梯度孔隙率热塑性材料的数字化成型
2015-11-30 06:49:22王东兴于建涛曲维波
材料科学与工艺 2015年1期
王东兴,张 强,于建涛,曲维波
(1.烟台大学机电汽车工程学院,山东 烟台 264005;2.山东省高校先进制造及控制技术重点实验室(烟台大学),山东 烟台 264005)
多孔材料具有高比强度、高比刚度和良好的隔热、隔音和声能吸收性能[1-3].然而,对于孔隙率均匀的多孔材料,若其孔隙率较高,则吸音效果好,但强度和刚度性能较差;若孔隙率低,则强度和刚度较高,但吸音效果会受到限制.
梯度孔隙率材料指得是沿着某个方向材料的孔隙率呈现梯度式的变化的材料,比如说梯度孔隙板,在板的一侧孔隙率较大,沿着板的厚度方向,材料的孔隙率逐渐减少,到板的另一侧时,孔隙率最小.梯度孔隙材料属于功能梯度材料[4-6],因此,兼有低孔隙率材料强度和刚度较高和高孔隙率材料吸音效果较好的优点,而且,梯度孔隙率材料对声波的阻抗沿梯度变化方向呈梯度变化规律,研究表明,渐变阻抗的多孔材料具有最佳的宽频吸声效果[7-8],在材料与空气的界面处和材料内部不存在材料成分和声阻的突变,因此,能够减少声音的反射和避免产生应力集中.
然而,传统制造工艺无法制造出梯度孔隙率材料,已见到的文献中只研究过最多由四层不同空隙率材料叠合在一起构成的多层多孔材料[9-11],受层数的限制,在这种材料的不同层的交界面处还存在着材料成分的突变,不是真正意义上的梯度空隙率材料,因此,梯度孔隙率材料的制造对于材料的研究意义重大.
分层加成制造技术[12-13]是在计算机中将三维CAD模型分割成多个二维层片,然后在数控装置上逐层成形出这些二维层片,并将这些层片结合在一起,最终成形出三维零件.分层加成制造技术的这种特性使之能够被用于制造具有复杂内部结构的零件,当然也可以用于梯度孔隙率材料的成形,下面将介绍应用分层加成制造技术制造梯度孔隙率材料的设备、工艺过程和参数,并对成形出的梯度孔隙率材料进行性能测试.
1 梯度孔隙率材料的数字化成形方法
1.1 成形装置
如图1所示,成形装置主要由计算机、热塑性材料喷头、三坐标数控装置和恒温台组成.计算机用于实现对三维CAD模型进行分层切片和生成数控代码,计算机中还插有一块四轴运动控制卡,用于实现三坐标数控装置的运动和位置的控制;热塑性材料喷头用于将丝状热塑性材料转变为熔融态并从喷口中挤出,料丝在一台步进电机驱动下进入喷头,其速度可以用一个单轴运动控制器进行控制,以控制材料的挤出速度;三坐标数控装置用于按数控代码规定的路径移动喷头,实现喷头相对于工作台的三维运动,从而实现零件的堆积成形;恒温台放在工作台上,在其上成形零件,可以使零件处在一个温度相对稳定的环境中,以减少成形件的变形.图2为成形装置的实物照片.
