
影响PAN基碳纤维原丝取向因素的探究
2015-11-28 10:38:20侯富彬
合成材料老化与应用 2015年3期
侯富彬,唐 跃,崔 龙
(青岛科技大学机电学院,山东青岛 266061)
碳纤维是一种含碳量90%以上的纤维材料,具有高比强度、高比模量、导电、耐热自润滑等优异的综合性能,在航空、航天、汽车、电子、机械、化工、运动器材等领域应用极其广泛。PAN 基碳纤维是以PAN(polyacrylonitrile)原丝为原料,经过预氧化、碳化及表面处理后制得的新型纤维材料,是目前发展最快、应用最广泛的高性能纤维材料之一[1]。
碳纤维的品质在很大程度上决定于原丝的质量,而原丝的取向程度又是影响原丝力学性能的主要因素[2-3]。在PAN 基碳纤维生产过程中,探究原丝取向度的影响因素对于提高原丝质量乃至提升碳纤维品质十分必要。本文采用分子量一定的PAN纺丝溶液,应用干喷湿纺成型工艺,探究凝固浴、喷头及预拉伸和热水牵伸对原丝取向度的影响,进而预测获得最佳原丝取向度的条件。
1 实验
1.1 纺丝溶液及纺丝成形
选用丙烯腈(AN)和丙烯酸进行溶液聚合,以二甲基亚砜(DMSO)为溶剂,以偶氮二异丁腈(AIBN)为引发剂,合成纺丝性能良好的纺丝溶液[4]。
纤维纺丝采用干喷湿纺工艺。浆料经计量泵计量过滤后,由喷丝帽喷出,其工艺流程如下:
均相溶液聚合——过滤——脱泡——计量——干喷湿纺——预牵伸——水洗——水浴牵伸——热定型——收丝。
1.2 测试
凝固浴浓度采用阿贝折光仪测定20℃下的折光率获得。
纤维的纤度按常规的定长称重法测定。
纤维强力采用YG021-A 型单丝电子强伸仪测定。测定条件为:样长10mm;拉伸速度10mm/min。
声速取向度采用Som-Ⅱ型声速取向测定仪测定。测定条件为:样长40cm;张力约0.1cN/dtex。
2 结果与讨论
2.1 确定纤维成型工艺参数
采用正交试验设计法确定各项参数。选定纺丝喷出速度、喷头拉伸比、预牵伸比和热水牵伸速率四个因素进行四因素三水平的正交试验。因素水平表参数设计如表1 所示。
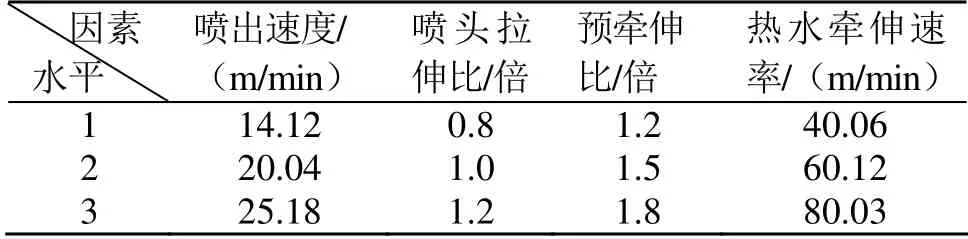
表1 因素水平的参数设计 Table 1 Element level table
正交实验结果及分析如表2 所示。
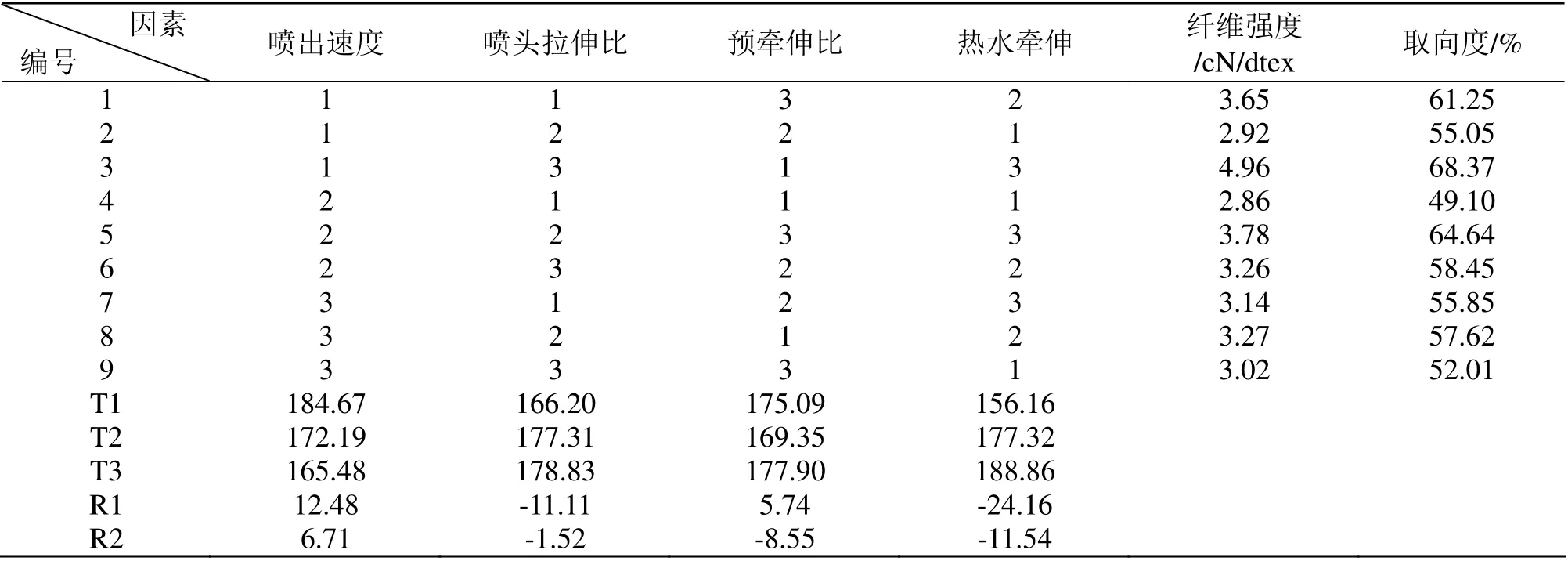
表2 正交实验结果及分析 Table 2 Orthogonal test result and analysis
