以后各道皮磨,较前道加密1~1.6牙/cm。如粉路长、道数多,逐道增加的齿数少;粉路短、道数少,则逐道增加的齿数多。
②齿角
是指经拉丝刀拉丝后,磨辊的横断面上,同一磨齿的两个侧面形成的夹角。磨齿窄边所在的面称锋面,宽边所在的面称钝面,齿顶与磨辊中心连线将齿角分为两个角,锋面与连线形成的夹角称锋角,钝面与连线形成的夹角称钝角。一般齿角为90°~120°时,锋角为20°~50°,钝角为55°~70°。常用角度为30°/60°、25°/65°、20°/70°、40°/60°、35°/65°、40°/70°、25°/70°、21°/67°、30°/65°。其中30°/65°、30°/60°多用于软麦;35°/65°、21°/67°多用于硬麦,齿角越小,对物料剪切越厉害,对物料破碎程度越重。加工硬麦、陈麦和低水分麦比加工软麦、新麦、高水分麦选用较大的齿角和前角;要求多出粉,少出渣心,保持麸片完整时,采用较大的齿角和前角;若要少出粉、多出渣心、可采用较小的齿角和前角;要求较高的流量和较低的动力消耗时,采用较小的齿角和前角;在处理后路较次的物料时,为使既刮净胚乳,又不使麦皮过碎,保证后路粉的质量,选用较大的齿角和前角。
③斜度
指磨齿与磨辊中心线形成的角度。斜度越大,两磨辊交叉点越多,破碎作用越强烈。在当代制粉工艺中,一般斜度为4%~8%。前路皮磨选小值,后路皮磨选大值。在加工硬麦、低水分麦和质量要求较高时取小值,加工软麦、新麦、高水分麦和成品质量要求较低时选大值。
④排列
指快慢辊相对运转过程中,作用于物料的那两个齿角面,排列方式分四种情况:
a.锋对锋(F-F):快辊齿锋面朝下,慢辊齿锋面朝上,物料破碎程度较高,动力低,麸皮碎、渣心多,细粉少而质差,适于处理高流量软麦及高水分麦。
b.钝对钝(D-D):快辊钝面朝下,慢辊钝面朝上,对物料挤压力大,剪切力小,破碎作用缓和,麸片大,渣心少粉少,动力消耗大,适应于加工硬麦、低水分小麦和要求麸片完整及流量低的情况。
c.钝对锋(D-F)和锋对钝(F-D)这两种情况,研磨效果介于前面两者之间,且工艺效果不稳定,使用较少。
排列方式的选用要和齿角相配合,相互制约,以缓和影响。当选用F-F排列时,可选用较大的齿角和前角,以免皮层过碎;在选用D-D排列时,可选用较小的齿角和前角,以降低电耗,提高产量。
⑤齿顶平面
新拉丝的磨齿不能过于锋利,应根据磨齿的大小留有一定的齿顶平面。其目的是保证齿高不减少,缓和新辊的破碎作用,减少麸片切碎;二是保证磨辊拉丝后辊面的圆度,使磨辊运转平稳,减少研磨噪声,提高研磨效果;三是提高磨辊使用寿命,延长磨辊拉丝周期,保证物料流量与质量的平衡。齿顶平面与磨齿齿数有关,参见表1。
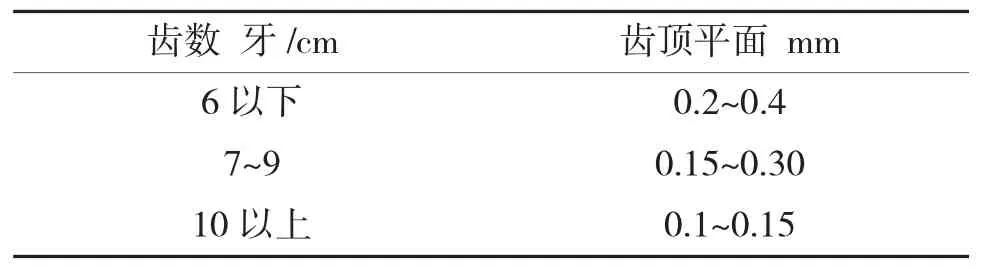
表1 齿顶平面与磨齿齿数的关系
⑥转速与速比
磨辊线速是磨辊的圆周速度,单位:“m/s”。该速度越大,单位时间内通过的物料越多,单位流量大、产量高;若流量不变,则物料通过研磨区的流量变薄,研磨效果好。一般,快辊线速以6~7.2 m/s为宜。转速与线速的关系V=πnr/30,在转速一定的情况下,随着磨辊的磨损,辊径越来越小,线速度越来越低,研磨效果降低。目前磨辊直径有220mm、250 mm、300 mm。对于Φ250 mm磨辊,皮磨快辊转速500~550 r/min,对心渣尾磨快辊转速480~500 r/min。速比是快慢辊速度之比K=Vk/Vm,也是快慢辊转速之比,即K=nk/nm,在其它条件不变的情况下,速比增加,剥刮作用加强,研磨效果提高,但麸皮易碎,渣心粉的灰分增加,质量下降。所选速比要与设备条件、物料性质、研磨要求相适应,一般磨制等级粉时,皮磨系统速比2.5∶1,渣磨、心磨、尾磨系统速比(1.5~2.5)∶1。
2)光辊
辊面经过喷砂、压砂或激光等无泽面处理的磨辊,多用于心磨、渣磨和尾磨系统。
①粗糙度
泛指光棍表面的粗糙程度,目的是提供足够的摩擦,能够抓住物料进入研磨区,利用速差产生研磨作用。因速比较小,其研磨作用主要以挤压为主,减轻磨辊对研磨物料中麸屑的碾削作用,降低面粉灰分。前路光辊粗糙度Rz=40~60 μm,中路30~40 μm,后路20~30 μm。
