
CIMT 2015曲轴、凸轮轴磨床评述
2015-11-27 03:37肖建军
精密制造与自动化 2015年3期
肖建军
CIMT 2015曲轴、凸轮轴磨床评述
肖建军
(上海机床厂有限公司 上海200093)
2015年4月20~25日,第十四届中国国际机床展览会(CIMT 2015)在北京中国国际展览中心举办。本次展会恰处在中国经济变革调整时期,围绕“新常态•新发展”的主题,企业面临各种新挑战,新挑战也带来新希望,孕育新发展。本次展会受到了业界的广泛关注和支持,国内外各参展商通过产品展示,充分体现了机床行业的新面貌。
对于曲轴、凸轮轴磨床而言,本次展品以数控切点跟踪随动磨削为主,但机床实物展出数量较少,大多以图文资料呈现,主要生产厂家参与热情稍显不足,相应的新产品、新技术成果展示也较少。
1 国内主要厂家展品与产品介绍
1.1 JKM8320A数控高速凹面凸轮轴磨床
JKM8320A(图1所示)是由江西杰克机床有限公司生产,该机床利用大、小砂轮翻转组合,随动磨削,实现一次装夹对整根凹面凸轮轴粗精加工,并可配置自动上下料机构,适用生产线。
图1 JKM8320A数控高速凹面凸轮轴磨床
JKM8320A主要规格参数如下(以展出机床为例):
最大工件长度 800 mm
最大工件直径 200 mm
非圆最大偏心 20 mm
最大工件质量 70 kg
顶尖中心高 140 mm
大砂轮规格(CBN砂轮) 500×203×B mm
大砂轮最高线速度 120 m/s
小砂轮规格(CBN砂轮) 150×70×B mm
小砂轮最高线速度 80 m/s
基圆直径尺寸误差 ±0.01 mm
基圆跳动误差 0.01 mm
非圆截面相位角偏差 ±10′
非圆截面轮廓曲线误差 ±0.03 mm
非圆截面相邻升程误差 ±0.005 mm/°
非圆截面与母线平行度 0.005 mm
磨削表面粗糙度a≤0.4 µm
尺寸(长×宽×高) 4 300×2 300×1 900mm
JKM8320A磨床主要结构及性能特点:
(1)采用德国西门子(SIEMENS 840D)数控系统,4轴2联动。
(2)采用具有自主知识产权的凸轮数控磨削软件。
(3)采用具有自主知识产权的静、动压轴承砂轮电主轴。
(4)采用具有自主知识产权的大小磨头翻转机构。
(5)采用120 m/s的CBN砂轮高速磨削技术。
(6)砂轮主轴配有意大利(Marposs)内置式在线动平衡、消空程和防碰撞装置。
