一种快速评价HIPS材料后收缩性能的方法
2015-11-28 10:39陈平绪李玉虎叶南飚曾幸荣
合成材料老化与应用 2015年4期
陈平绪,李玉虎,程 庆,王 林,叶南飚,曾幸荣
(1 金发科技股份有限公司产品研发中心,塑料改性与加工国家工程实验室,广东广州510663;2 华南理工大学材料科学与工程学院,广东广州510640)
1950年,为了解决聚苯乙烯(PS)的冲击脆性,橡胶改性聚苯乙烯(即高抗冲击聚苯乙烯,HIPS)应运而生。通过将橡胶加入聚苯乙烯基体,可生产出具有不同性能的各种品级HIPS。与PS 相比,HIPS具有易加工性、良好的性能和低廉的价格,因此被用来制造许多用途的制品和工业产品,如:电视机后壳、电冰箱内衬材料、空调设备零部件、洗衣机缸体、玩具、吸尘器、照明装置、办公用具零部件等。其中,电视机后壳是HIPS 材料的一个重要应用领域。现在人们对视觉体验的要求越来越高,因此大尺寸化电视机已经成为市场发展的主流,但这对材料的尺寸稳定性就提出了更高的要求。因为具有同样后收缩率的材料,大尺寸产品收缩的绝对尺寸会更大,如果不降低材料的后收缩绝对尺寸,就会由于尺寸问题而影响电视机的整体装配。由于后收缩率是一个与时间相关的参数,并且不同客户注塑完制件后装配的时间也有所不同,所以很多客户根据自身需求对室温放置半个月、一个月甚至两个月的HIPS 材料后收缩尺寸比较关注。因此,如何快速评价HIPS 材料的后收缩率,将对快速开发相应的材料有较大帮助。本文利用时温等效原理,研究了一种快速表征HIPS 材料在室温下的后收缩率的方法,为开发具有不同后收缩率的HIPS 材料以及其它高分子材料提供技术参考。
1 实验部分
1.1 原材料
HIPS 树脂:PS 350K,熔体流动速率(200℃/5kg)为4g/10min,台湾国亨石油化学股份有限公司;PS 425TVL,熔体流动速率(200℃/5kg)为12g/10min,韩国锦湖石化株式会社;滑石粉:HTPUltra5L,30000 目,意大利依米发比公司。
1.2 主要设备及仪器
高速混合机:SHR210A,张家港市亿利有限公司;双螺杆挤出机:TSE-40B,南京瑞亚高聚物装备有限公司;注塑机:BT 80V -11,广州博创机械有限公司;二次元影像量测仪:YVM -3020,东莞源欣有限公司。
1.3 试样制备及性能测试
