
汽车焊接桥壳失效原因分析
2015-11-28 07:18代天才詹嘉勇邹米清
失效分析与预防 2015年2期
孔 文,代天才,詹嘉勇,邹米清
(东风德纳车桥有限公司产品研发中心,湖北 襄阳 441057)
0 引言
车桥桥壳是中重型商用汽车的重要零件之一,不仅起着支承汽车荷重的作用,还是主减速器、差速器及驱动车轮传动装置(如半轴)的外壳。在动载荷条件下,要求桥壳在具有足够的强度和刚度的条件下还应力求减小桥壳的质量。
车桥桥壳根据制造工艺大体分2 种:铸造桥壳和焊接桥壳。由于焊接桥壳制造水平高,使用性能优越,除工作环境恶劣的部分工程车采用铸钢桥外,焊接桥壳被国内外的各汽车制造企业相继采用,重型、中型、轻型和微型车桥上等均广泛使用[1]。
焊接桥壳总成在台架试验时发生早期断裂。该桥壳本体材质为16MnL 钢板冲压焊接成型,板托材质为ZG270-480H,正火处理;板托与桥壳的连接采用CO2气体保护焊,为保证焊接质量,采用机器人焊接。由于桥壳是汽车行驶安全性和可靠性的重要部件,如发生意外断裂,会导致严重后果。本研究通过对断裂桥壳的宏观检查,对断口形貌、化学成分、硬度和金相组织进行分析,同时结合有限元受力分析,以找出其断裂原因,并提出改进措施,从而为次此失效的分析提供借鉴。
1 试验过程与结果
1.1 断口宏观观察
图1 为桥壳的失效实物的局部形貌,断裂发生于桥壳一端,从桥壳的下方断裂(为了便于拍照和观察,图1 中桥壳状态与实际相反),断裂部位位于桥壳下方板托(简称“下板托”)的内侧。断裂部位的外表面未见明显的损伤或缺陷。
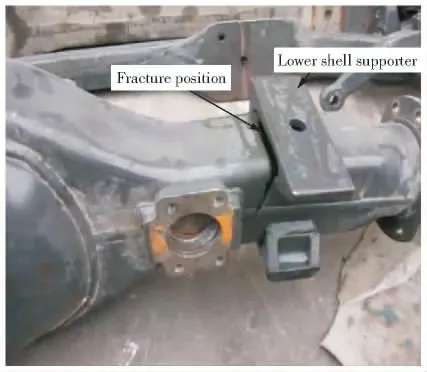
图1 焊接桥壳的断裂实物Fig.1 Macro appearance of the welding axle housing
图2 为桥壳断口形貌,断口占桥壳整体截面的1/2,断面上存在2 个光滑区域(区域A、B)为疲劳扩展区,分别位于桥壳两侧,各约占断口总面积的1/6,而在桥壳下方呈纤维状,为瞬断区[2-3]。图3 为2 个光滑区的宏观形貌,2 个疲劳扩展区的裂纹均从焊缝处起源,并且有多处起源。
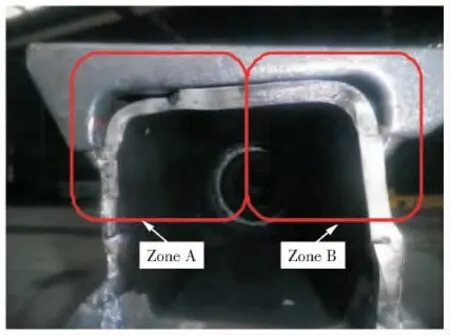
图2 失效桥壳的断口形貌Fig.2 Macro appearance of the fracture surface
1.2 断口微观观察
将桥壳断口经超声波清洗后,在扫描电子显微镜下进行观察。在焊缝根部区域比较粗糙,存在未焊透原始缺陷。沿着未焊透缺陷方向及其表面产生疲劳裂纹,为线源特征(图4a);扩展区主要位于桥壳本体上,该区域比较光滑且扩展充分,有明显的疲劳条带特征(图4b);瞬断区的微观形貌为韧窝特征(图4c)。
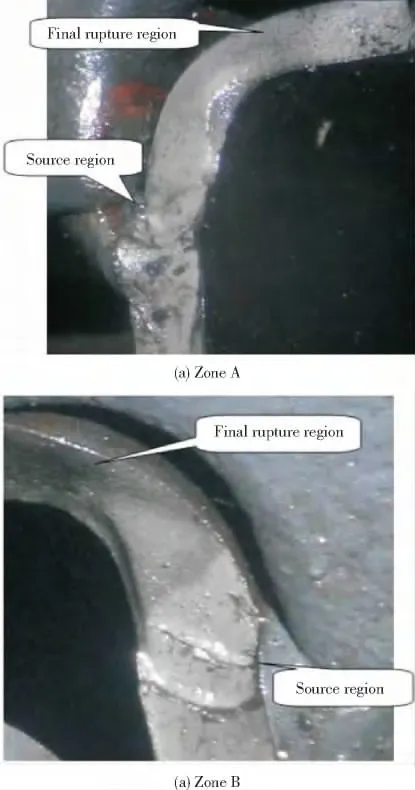