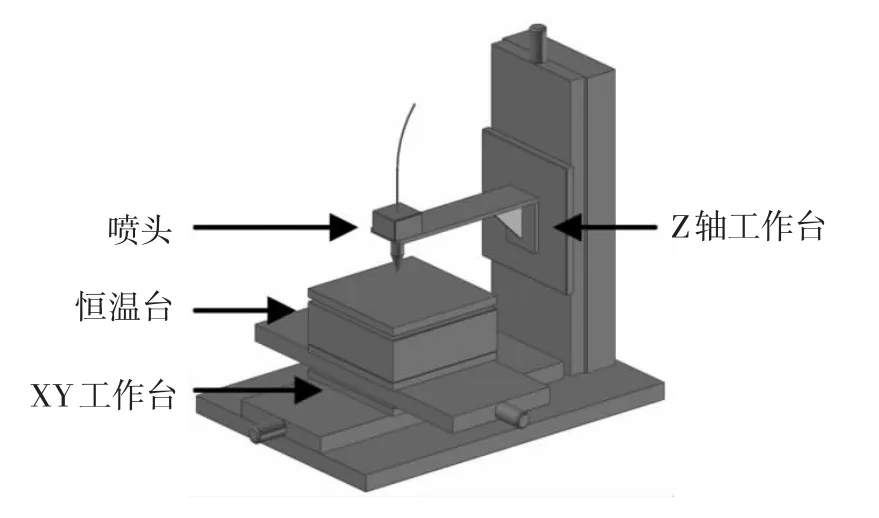
图1 成形装置结构示意图(未画计算机和电机驱动器)
1.2 成形方法
成形前的准备:开启各系统电源,设置喷头加热室温度和恒温台温度目标值,数控装置各坐标轴回零,喷头移动到一个合适的高度位置上.
当喷头加热室实际温度和恒温台实际温度达到所设定的目标值后,便可开启喷头送丝电机转动,使熔融态材料细丝从喷嘴中挤出,开始执行数控运动程序,喷头沿着事先定义好的路线堆积成形材料,实现零件的成形.
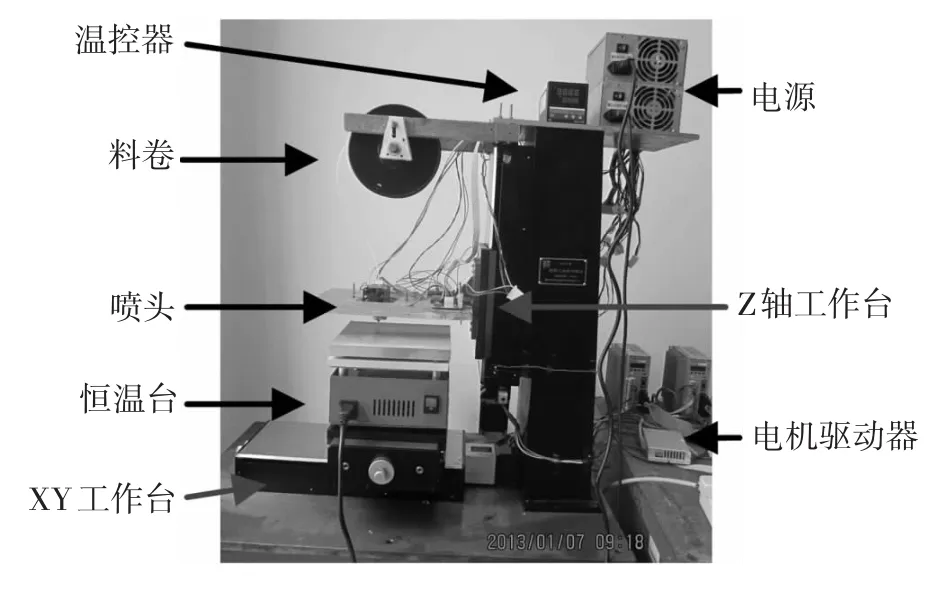
图2 成形装置实物照片(不包括计算机)
2 梯度孔隙率材料的成形试验
2.1 试样的设计
为了验证梯度孔隙率材料的性能特点,需制作两块方形试样 A和B,尺寸为200 mm×200 mm×8 mm,用于吸声性能试验,还需制作两块条状试样 C和D,尺寸为200 mm×10 mm×8 mm,用于抗弯性能测试,材料均为ABS,试样A和C的孔隙率为33%,试样B和D的孔隙率沿着厚度方向按梯度规律变化,从孔隙率为33%开始按线性规律变化到80%.
