轮轨试样Co基合金激光熔覆层组织及磨损性能
2015-11-30 06:49郭火明王文健刘启跃
材料科学与工艺 2015年1期
郭火明,王文健,郭 俊,刘启跃
(西南交通大学摩擦学研究所,成都 610031)
重载运输由于其大轴重、高密度的运作方式,在大大提高货物运输能力的同时严重加剧了轮轨材料损伤,使得轮轨损伤成为铁路运输中亟待解决的关键技术难题[1-2].在重载小半径曲线路段,钢轨侧面磨损成为主要的损伤类型,已成为重载线路曲线段换轨的决定性因素,因此,如何降低重载运输轮轨的磨损损伤显得尤为重要.为解决重载轮轨磨损严重的关键问题,大量学者对此进行了深入研究.Grassie等[3]分析了瑞典重载铁路损伤,表明打磨技术能明显降低重载钢轨磨耗;Niederhauser等[4]研究了表面熔覆有Co基合金钢盘的疲劳行为,表明激光熔覆处理后,钢盘的疲劳寿命大大提高.杨坤等[5]采用激光熔覆技术对机车连杆大头定位齿轮进行裂纹修复试验研究,结果表明G115合金粉末在适当工艺条件下,修复后的部位完全达到了工件再使用的要求.王文健等[6]研究了激光淬火处理后轮轨摩擦磨损性能,结果表明激光淬火处理能大幅度提高轮轨硬度,提高抗磨损能力.胡杰等[7]通过在轮轨表面均激光熔覆Co基合金熔覆层,研究轮轨磨损与损伤,实验表明轮轨均熔覆能显著降低轮轨间的磨损.激光熔覆技术能显著改善表面材料表面性能,已经成功应用到了诸多领域[8-11],但目前该技术在轮轨材料应用方面研究甚少.
本文在轮轨试样表面激光熔覆Co基合金,分析熔覆层的组织性能,并利用MMS-2A微机控制摩擦磨损试验机对其进行摩擦磨损试验研究.
1 试验
滚动接触条件下的摩擦磨损实验在MMS-2A微机控制摩擦磨损试验机上进行,如图1所示.上试样为钢轨试样,下试样为车轮试样,上下试样均为圆环形状,内径16 mm,外径40 mm,两试样的接触宽度为5 mm.在常温无润滑的条件下进行了3组实验,分别为轮轨试样均不熔覆处理、车轮试样熔覆处理钢轨试样不处理、钢轨试样熔覆处理车轮试样不处理.
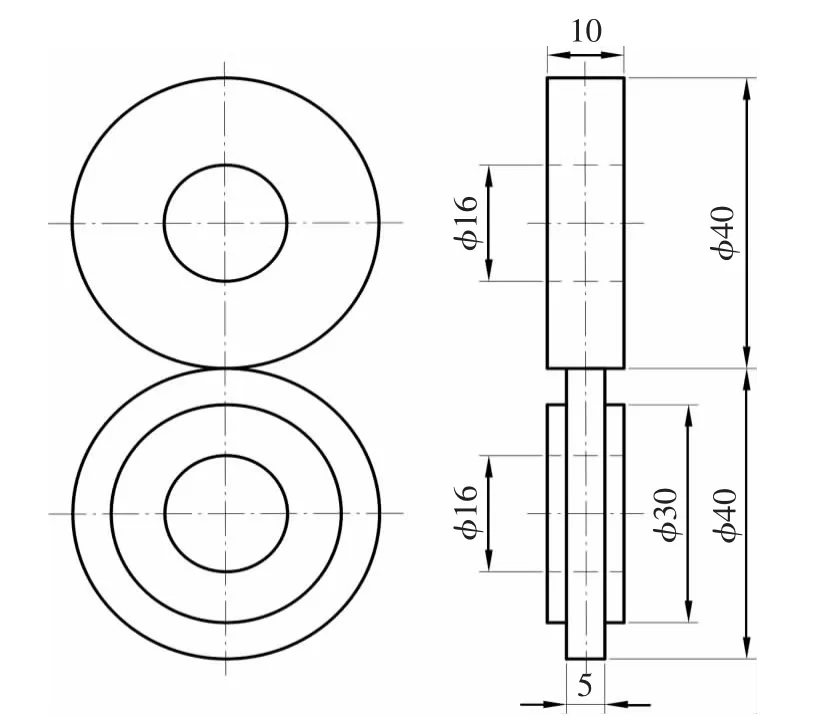
图1 试样接触示意图
试验参数如下:垂向载荷438 N,模拟现场25 T轴重下轮轨接触状况,上下轴转速分别为180和200 r/min,转动滑差率 10%;试验时间12 h.实验中轮轨试样材料成分见表1.