(7)砂轮架进给系统采用圆柱静压导轨及西门子1FN3系列直线电机。
(8)采用具有自主知识产权的高效、低能耗的循环过滤冷却系统。
1.2 MK8220/SD双砂轮架数控切点跟踪曲轴磨床
MK8220/SD(图2、3所示)是国家重大科技专项研制产品,由上海机床厂有限公司生产,本机床为双砂轮数控切点跟踪曲轴磨床,能在一次装夹下实现曲轴主轴颈和连杆颈的外圆磨削。适用于汽车整机厂发动机生产线四缸机、六缸机的曲轴磨削。机床采用卧式布局,砂轮架移动形式。

图2 MK8220/SD曲轴磨床
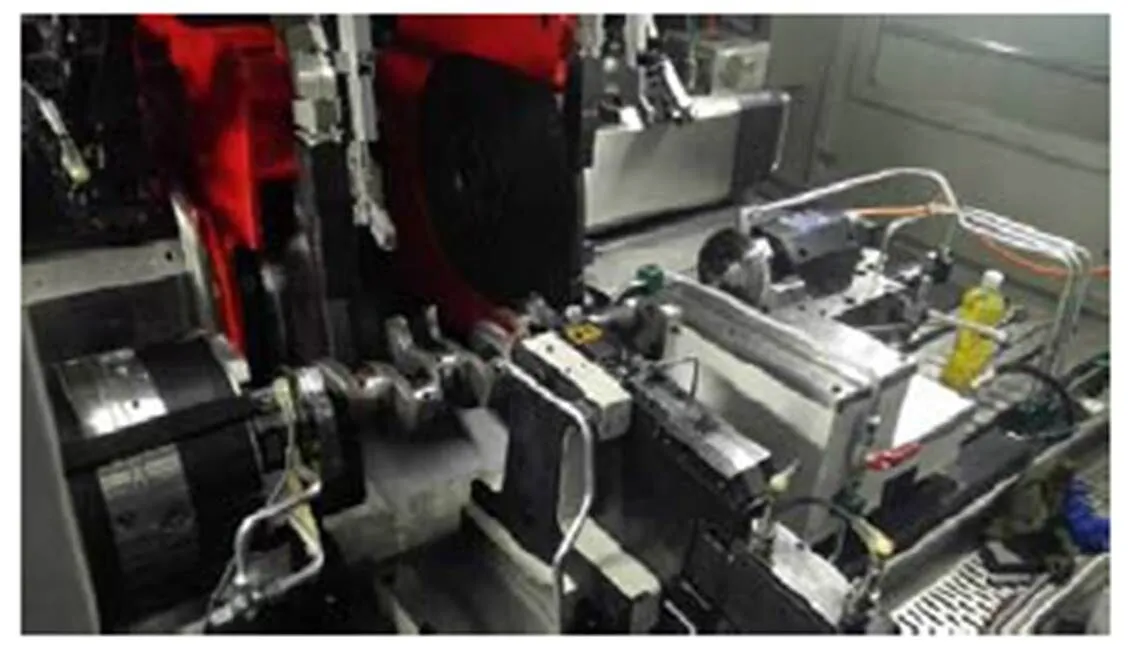
图3 MK8220/SD曲轴磨床试磨
MK8220/SD机床主要规格参数如下:
最大工件直径 200 mm
最大磨削长度 750 mm
最大砂轮线速度 150 m/s
中心架上最大可磨削直径 60 mm
圆度 0.003 mm
直线度 0.004 mm
表面粗糙度a0.8 μm
CPK值 ≥1.67
MK8220/SD磨床主要结构及性能特点:
(1)床身整体采用整体铸件制造,前后床身一体式布局。
(2)工作台为单层的铸铁平台面,固定安装于床身前部。
(3)砂轮轴系是采用静压轴承和内装式电机,电机布置形式,采用了电机布置在静压轴承之间中置形式。
采用固定牧场放牧或者圈养2种方式对可能受到威胁的群体进行隔离饲养,地址的选择远离居民区、交通要道等,隔离区的周围最好有树木、人工栅栏等屏障。
(4)两个砂轮架的横向进给由直线电机驱动,实现砂轮架的随动磨削的高动态性能要求。导轨副为闭式静压矩形导轨,由独立的供油系统提供压力润滑。
(5)头架采用内装式力矩电机驱动,与拖板直线电机联动,实现随动磨削。主轴系统的支承采用滚动轴承支承形式。
(6)液压及润滑系统主要由静压导轨液压系统和静压主轴液压系统,主轴静压油箱附冷却循环泵,提供电机的冷系统,静压导轨液压系统由阀板控制,提供部分油液给润滑系统。
(7)电气系统采用独立、带温度控的落地式大电箱。数控系统采用SIEMENS 840D SL控制系统。
1.3 B2-K1018型双砂轮架随动式数控曲轴磨床
B2-K1018型数控切点跟踪曲轴磨床(如图4所示)是由北京第二机床厂有限公司生产,本次展会以实物展出。该机床是一款针对汽车发动机曲轴连杆颈、主轴颈精密磨削的超高速精密磨削设备,能够一次装夹实现曲轴连杆颈、主轴颈的批量精密加工,适合于曲轴生产线配套使用。