2.2 试样的成形
材料喷头的喷口直径为0.4 mm,要制作厚度为8 mm的试样,需成形20层;成形孔隙率为33%的试样A和C时,在每一层中,丝与丝之间的间距 x应满足:(x-0.4)/x=0.33,据此可算出:x=0.6 mm;成形孔隙率按梯度规律变化的试样B和D时,在最底层,丝与丝之间的间距应为0.6 mm;在最上层时,若要达到孔隙率为80%,丝与丝之间的间距应为2 mm;成形中间某一层时,丝与丝之间的间距应比上一层的间距大(2-0.6)/19≈0.073 mm.
经过反复试验,恒温台的温度为180度时,丝与台面的接合比较好;喷头加热室的温度为260度时,ABS丝能够良好地融化,出丝速度恒定和均匀;其它参数包括:送丝驱动步进电机的驱动脉冲信号频率为70 Hz,三坐标数控装置的进给速度为25 mm/s,进给加速度为20 mm/s2.
按以上参数设计成形机运动控制程序,并通过运动控制卡对成形装置进行控制,实现试样的成形,图3是所成形出的试样的照片.
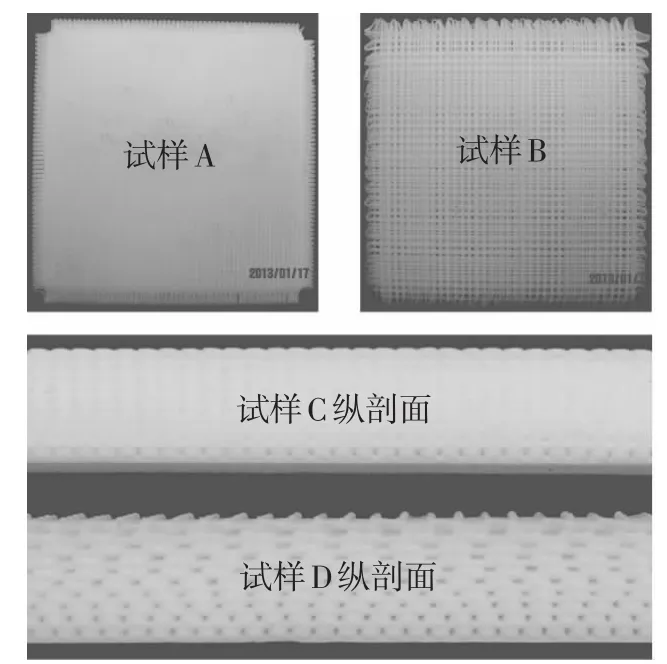
图3 成形出的试样的照片
3 试样测试
3.1 孔隙率测试
图3中的纵剖面图片反映了试样沿厚度方向的孔隙率的变化情况,图4(a)和(b)分别为试样B的底面和顶面的照片,试样A的顶面和底面的照片同图4(a),从图4可以看出,试样A各层上行间距为0.6 mm,试样B的底面上行间距为0.6 mm,而顶面上行间距为2 mm.

图4 试样B的底面和顶面的照片
3.2 吸声性能测试
图5为吸声性能测试原理,图中,音频发生器发出的声波经试样表面反射后,传入到声级计测头中,在试样的后面放置吸声材料,用于吸收透过试样后的声波,以减小透射声波对实验的影响.调节声波频率分别为100、500、1 000、1 500、2 000和2 500 Hz,分别测试两种试样的吸声效果,5次实验的结果如表1所示.
表1中数据反映出两种情况.第一,试样B的吸声效果要优于试样A;第二,不同试样情况下,声级计读数差别不大.第二种情况可能是由于声波的复杂的传播特性和简单的试验条件所致.