将HIPS、滑石粉和加工助剂等组分按照一定比例混合,采用双螺杆挤出机进行熔融共混制备样料,温度设定210℃,转速350r/min。样料采用注塑成型机在230℃温度注塑60mm×60mm×2mm 的小方板,并按GB/T 17037.4 -2003 测试后收缩率。
2 结果与讨论
2.1 HIPS 材料后收缩的本质
HIPS 材料的后收缩与其物理老化密切相关。当非晶聚合物HIPS 熔体以较快的冷却速率降温至玻璃化转变温度以下时,由于聚合物分子链段运动特性,通常无法完成向低能构象的转变,这时聚合物处于热力学非平衡态。在这种不稳定状态下,聚合物在存放和使用过程中通过分子链段的微布朗运动向热力学平衡态过渡,从而产生物理老化现象[1-2]。在物理老化过程中,聚合物自身的化学结构并未改变,其本质是一种聚合物分子链段的松弛和重排。玻璃态聚合物物理老化过程伴随着其系统体积的减小,也就是工业上的后收缩,这一现象是相近分子链松弛、靠近而使得体系中自由体积被压缩减小的直接结果。这种分子链的松弛运动将一直存在,直到最终形成一种密实材料[3-4]。根据GB/T 17037.4 -2003 和ISO 294 -4:2001 标准规定,模塑后收缩率是指试验室温度下测量的模塑收缩率测定后又经过后处理的试样在后处理前后的尺寸差异。在文中后收缩率测定的后处理条件是在23℃±2℃放置。
2.2 快速评价HIPS 材料的后收缩性能
从2.1 可知,HIPS 材料产生后收缩的本质是一种由于分子链段松弛带来的物理老化行为。那么在物理老化的过程中分子链段的松弛速率将决定着材料后收缩率的大小,也就是材料的尺寸稳定性。链段松弛速率越小,相同时间内其后收缩率也越小,其材料的尺寸稳定性也更好。据文献报道,影响材料体积松弛速率的两个关键因素是分子内摩擦力[5]和温度[6-7]。其中分子内摩擦力是材料本身的性质,我们可以通过提高材料的分子内摩擦力来改善材料的尺寸稳定性,在此我们暂不论述。另外,温度也是影响材料体积松弛速率的一个重要参数,更高的温度可以提供更高的高分子链段运动所需要的活化能,从而加速高分子链段的松弛和重排。本文将利用时温等效原理,利用较高温度和较短时间模拟HIPS 材料在较低温度和较长时间下的后收缩行为。
2.2.1 室温下HIPS 材料的后收缩行为