合金粉末为Co基合金粉末,微观形貌如图2所示,其化学成分(质量分数)如下:1.1%C、1.0%Si、1.5%Fe、28.5%Cr、1.5%Ni、4.4%W、其余为Co.轮轨试样实验前用激光处理获得熔覆层,处理设备为TR-3000多模横流CO2激光器,矩形光斑尺寸为1 mm×7 mm,功率 P=2 kW,扫描速度为200 mm/min,输送粉末速度15 g/min.
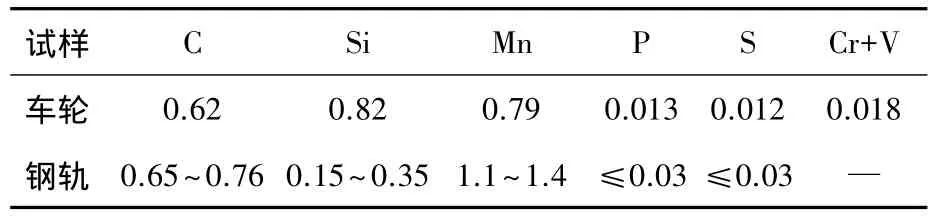
表1 轮轨材料化学成分(质量分数/%)

图2 合金粉末微观形貌
利用MVK-H21显微硬度仪测量轮轨试样硬度分布,加载载荷 500 g,保压时间为10 s;用TG328型电子分析天平测量实验前后试样的质量;用线切割机切取10 mm×10 mm×5 mm小试样,经王水溶液深腐蚀后用FEI Quanta 200型扫描电子显微镜及其自带的能谱仪(EDX)观察组织形貌和成分,利用Bruker D8 Discover X射线衍射仪(XRD)对试样进行物相分析.
2 结果与分析
2.1 轮轨熔覆层XRD分析
图3为轮轨试样熔覆层表面的X射线衍射谱图,可以看出,Co基合金熔覆层主要由γ-Co和Cr23C6组成.纯 Co是同素异构体,在温度超过421℃时,呈面心立方结构(fcc)的γ-Co,随温度降低,转变为稳定的密排六方结构(hcp)的ε-Co.激光熔覆过程的快速熔凝特性,使得高温下的γ-Co未能发生晶格转变,同时由于合金中含有的Ni、W等稳定立方点阵元素的作用,γ-Co不发生ε-Co转变而直接保留,生成的γ-Co为熔有多种合金元素的过饱和固溶体,合金中富余的Cr与C结合,生成碳化物 Cr23C6,γ-Co和Cr23C6均为凝固过程生成的介稳相.

图3 轮轨熔覆层X射线衍射谱图
2.2 轮轨熔覆层金相组织
图4为轮轨试样熔覆层低倍SEM形貌.由图4可知:轮轨熔覆层形貌大体一致,激光处理后得到的熔覆层组织较为均匀致密;轮轨试样主要由3部分组成,依次为熔覆层、结合区和热影响区,熔覆层与基体达到冶金结合.