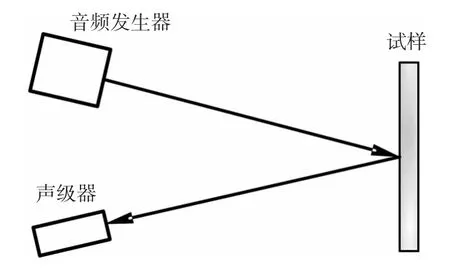
图5 吸声性能测试原理
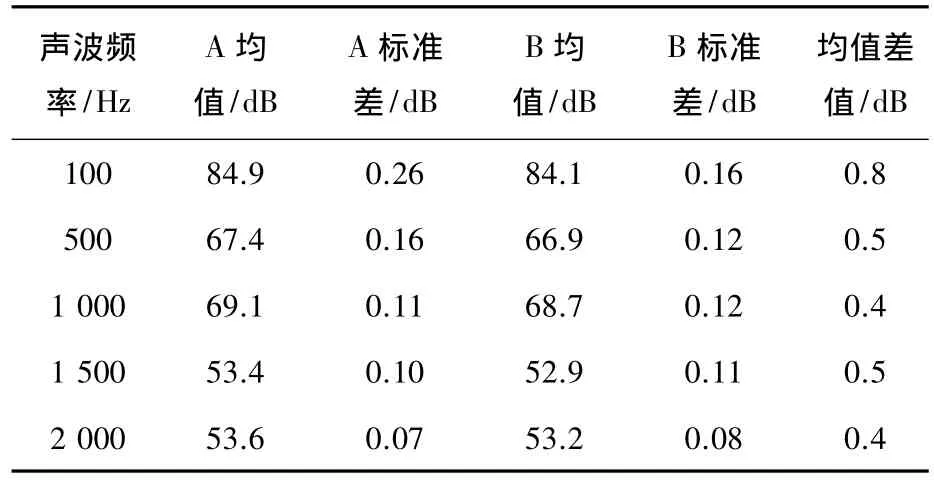
表1 不同声波频率和不同试样情况下声级计读数均值、标准差及均值差值
3.3 试样的抗弯性能测试
刚度反映的是结构抵抗变形的能力,可用使其产生单位变形所需的外力值来衡量.分别用试样C和D测试两种材料的刚度,测量原理如图6所示,图中所用测微仪为DGB-5型电感测微仪,试样的刚度定义为加载力与试样中心点沿加载方向的位移的比值,比刚度定义为试样的刚度与试样的质量的比值,两块试样的质量分别为11.1 g和6.0 g.
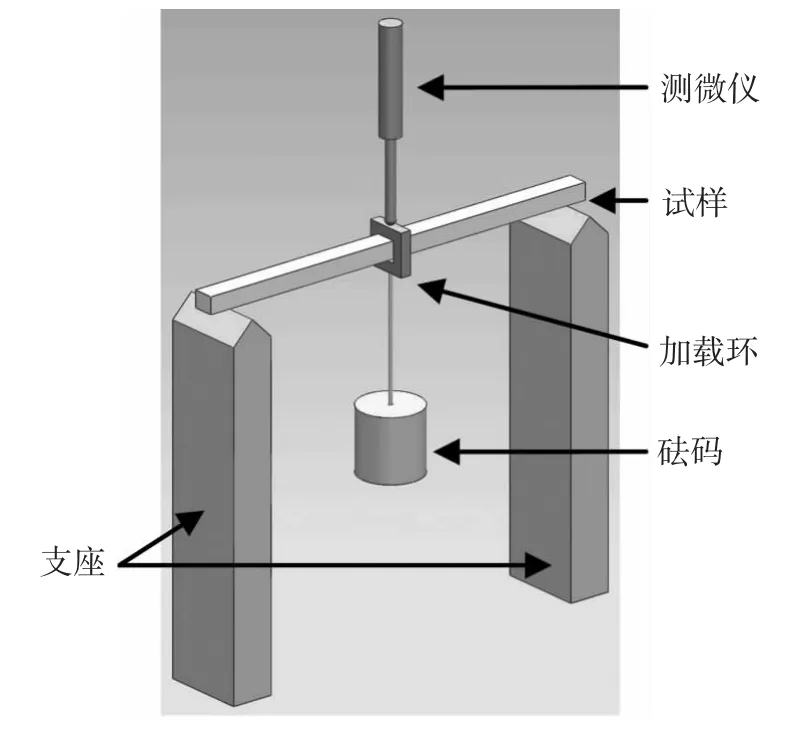
图6 抗弯性能测试原理
加载力-位移曲线如图7所示,试样C和D的比刚度均值分别为4.3×105N/(Kg·m)和4.9×105N/(Kg·m),试样D的比刚度比试样C的提高了约13%.