图3 断口的局部形貌Fig.3 Macro appearance of the fatigue fracture surface
1.3 化学成分分析
分别从桥壳和下板托基体上取样进行化学成分分析,采用直读光谱仪检测的结果见表1。可见,桥壳和板托的化学成分分别满足GB/T 3273—2005 和GB/T 7659—2010 中对16MnL、ZG270-480H 的要求。
1.4 硬度检测
沿垂直于焊缝方向,在靠近断口处取样,经过制样→打磨→抛光,再用4%(体积分数)硝酸酒精溶液浸蚀2~3 s 后,采用显微硬度计进行硬度测试。检测桥壳本体、桥壳侧热影响区、焊缝、下板托热影响区、下板托本体的显微硬度,分别测量3 个点取其平均值,结果见表2。由表可以看到,桥壳和板托基体的硬度正常,焊缝和热影响未见高硬度区,各项硬度均满足企业标准要求。
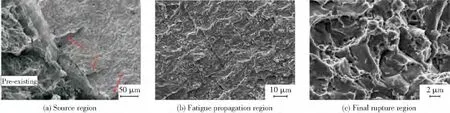
图4 断口的微观形貌Fig.4 Micro appearance of the fracture surface

表1 化学成分分析结果(质量分数/%)Table 1 Results of chemical composition analysis (mass fraction/%)

表2 显微硬度的测量结果Table 2 Results of micro hardness analysis HV0.3
1.5 金相检验
在靠近断口处垂直于焊缝取样,磨制金相样品,经4%(体积分数)硝酸酒精浸蚀后,在金相显微镜下观察,发现裂纹多出现在桥壳侧的熔合线及过渡区(图5);对焊缝在稍远离断口处取样,采取与上述相同的方法磨抛、浸蚀后观察,可以看到一条较宽的裂缝,裂缝两侧较粗糙,为原始缺陷,其形成原因是焊接时母材金属(桥壳与板托)之间应该熔合而未焊上的部分,产生在焊缝根部,为未焊透缺陷。沿着未焊透形成的裂缝一端向里衍生疲劳裂纹,裂纹较细且两侧光滑,是使用过程中产生的(图6)。可以认为,主裂纹是从焊缝的未焊透缺陷裂缝的尖端产生,沿着熔合线方向扩展;主裂纹处衍生次级裂纹,向焊缝和桥壳本体方向扩展,由于桥壳的硬度(或强度)较低,因此向桥壳本体扩展的速率较快[4-5]。
桥壳基体金相组织为细晶粒铁素体和珠光体,呈带状分布;板托基体金相组织为均匀的铁素体和珠光体组织,为正火态;焊缝组织为柱状晶组织,热影响区为珠光体、铁素体和粒状贝氏体混合组织。
2 受力及有限元模拟分析
在建立有限元模型前,用Pro/E 建立桥壳的初步实体模型。对桥壳模型划分网格时,为了提高网格质量、节约计算时间,将桥壳上不影响其结构和强度的部件省略。根据有限元分析的简化原则,略去衬环、气室支架底座、减振器支架总成、通气孔以及各处螺纹孔和一些小的倒角,并将不规则的后桥壳盖总成简化为球面。桥壳中含有的焊缝连接按接近实际焊缝的几何形状进行处理[6-8]。