②中凸度和锥度
中凸度是指光辊中间最大直径与两端最小直径的差值。锥度是磨辊中间直径与两端直径的差值和磨辊长度的比值。锥度与中凸度表现出一致性,呈正相关。由于磨辊的两端是实心的,中间是空的,在研磨过程中,磨温升高,辊体受热膨胀,受磨辊结构的影响,磨辊两端比中间膨胀要大,同时磨辊受研磨力而发生轻微变形,从而造成两辊之间的间隙不均匀,两端紧中间松,影响研磨效果。为消除这种影响,必须将磨辊加工成中间直径大,两头直径小的形状,呈“微鼓形”。前路磨辊流量大,研磨作用强烈,中凸度稍大,中后路小些,一般在15~50 μm。
③转速与速比
光辊以挤压为主,切削作用较弱,快辊转速一般480~500 r/min,速比(1.25~1.5)∶1。
2 配备磨辊技术特性要与制粉工艺相适应
磨辊技术特性要依据磨粉机所在的系统及在系统中的位置、当地小麦的品质、出粉方法、粉路的长短及成品的质量要求等进行配备;再者要充分考虑到技术参数之间的相互影响,否则就达不到预期的制粉工艺效果。例如采用心磨出粉法生产等级粉时,配备1B技术参数就得选择较大的齿角和前角、较稀的齿数,较小的斜度,钝对钝排列等,以适应少出粉,多造渣心的工艺要求。
3 保证拉丝、喷砂质量
在保证辊体质量的前提下,确保拉丝、喷砂质量是及其重要的一项工作。磨辊拉丝要正确计算,精准磨制拉丝刀具,拉丝辊要符合下列要求:磨辊光滑、无乱刺、无断齿和崩齿现象;在整个圆周表面上,磨齿大小要均匀一致,无拉破或重齿现象;在磨齿任一端磨齿高度要一致;要留有一定的齿顶平面,不得拉的太尖;磨齿的角度、斜度、齿数要与要求相符。光辊要符合下列要求:磨辊各段锥度要准确,即符合规定要求,表面粗糙度要均匀一致,且与工艺要求相符[1]。
4 正确操作和维护保养好磨粉机
磨工的岗位很重要,除了磨粉机本身质量和磨辊技术特性配备合理以外,就是磨工对磨粉机的正确操作与维护保养。首先对磨粉机的结构、原理、拆装及操作方法要有充分的了解;磨粉机流量在规定的指标范围内,磨辊喂料要均匀,保证物料准确进入研磨区,使物料均匀地分布在整个磨辊长度上,保证研磨平稳;轧距两端要一致,不能出现轧单头现象;要调整好磨辊清理装置,不能出现切丝、缠辊和降低研磨效果现象;要勤观察磨上物和磨下物的数量和质量情况,流量、质量是否均衡,定期测定剥刮率和取粉率;要根据研磨效果情况及时更换磨辊,但不能一次性更换太多,同一磨口的多对齿辊要交替更换,否则会造成物料流量不平衡,成品质量差,难操作。要做好磨粉机的维修保养,建立设备档案,做好维修保养记录,保证达到预期的研磨效果,延长磨辊使用寿命[2]。

表2 磨辊技术参数
5 磨辊技术特性的选用
目前大都生产等级粉,采用心磨出粉法,磨辊技术特性配备如表2。
总之,磨辊技术特性只有配备合理,符合制粉工艺要求,保证拉丝、喷砂质量,正确操作磨粉机,将之有机地结合起来,才能达到预期的制粉效果,保证产品质量。
[1]李根成.制粉工艺与设备[M].北京:中国商业出版社, 1994
[2]翟得冲,翟海萌.怎样当一个合格的磨工[J].现代面粉工业,2013(2):9
TS 211.3,TS 211.4+2
A
1674-5280(2015)02-0008-03
2015-01-12
翟得冲(1965—),男,制粉工程师,从事面粉厂的技术服务。
猜你喜欢
粮食加工(2021年3期)2021-12-24 07:06:45
舰船科学技术(2021年5期)2021-07-03 07:26:04
小学生学习指导(高年级)(2021年3期)2021-04-06 08:49:42
中国造纸(2020年4期)2020-05-28 13:37:10
机电工程技术(2018年6期)2018-08-03 01:49:50
机电工程技术(2018年6期)2018-02-17 08:03:21
制造技术与机床(2017年3期)2017-06-23 08:11:48
中国非金属矿工业导刊(2016年1期)2016-01-15 03:58:58
组合机床与自动化加工技术(2014年12期)2014-03-01 02:22:43
压缩机技术(2014年5期)2014-02-28 21:28:19