图4 B2-K1018型数控切点跟踪曲轴磨床
B2-K1018主要规格参数及精度指标:
最大回转直径 520 mm
顶尖距 600/1 200 mm
中心高 350 mm
顶尖间最大质量 150 kg
数控轴数 7轴/4轴联动
砂轮直径(宽度) Ф650×(16~80)mm
CBN砂轮最大线速度 120 m/s
圆度 0.003 mm
圆柱度 0.005 mm
表面粗糙度a0.32 μm
B2-K1018主要结构及性能特点:
(1)机床采用工作台固定,双砂轮架后移动式布局。
(2)采用工作台固定,双砂轮架十字滑台后置移动的形式,实现砂轮架横向及纵向移动(1、2、1、2)。
(3)两个砂轮架进给轴(1、2轴)采用直线电机直接驱动,闭式静压导轨结构,减少了中间环节的传递误差,提高了轴的定位精度和响应速度。
(4)拖板(1、2轴)驱动采用交流伺服电机+滚珠丝杠副驱动。
(5)头架主轴(1轴)采用高精度滚动轴承的主轴结构,并配置角度编码器实现闭环控制。
(6)配备了曲轴连杆颈随动磨削软件和用户专用的磨削界面软件。
2 国外主要厂家展品与产品介绍
2.1 JUCAM 6L型凸轮轴磨床
JUCAM 6L型凸轮轴磨床(图5、图6所示)由德国的JUNKER公司生产。该机床砂轮架上前后布置两套砂轮直径不一的轴系,运用摆线跟踪磨削工艺,可实现带凹凸面等多种形状的凸轮轴磨削,工件一次装夹即可完成粗、精磨,通过更换程序可对多种缸数的凸轮轴进行加工,达到高柔性与高效率的兼顾。

图5 JUCAM 6L机床外形图

图6 JUCAM 6L试磨
JUCRAM 6L主要规格参数如下(以展出机床为例):
最大磨削长度 1 800 mm
最大装夹长度 2 000 mm
中心高 170 mm
最大工件质量 200 kg
CBN砂轮直径 700 mm
砂轮线速度 90 m/s
尺寸(长×宽×高) 4 900×3 750×2 450 mm
JUCRAM系列凸轮轴磨床主要结构及性能特点:
(1)采用整体床身,材料为聚合物混凝土。
(2)数控系统为FANUC。
(3)头架采用滚动轴承支撑,内装式力矩电机驱动工件旋转,角度编码器闭环控制,配备专用的液压夹具。
(4)拖板(Z轴)采用矩形静压导轨,伺服电机+齿轮齿条驱动,光栅尺闭环控制。
(5)进给轴(轴)采用静压圆柱导轨,伺服电机+静压丝杆驱动,光栅尺闭环控制。
(6)砂轮主轴采用滚动轴承支承的电主轴。
(7)配备液压伺服中心架。
(8)砂轮架可绕B轴摆动,可以适用不同轮廓凸轮轴的加工。