选用三种不同特性的HIPS 材料来研究其后收缩行为,分别为:低熔体流动速率的PS 350K、高熔体流动速率的PS 425TVL 和PS 350K 与5%滑石粉的复合物。图1 是三种不同材料在23℃下放置一个月的后收缩率,其中纵向和横向分别代表平行于流动方向和垂直于流动方向的后收缩率。从图1 可以看出,三种材料的横向方向和纵向方向均具有相近的后收缩率;高、低熔体流动速率的HIPS 原材料的后收缩率也十分相近,而添加了5%滑石粉的复合物的后收缩率略有降低,由0.7‰ ~0.75‰降低至0.6‰,这可能与滑石粉提高了复合物的分子内摩擦力有关。
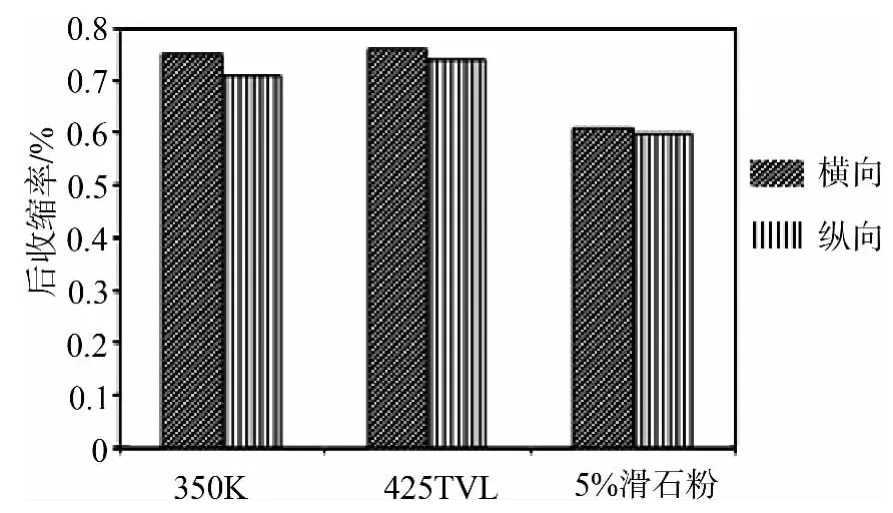
图1 三种HIPS 材料在室温放置一个月后的后收缩率Fig.1 The post-molding shrinkage of three kinds of HIPS materials at room temperature for one month
2.2.2 高温下HIPS 材料的后收缩行为
高聚物力学性能的温度相关性早已为人熟知,升高温度可以激活和增强分子链运动能力,使松弛时间缩短,蠕变和松弛的速度加快,因而存在时间和温度在材料性能表征方法中的等效性,即同一个力学松弛现象既可以在较高的温度和较短的受力时间后观测到,也可以在较低的温度和较长的负荷时间后表现出来,即:延长时间与升高温度对分子链运动的影响是等效的,称之为时间-温度等效原理[8]。本文将采用高温热处理来加速HIPS 材料的分子链松弛,来研究快速表征室温后收缩行为的方法。通常热处理温度在制件使用温度以上10℃~20℃至热变形温度以下5℃~10℃之间进行选择和控制。
三种不同HIPS 材料在70℃热处理168h 的后收缩率如图2a 所示,三种材料的纵向后收缩率都远大于横向后收缩率,而添加5%滑石粉复合物的纵向后收缩率大大低于两种原材料,只有原材料纵向后收缩率的2/3。这说明在高温热处理条件下,HIPS 材料的后收缩行为和室温下差异较大。在高温热处理条件下,即使在很短的热处理时间下,HIPS 材料的纵向收缩都要大于横向收缩。图2b 和2c 为热处理温度分别降低到60℃和50℃放置168h 的三种HIPS 材料的后收缩率,从图中可以看出,在温度稍低的热处理条件下其后收缩行为与室温放置的后收缩行为相比,仍有不小差异。但随着热处理温度的降低,三种材料的纵向后收缩率也越接近横向后收缩率,添加5%滑石粉复合物的后收缩率也越接近两种原材料的后收缩率。也就是说,随着热处理温度的降低,HIPS 材料的后收缩行为也更接近室温的后收缩行为。