通过试验结果的和T 直观分析,喷出速率取1水平最佳,喷头拉伸比取3 水平最佳,预牵伸比取3 水平最佳,热水牵伸速率取3 水平最佳。从极差R 的结果看,各因素对取向度影响的大小顺序为:热水牵伸速率>喷出速度>喷头拉伸比 >预牵伸比,随着喷头拉伸比和热水牵伸倍率的提高,取向度提高;喷出速度升高则取向度下降;而预拉伸对取向度的影响则比较复杂,存在一个极小值。以上表明,要获得较高取向度,则需要较高的热水牵伸倍数和喷头拉伸比,以及较低的喷出速度和适当的预牵伸比。由纤强度表明,当取向度提高时,其呈上升趋势。证明上述分析合理。
2.2 凝固浴条件及预牵伸、热水牵伸对取向度的影响
2.2.1 凝固浴温度及浓度
本组实验除凝固浴温度及浓度外,其余条件均参照正交条件5#进行设定。先改变凝固浴温度等级(温度随等级升高而升高)来考察温度对取向度的影响,结果列于表3。

表3 凝固浴温度对取向度的影响 Table 3 Influence of temperature of coagulation bath on degree of orientation
由表3 可见,随着凝固浴温度升高,取向度下降,纤维强度下降。分析原因,因为在凝固过程中,溶剂与凝固剂之间是一个双扩散的过程[5]。当温度升高时,扩散系数升高,双扩散过程加快,纤维成型加快,平均半径和孔隙平均半径随之上升,导致内部结构不均匀,存在缺陷多,因此取向度下降,强度减小。
再改变凝固浴浓度等级来考察,结果列于表4。结果表明:在一定的范围内,纤维的取向度随凝固浴浓度的增加而提高,但当浓度增加到一定值后,对纤维取向度的影响减弱。这是因为随着浓度的上升,丝条走丝速度减慢或丝条在凝固浴中的拉伸倍数降低,均可降低溶剂或凝固剂的扩散系数,成形的双扩散过程趋于缓和,使得纤维的结构趋于密实、均匀。
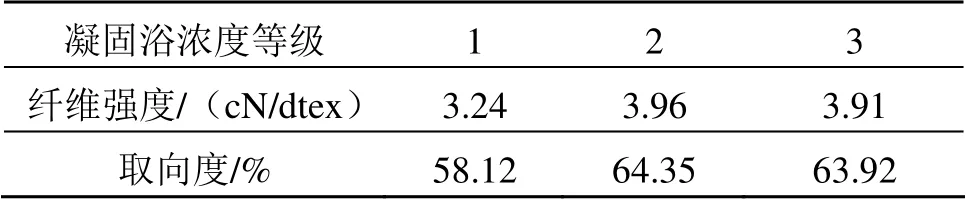
表4 凝固浴浓度对取向度的影响 Table 4 Influence of concentration of coagulation bath on degree of orientation
2.2.2 预牵伸和热水牵伸
热稳定化过程的张力牵伸是制取高性能碳纤维的必备条件[6]。设定总牵伸比为3.8,喷头拉伸比为1.5,保持总牵伸比以及其他条件不变时,预牵伸和热水牵伸对取向度的影响如表5 所示。当热水牵伸比下降时,取向度下降明显,说明了热水牵伸对取向度影响很大;为了提高取向度和增加强度,应在给定的预牵伸后,尽可能提高热水牵伸倍率。