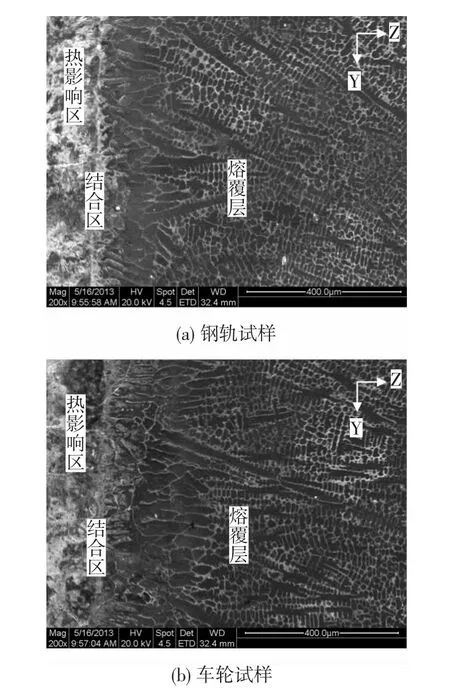
图4 轮轨试样组织低倍SEM形貌
激光熔覆过程具有快速熔凝特性,由于温度梯度(G)和结晶速率(R)差异[12-13],导致熔覆层组织形态具有明显区别:界面结合区为几乎垂直于界面生长的粗大柱状晶组织;熔覆层中上部为胞状晶、树枝晶,越靠近表层树枝晶组织更为细密.熔覆层组织沿Z向分布不均匀,中部到表层组织生长方向紊乱,熔覆层同等厚度下,沿Y向分布的组织均匀性较好.根据晶体生长理论[14],晶体生长具有择优取向性,结合区主要靠基体散热,晶体反方向生长,表现为定向熔凝特性,由于G/R比值大,结晶速率小,造成晶粒组织大;熔覆层中部到次表面,呈多方向散热模式,R值增大,为组织多方向生长和组织细化提供有利条件;熔覆层表面,由于散热条件进一步变化,既可以通过空气介质和基体散热,还能通过已结晶的熔覆层散热,G/R比值小,呈深度过冷状态,同时晶体生长受晶体学各向异性影响,组织细化均匀,紊乱生长.
图5为轮轨试样熔覆层高倍SEM形貌,分析认为熔覆层以亚共晶的方式结晶,首先形成初生相γ-Co枝晶固溶体,继续冷却过程中,未凝固的液相金属在枝间形成共晶组织(Cr23C6+γ-Co),共晶组织表现为均匀颗粒状、放射形杆状与片状混合状态.
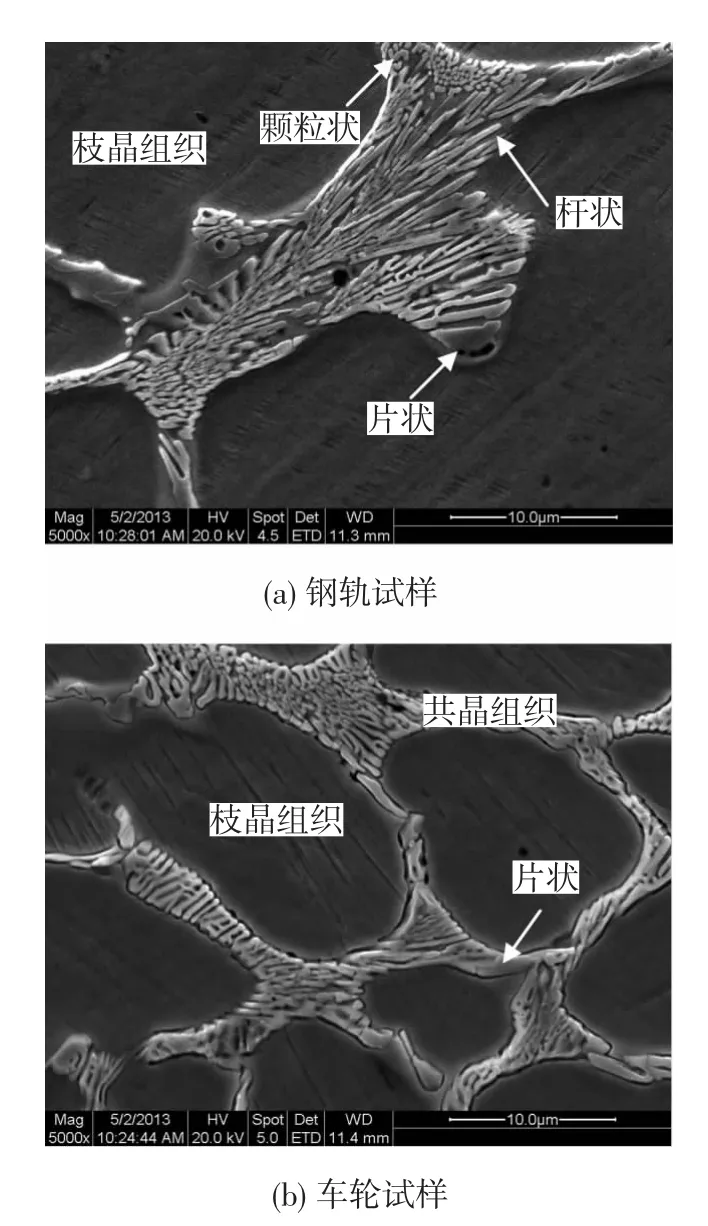
图5 轮轨试样组织高倍SEM形貌