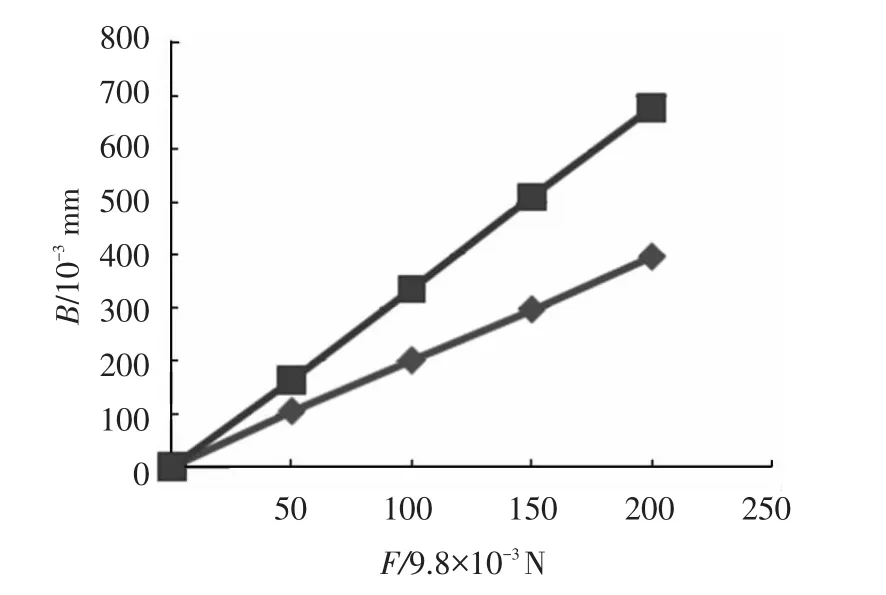
图7 加载力(F)-位移(B)曲线
4 结论
1)本项研究采用分层加成制造的原理,通过在三坐标数控装置上安装一个热塑性材料挤出喷头,以一定的速度挤出熔融态的热塑性材料细丝,并在数控装置的带动下逐层堆积材料,最终成形出梯度孔隙率材料.成形试验证明了这种方法是可行的.
2)对所得到的梯度孔隙率材料试样进行了抗弯和吸声性能的测试,结果表明梯度孔隙率材料具有比刚度高和吸声效果好的优点,实验测得的吸声效果的改善不明显也是意料之中的,主要原因可能是声波在传播过程中路径不规律,发散性比较强,透射的声波不能够完全吸收,这说明测试条件还有待于提高.
3)这种方法还具有成形更复杂内部空隙结构的材料的能力,如用于成形微穿孔组合吸声结构或含椭圆柱型空腔的声学覆盖层[14],若使用的喷口的直径更小,则可以成形出孔隙更小的梯度空隙率材料.
[1] 卢天健,何德坪,陈常青,等.超轻多孔金属材料的多功能特性及应用[J].力学进展,2006,36(4):517-535.LU Tianjian,HE Deping,CHEN Changqing,et al.The multi-functionality of ultra-light porous metals and their applications[J].Advances in Mechanics,2006,36(4):517-535.
[2] LU T J,HESS A,ASHBY M F.Sound absorption in metallic foams[J].J Appl Phys,1999,85:7528-7539.
[3] LIANG L M,YU H F,WU Q L.Influence of absorbent on electromagnetic wave absorbing property of porous concrete[J].J of Harbin Institute of Tech(New Series),2010,17(5):647-650.