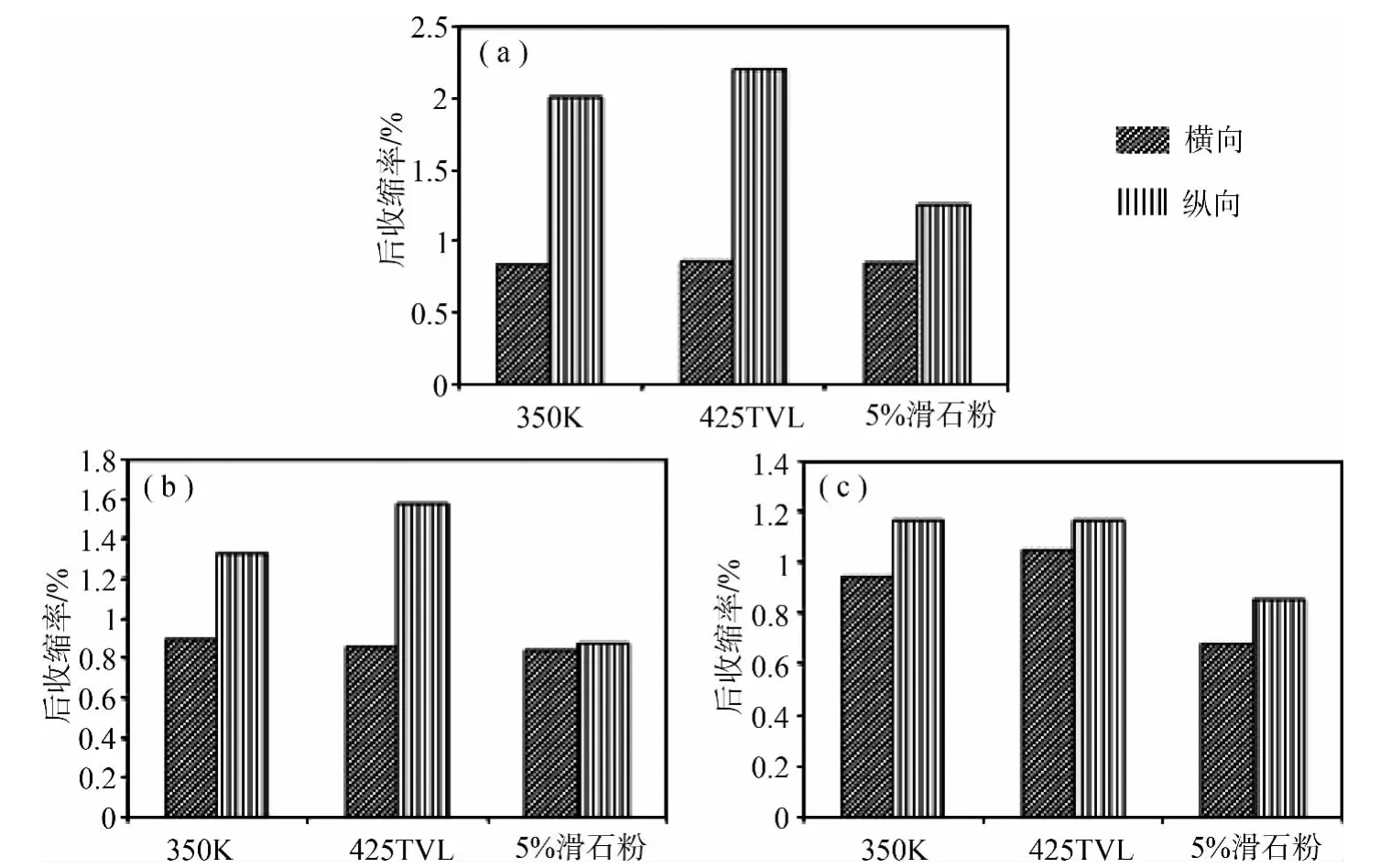
图2 三种HIPS 材料在高的热处理温度下放置168h 后的后收缩率:(a)70℃,(b)60℃,(c)50℃Fig.2 The post-molding shrinkage of three kinds of HIPS materials at different high temperature for 168h:(a)70℃,(b)60℃,(c)50℃
产生上述现象的原因与聚合物的多级松弛有关[8],即和聚合物运动单元的多重性有关。按照运动单元的大小,可以把聚合物的这些运动单元分为大尺寸和小尺寸两类,大尺寸运动单元为整个高分子链,小尺寸运动单元包括侧基、支链、主链或支链的各种功能基团、个别链节和链段的某一局部。图3 是典型的聚苯乙烯的多级松弛谱图,其中α 松弛对应聚苯乙烯的玻璃化转变,为整个高分子主链的运动,而β 松弛则对应需要活化能更小的小尺寸运动单元的次级松弛,在聚苯乙烯体系中为侧苯基的松弛。图4 为不同温度下聚苯乙烯链段的松弛转变机理示意图,从图中可以看出:当采用较高温度热处理时,由于温度较高,可以提供聚合物分子链更高的运动活化能,这时高分子链运动是以α 松弛为主。由于在注塑过程中,高分子链沿着流动方向即纵向方向取向,高温热处理时,高分子主链由伸直状态向无规卷曲状态松弛,导致高温时纵向收缩远大于横向收缩。而在室温时,由于活化能较低,高分子主链松弛会变得非常缓慢,此时以聚苯乙烯的次级松弛为主,即侧苯基的松弛,表现为纵向收缩和横向收缩差别不是很大。按照以上机理,若要更接近地模拟室温下HIPS 材料的后收缩行为,需要尽可能降低HIPS 材料的主链松弛,这与以上降低温度后HIPS 材料的后收缩行为与室温更接近的实验结果相一致。因此,模拟室温的后收缩行为,还需要进一步降低热处理温度。
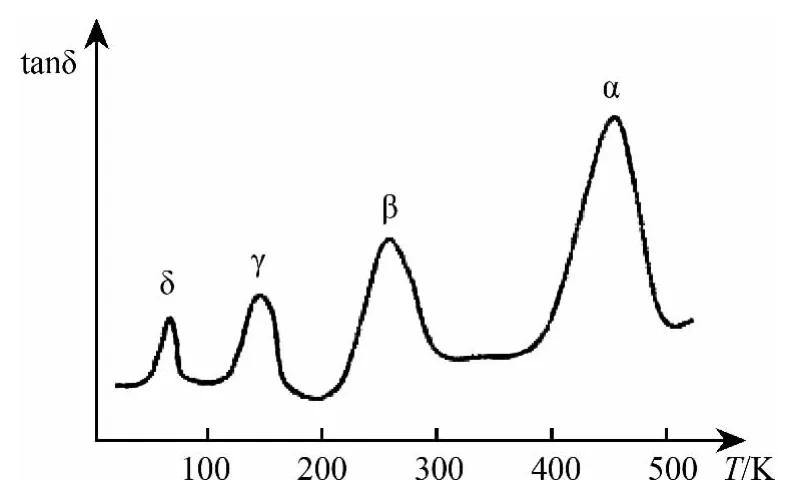
图3 聚苯乙烯典型的tanδ 温度谱图[8]Fig.3 The typical tanδ temperature spectra of polystyrene
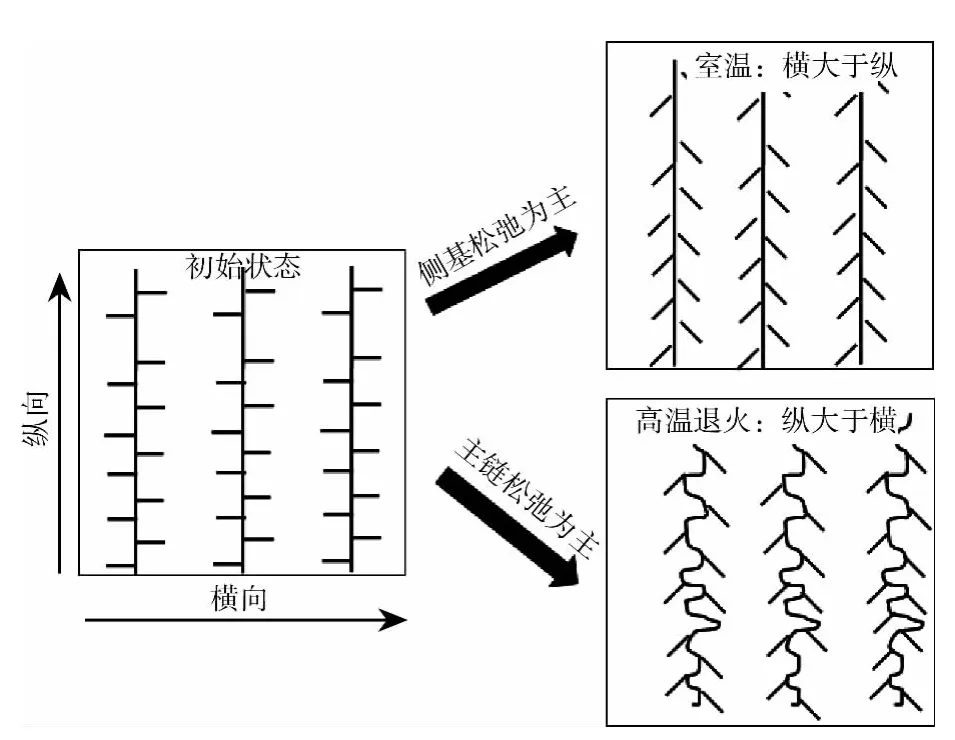