分析共晶组织结晶规律可知,共晶组织的形貌和特征尺度主要与凝固速率有关,温度梯度影响较小[15].由于同一个区域内组织形成不同步,形成共晶组织后仍剩余少量液相金属,随着结晶行为的继续进行,凝固速率逐渐发生变化,使得剩余液相金属在枝间重新形核,在枝间弥散分布,形成更为细小的颗粒状共晶组织.由于受到热流方向影响[16],共晶组织生长方向存在较大差异.
2.3 轮轨熔覆层成分
界面结合区是在激光熔覆时基体表面材料微熔后与熔化的液相合金材料相互混合渗透,并以基体为散热介质非均匀形核方式形成的无微观偏析组织,界面处的这一形成特点,使得基体与熔覆层化学成分发生一定程度的扩散,从而形成良好的冶金结合.为进一步分析元素扩散情况,对车轮试样纵剖面进行了元素扫描分析,如图6所示.

图6 车轮试样元素扫描
熔覆过程中,Fe、Cr和Co元素含量在结合区显著变化,由于基体材料的流动渗透,结合区Fe元素含量高于熔覆层,随熔覆层厚度增加逐渐减少;由于合金成分中富含Cr、Co元素,在结合区发生渗透后,该区域Cr、Co元素含量高于基体组织.Si、Ni元素含量变动不明显,这是因为熔覆层和基体中这些元素含量差异不明显,相互渗透过程中,Fe、Co、Ni元素容易形成固溶体,产生固溶强化效应[17].通过对钢轨试样熔覆层的初生枝晶和后续形成的共晶组织进行EDX点分析知(见图7),枝晶和共晶组织中,Co、Cr元素交替增长,初生相中富含Co元素,Cr元素次之,而共晶组织Cr元素含量高,Co元素降低.这是因为Cr极容易在枝间形成碳化物,与初生相以共晶组织出现.

图7 组织EDX能谱图
2.4 轮轨熔覆层硬度
图8为轮轨试样熔覆处理后显微硬度.