桥壳的材料牌号为16MnL,其弹性模量E=2.12 ×105MPa,泊松比μ=0.31。板托的材料牌号为ZG270-480H,其弹性模量E=2.06 ×105MPa,泊松比μ=0.34。
由于桥壳的台架试验归属于准静态工况,故首先计算了静态结构应力。模拟桥壳台架试验状态,在轮距处约束,板簧座按照额定载荷施加,桥壳受到循环波动载荷,FEA 模型如图7 所示。
利用ANSYS 软件对桥壳进行计算,应力分布情况见图8。从分析结果可见,下板托焊缝两端部存在明显的应力集中,内侧的最大应力σ=141 MPa,此应力值远小于该桥壳用钢的屈服极限345 MPa。

图5 断口附近的裂纹形态Fig.5 Appearance of the crack
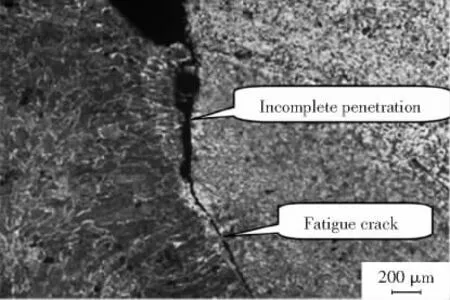
图6 桥壳侧的未焊透缺陷Fig.6 Appearance of the incomplete penetration

图7 桥壳的有限元模型Fig.7 Finite element model of the axle housing
为了进一步验证,增加了改进方案:对板托两侧高度增加10 mm,其余均不变。对改进方案进行台架静态模拟分析,分析方法同原方案,计算结果见图9。改进后的下板托内侧的最大应力σ=101 MPa,下降了28%。
根据上述分析,可以得到以下结论:1)在静态工况下,下板托焊缝端部应力值远小于桥壳的屈服极限,但是存在明显的应力集中。2)通过对结构上进行优化,增加板托两侧高度,可降低下板托焊缝端部的应力水平。
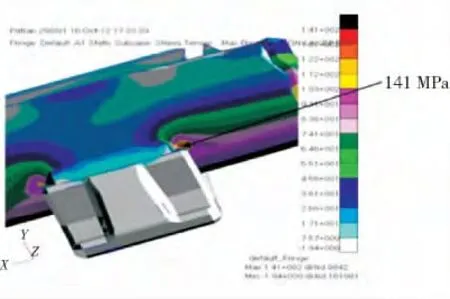
图8 原方案桥壳计算结果Fig.8 Stress of the original axle housing
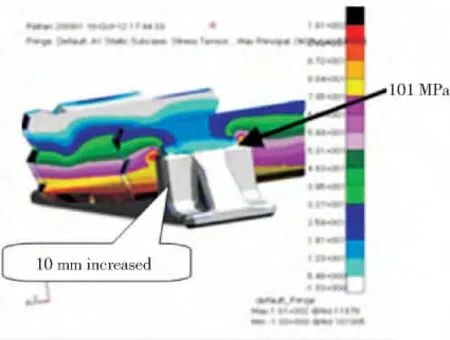
图9 改进方案桥壳计算结果Fig.9 Stress of the improved axle housing
3 分析与讨论
综合上述分析,桥壳和下板托的材质和热处理工艺正常,且采用16MnL 钢板和ZG270-480H附件在焊接结构桥壳的设计中广泛使用,因此材料的选用上没有问题。
桥壳的断裂与焊缝有关,疲劳裂纹起源在下板托焊缝的端部,该部位是焊接起弧或收弧位置,受焊接工艺及操作人员的技能影响,外表面不可能平滑过渡,存在截面突变且表面质量差,应力集中严重[9]。另外,板托和桥壳配合面间的尺寸公差是由成型精度保证的,因成本因素,不再进行机械加工,因此生产上为了保证便于装配,板托两侧与桥壳间的间隙较大,从而导致焊接工艺性变差,焊接时易形成焊瘤、未焊透等焊接缺陷。而未焊透相当于原始裂纹,危害极大,容易成为疲劳裂纹的发源地。疲劳裂纹从焊缝未焊透处形成的裂缝,沿着熔合线向内扩展,主裂纹处衍生次级裂纹,向焊缝和桥壳本体方向扩展,最后导致桥壳疲劳断裂。