[4] 刘华炜,刘学武,张广文.功能梯度材料制备工艺及研究进展[J].机械设计与制造,2012(4):265-267.LIU Huawei,LIU Xuewu,ZHANG Guangwen.Research progress and preparing technology of functionally graded material[J].Machinery Design and Manufacture,2012(4):265-267.
[5] 闫文青,朱远志,熊祥.水冷壁管梯度陶瓷涂层的设计与性能研究,材料科学与工艺,2013,21(2):125-130.YAN Wenqing,ZHU Yuanzhi,XIONG Xiang.Design and properties of graded ceramic coatings on water-wall tubes[J].Material Sci and Tech,2013,21(2):125-130.
[6] ERIKSSON M,RADWAN M,SHEN Z J.Spark plasma sintering of WC,cemented carbide and functional graded materials[J].Int J of Refractory Metals and Hard Materials,2013,36:31-37.
[7] POLLIEN A,CONDE Y,PAMBAGUIAN L,et al.Graded open cell alluminium foam core sandwich beams[J].Materials Sci and Engineering A,2005,404:9-18.
[8] 刘伟伟,黄可,何思渊,等.梯度孔径通孔多孔铝合金的空气吸声性能[J].机械工程材料,2007,31(12):72-74.LIU Weiwei,HUANG Ke,HE Siyuan,et al.Sound absorption of open-celled gradual porous aluminum alloy[J].Materials for Mechanical Engineering,2007,31(12):72-74.
[9] 姜生,蔡永东,周祥,等.多层复合吸声结构的制备与性能研究[J].纺织学报,2012,33(9):20-25.JIANG Sheng,CAI Yongdong,ZHOU Xiang,et al.Preparation and properties of composite multilayer sound absorption structures[J].J of Textile Research,2012,33(9):20-25.
[10] 刘新金,刘建立,徐伯俊,等.分层多孔材料吸声结构的性能分析[J].振动与冲击,2012,31(5):106-110,117.LIU Xinjin,LIU Jianli,XU Bojun,et al.Acoustic analysis for a sound-absorbing structure with multi-layered porous material[J].J of Vibration and Shock,2012,31(5):106-110,117.
[11] 石勇,朱锡,李永清,等.分层吸声结构的声学设计与性能分析[J].应用声学,2007,26(5):300-304.SHI Yong,ZHU Xi,LI Yongqing,et al.Acoustic design and analysis of multi-layered structure for sound absorbing[J].Applied Acoustics,2007,26(5):300-304.
[12] 徐富家,吕耀辉,徐滨士,等.基于脉冲等离子焊接快速成形工艺研究[J].材料科学与工艺,2012,20(3):89-93.XU Fujia,LÜ Yaohui,XU Binshi,et al.Study on process of rapid prototyping based on pulsed plasma arc welding[J].Material Sci and Tech,2012,20(3):89-93.
[13] TAN J Y ,CHUA C K,LENG K F.Fabrication of channeled scaffolds with ordered array of micro-pores through microsphere leaching and indirectRapid Prototyping technique[J],Biomed Microdevices,2013,15:83-96.
[14] 焦其金.微穿孔组合吸声结构研究[D],南京大学,2012.JIAO Qijin.A micro-perforated composite sound absorption structure[D].Nanjing University,2012.
猜你喜欢
数学物理学报(2021年6期)2021-12-21 06:24:38
应用数学(2020年2期)2020-06-24 06:02:50
模具制造(2019年4期)2019-12-29 05:18:58
山东冶金(2019年5期)2019-11-16 09:09:08
数学年刊A辑(中文版)(2018年2期)2019-01-08 01:59:52
制造技术与机床(2018年9期)2018-09-19 06:48:36
中国宝玉石(2018年3期)2018-07-09 03:13:58
小猕猴智力画刊(2017年6期)2017-07-03 09:19:12
滇池(2017年5期)2017-05-19 03:23:19
西南石油大学学报(自然科学版)(2016年2期)2016-12-01 06:01:47