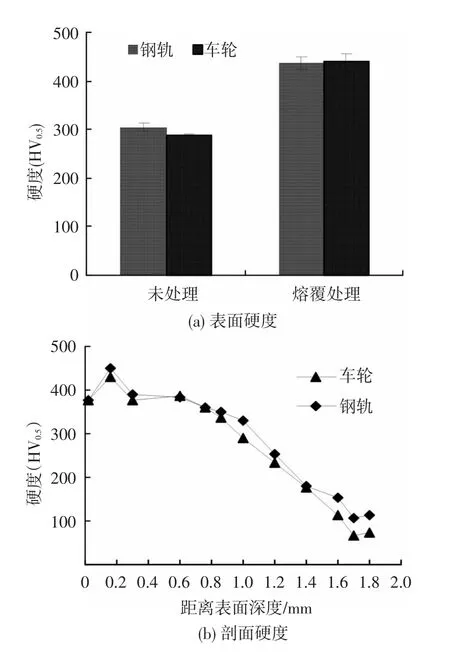
图8 轮轨试样熔覆层硬度
由图8(a)可知,激光熔覆Co基合金后,轮轨试样表面硬度显著增加,较未处理钢轨和车轮试样硬度分别提高约43.44%和52.98%,处理后轮轨试样表面硬度几乎一致;而分析熔覆层剖面硬度图8(b)可知,次表面硬度高于表层硬度,同时硬度值依次从熔覆层、结合区、热影响区和基体呈现递减趋势,轮轨试样硬度值变化趋势一致.由前述分析可知,由于激光熔覆的快速熔凝特性,得到均匀细化的组织,组织细化使得晶界面积能显著增加,从而硬度提高;同时,合金粉末中富含合金元素,形成过饱和γ-Co固溶体组织,固溶体具有很高的强度;合金中的Cr、W等元素在熔覆过程中形成弥散分布的稳定的第二相组织,有效地强化了熔覆层材料.在熔覆层与基体结合区,由于同时受到G/R比值和基体材料稀释的综合作用,导致熔覆层强度下降,硬度降低.熔覆层组织表面材料硬度提高有助于在重载条件下提高轮轨抗磨损能力.
2.5 轮轨试样摩擦磨损性能
图9为3组轮轨试样间摩擦系数曲线,对比发现:单一表面熔覆处理轮轨后,摩擦系数均比未处理轮轨摩擦系数小,但单一处理轮试样后,摩擦系数最小,单一处理钢轨试样次之;试样熔覆处理后,轮轨硬度差进一步增大,使得未处理试样表面材料剥落形成磨屑,大量磨屑在轮轨间起润滑作用,使得摩擦系数降低.粘着理论认为,材料表面由诸多微凸体构成,真实接触面积远远小于表现面积,材料硬度越低,实际接触面积越大,粘着效应和分子间作用增强,摩擦系数增大.轮处理组摩擦副中,未处理钢轨硬度大于车轮硬度,从而相同接触应力下接触面积小,导致摩擦系数小.摩擦系数是轮轨接触切向力与垂向力的比值,垂向力一定的情况下,摩擦系数大,表明切向力大,推断摩擦副间切向力由大到小依次为:未处理组>轨处理>轮处理.

图9 轮轨试样摩擦系数-时间关系曲线
图10为单一熔覆轮轨试样后磨损率情况,可以看出:激光熔覆处理后能明显降低轮轨试样间的磨耗,单一表面熔覆处理轮试样后,磨损率降低82.59%,与之对摩的钢轨副磨损率降低37.27%;而单一表面熔覆处理钢轨试样后,钢轨磨损率相比较未处理前降低了78.09%,而与之对摩的车轮副降低了20.11%.通过比较发现,轮轨试样经过激光表面熔覆处理后,抗磨性能约为处理前的5倍,抗磨损性能大大提高.
合金粉末中富含Cr元素(质量分数28.5%),该元素是一种固溶强化元素,可以细化珠光体片间距,从而提高材料强度,增强抗磨损性能.轮轨试样激光表面熔覆处理后,表面硬度大幅度提高,由于未处理的车轮试样硬度小于未处理的钢轨试样,故与具有相同材料的熔覆层接触后,未处理车轮的磨损程度要较未处理的钢轨试样严重,但均小于轮轨未处理组磨损.同等轴重下,摩擦系数反映切向力状况,而切向力对轮轨表面材料损伤起着极其重要的影响,切向力大于材料屈服极限时,引起表面裂纹,进而导致材料剥落[18-19],磨损加剧.激光熔覆处理试样后,摩擦系数降低,切向力减少,从而使得磨损率减低.综合以上分析,说明激光熔覆不仅能降低熔覆处理的试样磨损率,也能降低与之对摩的摩擦副损伤.