图4 不同温度下聚苯乙烯链段的松弛转变机理示意图Fig.4 Schematic diagram of the relaxation transition mechanism of polystyrene segment at different temperature
图5 为三种不同HIPS 材料分别在45℃、40℃和35℃放置168h 的后收缩率。从图中可以看出:在45℃和40℃放置168h 的三种材料的后收缩率与室温下放置一个月的三种材料的后收缩率基本相符。而35℃放置由于温度较低,聚合物分子链段的松弛加速不够,放置168h 对应室温较短时间的后收缩行为,但其规律仍与室温下放置保持一致。综上所述,由于HIPS 材料在室温下以小尺寸链段运动的次级松弛为主,所以只有在较低的热处理温度下,尽量抑制HIPS 材料的主链松弛,才能够更好地模拟室温下HIPS 材料的后收缩行为。按照这一规律,通过实验发现,在40℃~45℃热处理温度下放置168h 能够较好地模拟材料在室温下放置一个月的后收缩尺寸,大大降低了材料的开发周期。
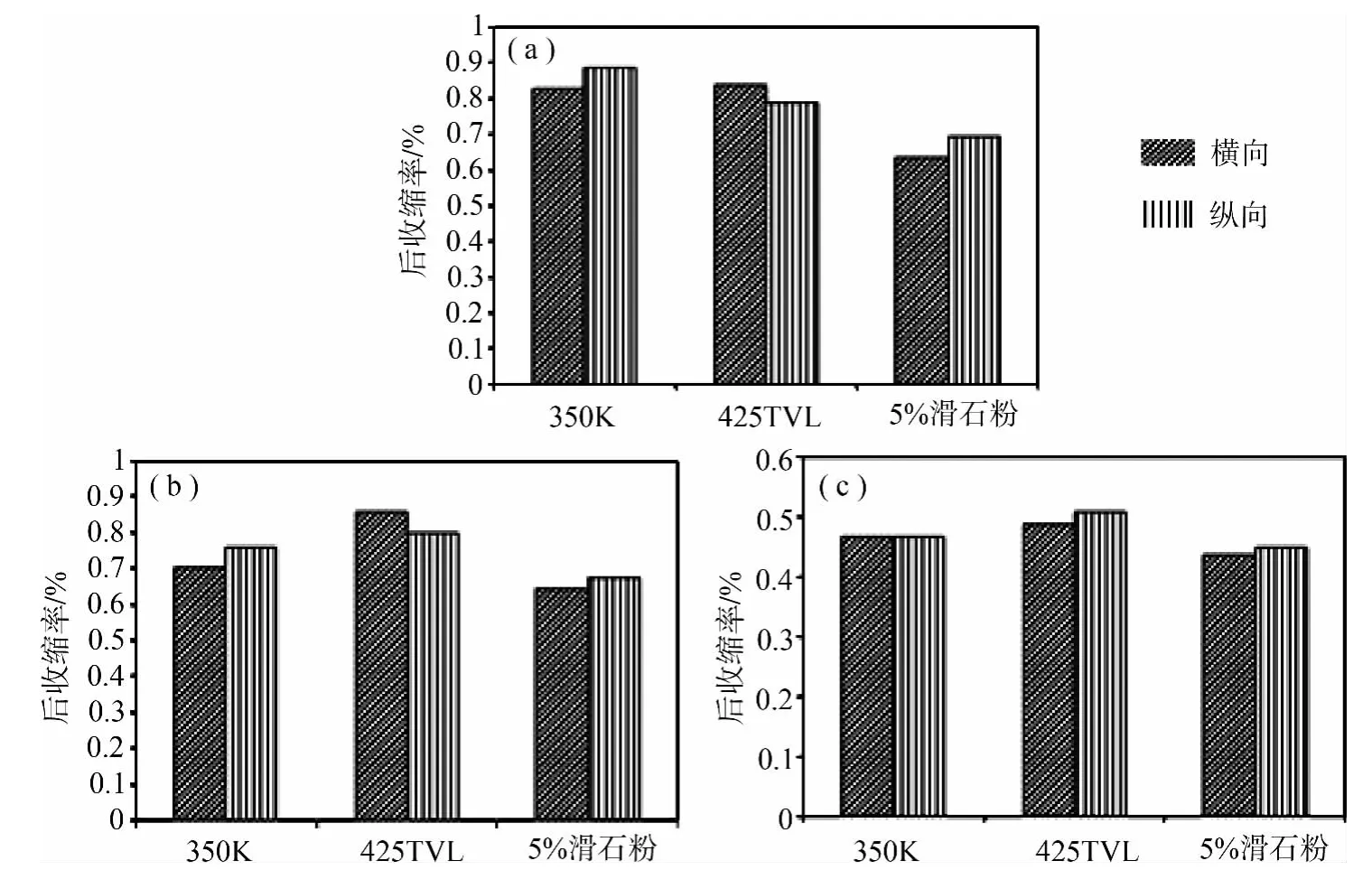
图5 三种HIPS 材料在较低热处理温度下放置168h 后的后收缩率:(a)45℃,(b)40℃,(c)35℃Fig.5 The post-molding shrinkage of three kinds of HIPS materials at different low temperature for 168h:(a)45℃,(b)40℃,(c)35℃
3 结论
(1)HIPS 材料不同尺度链段的松弛是影响HIPS 材料体积松弛的关键因素:高温条件下,HIPS材料以主链松弛为主,而低温条件下以小尺寸链段运动的次级松弛为主,从而导致高温热处理的后收缩行为与室温不相符。
(2)通过降低热处理温度,在40℃~45℃的热处理温度下放置168h,可以较好地模拟HIPS 材料在室温下放置一个月的后收缩尺寸,大大降低了材料开发周期。
[1]李谷,王庆国,丁茜,等. 纳米CaCO3对物理老化前后PC/PS 性能的影响[J]. 中山大学学报(自然科学版),2011,50(1):75 -78.
[2]曲淼. 几种非晶态聚合物的物理行为[D]. 长春:长春工业大学化学工程学院,2014.