ANSYS 有限元模拟分析可以看出,桥壳的整体应力水平不高,远未达到材料的强度极限,但下板托焊缝端部的应力值较高,存在明显的应力集中。通过有限元模拟分析还可知,其它结构保持不变的情况下,焊缝两端部的应力值与板托的结构有关,增加板托两侧的高度,则应力值降低。
通过对焊缝和金相组织的检测,未发现高硬度或脆性组织。
以上的分析表明,桥壳的失效与焊缝所处的应力水平以及各种应力集中因素有关。焊缝是桥壳疲劳寿命最薄弱的部位,在实际工程应用中,提高焊缝的焊接质量,杜绝各种焊接缺陷对提高桥壳的疲劳寿命尤为重要。另外,在焊接桥壳的设计上,应尽可能的避免应力集中。
4 结论
1)桥壳为疲劳开裂,主要与下板托焊缝端部的应力水平较高,以及桥壳侧的未焊透缺陷有关。
2)为延长桥壳的疲劳寿命,达到相关标准要求,建议在桥壳的设计上应尽可能避免应力集中,对于桥壳-板托焊缝,可通过适当增加板托两侧高度,来降低焊缝端的应力水平;通过现场质量控制,提升焊接质量。
[1]赵正彩.汽车焊接桥壳成型工艺的分析对比[J].重型汽车,2009(3):18-21.
[2]卢柳林,冯继军,黄文长,等.汽车转向横拉杆失效原因分析[J].失效分析与预防,2011,6(4):253-256.
[3]张栋,钟培道,陶春虎,等.失效分析[M].北京:国防工业出版社,2005:131-136.
[4]孔焕平,刘丽玉,刘昌奎,等.燃油-液压油散热器泄露失效分析[J].失效分析与预防,2014,9(4):251-256.
[5]张有为,张瑞斌.低合金高强度钢焊接热影响区微裂纹的研究[J].金属学报,1978(4):13-14.
[6]高晶,宋建,张步良,等.基于MSC.Fatigue 的汽车驱动桥壳疲劳寿命预估[J].工程设计学报,2007,14(3):210-214.
[7]李亮,宋健,文凌波,等.商用车驱动桥壳疲劳寿命的有限元仿真与实验分析[J].机械强度,2008,30(3):503-507.
[8]张文志,韩清凯,刘亚忠.机械结构有限元分析[M].哈尔滨:哈尔滨工业大学出版社,2006:35-45.
[9]陶春虎,刘高远,恩云飞,等.军工产品失效分析技术手册[M].北京:国防工业出版社,2009:41-46.
猜你喜欢
理化检验(物理分册)(2022年11期)2022-11-22
宁夏电力(2022年1期)2022-04-29
山东冶金(2019年5期)2019-11-16
模具制造(2019年4期)2019-06-24
金属加工(热加工)(2018年10期)2018-10-26
失效分析与预防(2018年1期)2018-04-02
材料科学与工程学报(2016年4期)2017-01-15
汽车实用技术(2015年8期)2015-12-26
中国光学(2015年1期)2015-06-06
汽车零部件(2014年5期)2014-11-11