图10 轮轨试样磨损率
3 结论
1)钢轨和车轮试样激光表面熔覆Co基合金后能得到结构大致相同的约1 mm熔覆层,主要由枝晶组织(γ-Co)和共晶组织(Cr23C6+γ-Co)构成,初生相为γ-Co过饱和固溶体.共晶组织分布在枝晶间,表现为均匀颗粒状、放射形杆状和片状混合结构状态.
2)轮轨试样熔覆层组织形态存在较大差异,结合区为几乎垂直于界面生长的粗大柱状晶,中部到表层出现胞状晶、树枝晶,离界面越远组织越细密,组织生长方向紊乱.从基体过渡到熔覆层,由于基体材料的流动渗透,使得Fe、Cr和Co元素含量在结合区显著变化.枝晶与共晶组织中,Co、Cr元素交替增长,初生相中富含Co元素,而共晶组织Cr元素含量高.
3)激光熔覆Co基合金后,轮轨试样表面硬度分别提高约52.98%和43.44%,轮轨间摩擦系数降低,熔覆处理车轮试样后更为明显.熔覆处理后的轮轨试样抗磨损能力约提高5倍,同时与之对摩的试样磨损程度显著降低.
[1] 刘启跃,王文健,周仲荣.高速与重载铁路损伤及预防技术差异研究[J].润滑与密封,2007,32(11):11-14.LIU Qiyue,WANG Wenjian,ZHOU Zhongrong.An investigation on difference of rail damage and preventive technique of high-speed and heavy-haul railway [J].Lubrication Engineering,2007,32(11):11-14.
[2] GARNHAM J E,DAVIS C L.The role of deformed rail microstructure on rolling contact fatigue initiation[J].Wear,2008,265(9/10):1363-1372.
[3] GRASSIE S,NILSSON P,BJURSTROM K,et al.Alleviation of rolling contact fatigue on Sweden's heavy haul railway[J].Wear,2002,253:42-53.
[4] NIEDERHAUSER S,KARLSSON B.Fatigue behavior of Co-Cr laser cladded plates for railway application[J].Wear,2005,258(7/8):1156-1164.
[5] 杨坤,晁明举,袁斌,等.激光熔覆修复机车连杆裂纹研究[J].激光杂志,2005,26(2):68-69.YANG Kun,CHAO Mingju,YUAN Bin,et al.Study on laser repairing crack of engine connecting rod[J].Laser Journal,2005,26(2):68-69.
[6] 王文健,刘吉华,郭俊,等.激光淬火对重载轮轨磨损与损伤性能的影响[J].材料科学与工艺,2012,20(6):69-72.WANG Wenjian,LIU Jihua,GUO Jun,et al.Effect of laser quenching on wear and damage behaviors of heavy-haul wheel/rail[J].MaterialsScience &Techenology,2012,20(6):69-72.
[7] 胡杰,郭火明,王文健,等.激光熔覆对轮轨摩擦磨损性能的影响[J].润滑与密封,2012,37(9):51-55.HU Jie,GUO Huoming,WANG Wenjian,et al.Effect of laser cladding on friction and wear properties of wheel/rail materials[J].Lubrication Engineering,2012,37(9):51-55.
[8] 张松,张春华,王明生,等.耐热钢表面激光熔覆Co基合金涂层的高温性能[J].腐蚀科学与防护技术,2008,20(3):181-183.ZHANG Song,ZHANG Chunhua,WANG Mingsheng,et al.High temperature performance of a laser clad Cobase alloy on steel surface[J].Corrosion Science and Protection Technology,2008,20(3):181-183.