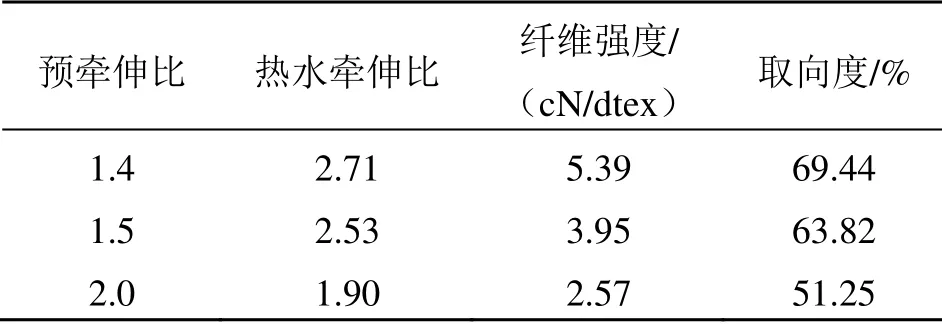
表5 预牵伸及热水牵伸对取向度的影响 Table 5 The effect of pre-draft and water-bath draft on degree of orientation
2.3 热牵伸对取向度的影响
2.3.1 干热牵伸
热牵伸时将纤维置于干热空气中,在特定温度及其他条件下,测定牵伸比对取向度的影响,如表6 所示。当牵伸比增大时,纤维的取向度上升,强度增加。但当拉伸比超过1.7 后,取向度开始下降,强度也跟随下降,有毛丝出现。其分析原因是因为牵伸比过大,虽然取向度提高,但因拉伸速度加快,在高温下的拉伸时间缩短,拉伸产生的内应力难以得到松弛,内应力的存在使纤维的强度下降,且丝束易局部断裂产生毛丝,从而不利于热拉伸的进行[7]。

表6 干热牵伸对取向度的影响 Table 6 The impact of draft ratio on degree of orientation
设定一定的拉伸比,改变空气温度,考察干热牵伸温度对取向度的影响(表7),由表7 可知,在相同拉伸倍率下,随着牵伸温度的提高,纤维的取向度和强度升高。其分析原因是因为在PAN 大分子链上含有极性较强的-CN 基团,-CN 之间因其在链内和链外的位置不同而具有很大的斥力和引力作用,使大分子链的活动度受到极大阻碍,而在它的局部发生歪扭和曲折[7]。其极性很强的腈基使分子间具有很大的吸引力,构成许多联结点,从而赋予纤维很大的刚性。这种刚性只有在较高的温度下才能降低或消失。因此,干热牵伸时的纤维强度表现出了温度依赖性。
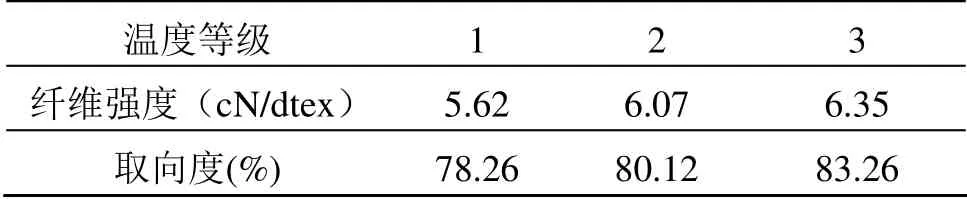
表7 不同干热牵伸温度对取向度的影响 Table 7 The influence of temperature in the process of dry heat draft
2.3.2 水浴牵伸
同干热牵伸条件,将纤维置于水浴中热牵伸,改变温度及牵伸倍数,其取向度结果如表8 所示。随着温度和牵伸倍数的提高,纤维取向度提高。
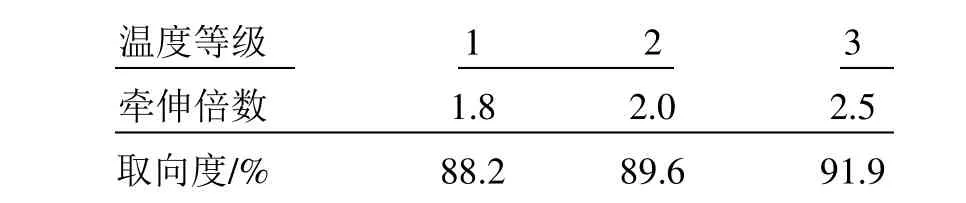