[3]Gomez-Ribelles J L,Monleon-Pradas M. Structural relaxation of glass-forming polymers based on an equation for configurational entropy DSC experiments on polycarbonate [J]. Macromolecules,1995,28(19):5867 -5877.
[4]Cowie J M G,Ferguson R. The ageing of polyvinyl methyl ether as determined from enthalpy relaxation measurements[J]. Polymer Communication,1986,27(1):258 -260.
[5]Malek J. Volume and enthalpy relaxation rate in glassy materials[J]. Macromolecules,1998,31(23):8312 -8322.
[6]Greiner R,Schwarzl F R. Thermal contraction and volume relaxation of amorphous polymers[J].Rheologica Acta,1984,23(4):378 -395.
[7]Guevara-Morales A,Figueroa-Lopez U. Residual stresses in injection molded products[J]. Journal of Material Science,2014,49:4399 -4415.
[8]何曼君,陈维孝,董西侠. 高分子物理[M]. 上海:复旦大学出版社,1990.
猜你喜欢
合成技术及应用(2022年1期)2023-01-03
纺织标准与质量(2022年2期)2022-07-12
纺织标准与质量(2022年2期)2022-07-12
合成纤维工业(2022年2期)2022-05-06
上海塑料(2021年3期)2022-01-06
环境卫生工程(2021年4期)2021-10-13
氯碱工业(2020年1期)2020-05-12
——拉曼光谱和密度泛函理论计算
物理化学学报(2017年5期)2017-05-11
中国塑料(2015年9期)2015-10-14
中国塑料(2015年4期)2015-10-14