[9] LUSQUINOS F,COMESANA R,RIVEIRO A,et al.Fibre laser micro-cladding of Co-based alloys on stainless steel[J].Surface & Coatings Technology,2009,203(14):1933-1940.
[10] BATTEZ A H,VIESCA J L,GONZALEZ R,et al.Friction reduction properties of a CuO nano lubricant used as lubricant for a NiCrBSi coating[J].Wear,2010,268:325-328.
[11] 王晓林,李明雨,王春青.激光喷射钎料球键合焊点热循环试验研究[J].材料科学与工艺,2011,19(3):88-92.WANG Xiaolin,LIMingyu,WANG Chunqing.Thermal shock test of solder joint obtained by laser jet solder ball bonding method[J].Materials Science &Technology,2011,19(3):88-92.
[12] 李明喜,何宜柱,孙国雄.Co基合金激光熔覆层组织及近表面结晶方向[J].东南大学学报:自然科学版,2002,32(6):932-935.LI Mingxi,HE Yizhu,SUN Guoxiong.Microstructure and crystallization direction of laser cladding Co-based alloy[J].Journal of Southeast University(Natural Science Edition),2002,32(6):932-935.
[13] 臧辰峰,刘常升,张小彬.低碳钢表面激光熔覆层及其高温磨损行为[J].材料科学与工艺,2011,19(3):113-116.ZANG Chenfeng,LIU Changsheng,ZHANG Xiaobin.Laser cladding layers on low-carbon steel and their high temperature abrasive-wear behavior[J].Materials Science & Technology,2011,19(3):113-116.
[14] KURZ W,BEZENCON C,GAUMANN M.Columnar to equiaxed in solidification processing[J].Science and Technology of Advanced Materials,2001,2(1):185-191.
[15] 曹永青,林鑫,汪志太,等.激光快速熔凝Ni-Sn共晶合金的组织演变[J].金属学报,2011,47(5):540-547.CAO Yongqing,LIN Xin,WANG Zhitai,et al.Microstructure evolution of Ni-Sn eutectic alloy in laser rapid solidification[J].Acta Metallurgica Sinica,2011,47(5):540-547.
[16] 穆丹宁,杨长林,魏晓伟,等.深度过冷铁钴基块体合金的细晶化研究[J].金属学报,2012,48(12):1409-1414.MU Danning,YANG Changlin,WEI Xiaowei,et al.Research on grain refinement in bulk undercooled Fe-Co base alloys[J].Acta Metallurgica Sinica,2012,48(12):1409-1414.
[17] 斯松华,徐锟,袁晓敏,等.激光熔覆 Cr3C2/Co基合金复合涂层组织与摩擦磨损性能研究[J].摩擦学学报,2006,26(2):125-129.SISonghua,XU Kun,YUAN Xiaomin,etal.Microstructure and wear performance of laser cladding Cr3C2/Co alloy composite coating [J].Tribology,2006,26(2):125-129.
[18] 赵骏韦,陈宸,胡正飞,等.U75V货运重轨服役损伤及裂纹扩展行为研究[J].上海金属,2011,33(1):13-17.ZHAO Junwei,CHEN Chen,HU Zhengfei,et al.Research of damage and crack propagation in U75V rail steel used in heavy-haul railway [J].Shanghai Metals,2011,33(1):13-17.
[19] GARNHAM J E,DAVIS C L.Very early stage rolling contact fatigue crack growth in pearlitic rail steels[J].Wear,2011,271(1/2):100-112.
猜你喜欢
铝加工(2022年1期)2022-11-24
科学技术与工程(2021年35期)2022-01-11
矿冶工程(2021年6期)2022-01-06
石材(2020年11期)2021-01-08
铁道通信信号(2020年10期)2020-02-07
热喷涂技术(2019年3期)2019-11-14
模具制造(2019年3期)2019-06-06
铁道通信信号(2016年6期)2016-06-01
中国石油大学学报(自然科学版)(2015年2期)2015-11-10
中国铁道科学(2015年5期)2015-06-21