表8 牵伸温度、牵伸倍数对取向度的影响 Table 8 The impact of temperature and draft ratio on degree of orientation in water-bath draft
3 结论
在采用干喷湿法工艺情况下,通过设计正交试验,探究了凝固浴、喷出速度、喷头拉伸、预牵伸、热牵伸对取向度的影响,由此可知,生产出高取向度及高强度原丝的条件是:(1)在再不影响喷丝喷出的情况下,喷出速度越小越好,喷头拉伸相对越高越好;(2)凝固浴的温度要适当降低,浓度要适当升高。(3)预牵伸不宜太大;(4)将纤维进行适宜的干热和水浴牵伸,牵伸倍数相对越高越好,但也不宜过高,否则易出现毛丝,而影响原丝质量。
[1]张跃,陈英斌,刘建武. 聚丙烯腈基碳纤维的研究进展[J]. 纤维复合材料,2009(1):7-10.
[2]于淑娟,姜立军,等. 碳纤维用聚丙烯腈原丝制备技术的研究进展[J]. 高科技纤维与应用,2003,28(6):15-18.
[3]王成国,朱波,蔡华. 制约我国炭纤维工业发展的原因分析 [J].山东大学学报, 2002, 32(6): 521-525.
[4]江晓峰,倪如青,等. 高性能聚丙烯腈基原丝的制备[J]. 合成纤维, 2000, 29(4):23-26.
[5]蔡晓平,等. 聚丙烯腈基碳纤维生产技术[M].化学工业出版,2012:37-39.
[6]王平华,刘杰,李仍元. 聚丙烯腈原丝连续预氧化过程中纤维张力的变化[J]. 合成纤维工业,1991,14(5):32-35.
[7]李光主. 高分子材料加工工艺学[M]. 中国纺织出版社,2010:136-137.
猜你喜欢
纺织服装周刊(2022年32期)2022-09-08 02:13:40
九江学院学报(自然科学版)(2022年2期)2022-07-02 02:33:28
合成树脂及塑料(2022年6期)2022-03-14 11:40:55
云南化工(2021年7期)2021-12-21 07:27:36
合成树脂及塑料(2020年5期)2020-01-17 02:26:50
高科技纤维与应用(2016年1期)2017-01-17 03:25:06
中国塑料(2016年5期)2016-04-16 05:25:38
燕山大学学报(2015年4期)2015-12-25 02:19:46
合成技术及应用(2015年3期)2015-12-11 08:36:27
河北科技大学学报(2015年5期)2015-03-11 16:16:34