2.2 LT2(E)型曲轴磨床(双砂轮架)
英国Cinetic Landis公司本次没有展出实物,该公司的曲轴磨床也是极具特色,因此,笔者选择了Landis公司的LT2(E)型曲轴磨床(图7)作以下介绍,该机床采用随动磨削方式磨削曲轴连杆颈或其它轴颈,是Landis公司LT2曲轴磨床系列中最新的一代。相比老一代LT2系列产品,该机床在中心高、整机体积、砂轮尺寸、总功率、加工节拍等方面参数都优化缩少,获得了更好的使用效果。
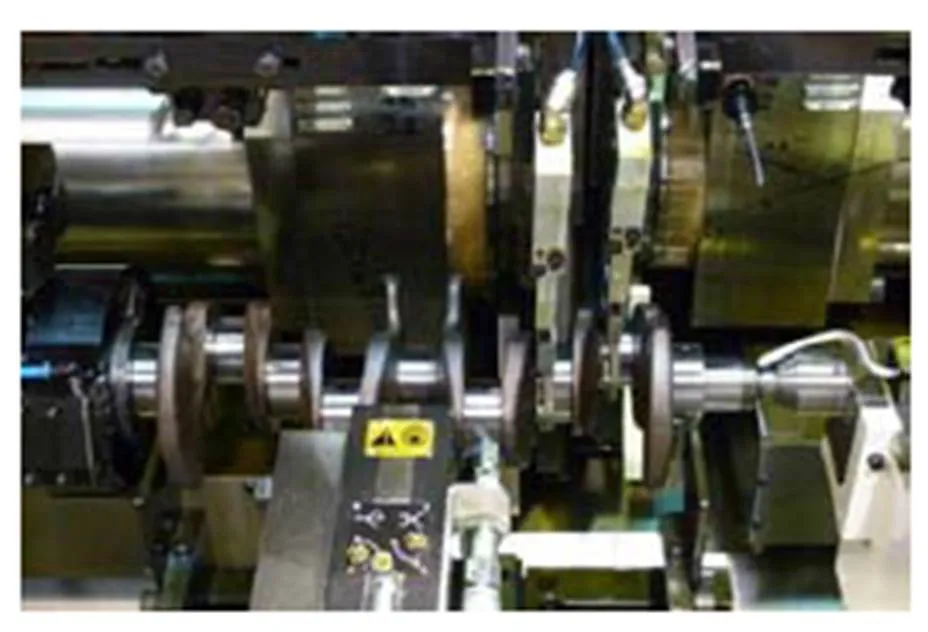
图7 LT2(E)试磨
LT2(E)主要规格参数如下:
最大回转直径 180 mm
最大磨削长度 750 mm
中心高 240 mm
最大工件质量 50 kg
砂轮直径(最大) 520 mm
CBN砂轮最大线速度 150 m/s
尺寸(长×宽×高) 4 520×5 790×2 280 mm
LT2(E)系列曲轴磨床主要结构及性能特点:
(1)采用整体铸铁床身。
(2)数控系统为专用的Landis CNC6400,主要电机和伺服驱动均采用力士乐产品。
(3)头架采用滚动轴承支撑,内装式力矩电机驱动工件旋转,角度编码器闭环控制,配备专用的液压卡盘。
(4)拖板(轴)采用矩形静压导轨,滚珠丝杆或直线电机驱动,光栅尺闭环控制。
(5)进给轴(轴)采用矩形静压导轨,直线驱动,光栅尺闭环控制。
(6)砂轮主轴采用静压轴承支承的电主轴。
(7)配备液压伺服中心架,中心架通过液压的方式驱动三片托瓦夹持曲轴中间段主轴颈,克服了曲轴类工件抗弯刚性不足的弱点。
(8)金刚滚轮修整器安装在尾架的后侧,修整器主轴采用角接触球轴承支撑,直接由可变速电机驱动。
3 结语
曲轴、凸轮轴是内燃发动机的关键零件。纵观本届展会的各家凸轮轴、曲轴加工设备,可以看出,随着汽车工业的发展,发动机也随之升级换代,国内外相关磨床产品也有了较快的发展,其主要的发展趋势是提高生产率、提高自动化程度、提高加工质量。就本届展出的产品而言,表现出以下三个明显的特点:
(1)就应用领域而言,集中在内燃发动机行业,尤其是在乘用车发动机行业,中、小型曲轴与凸轮轴磨床发展迅速,数量多、更新快。
(2)就技术水平而言,切点跟踪磨削技术成为主流,直驱技术被广泛使用,随动式曲轴、凸轮轴磨床比重越来越多。
(3)就设备类型而言,许多著名的曲轴、凸轮轴磨床厂家不再仅仅着眼于单一的曲轴、凸轮轴磨床,而是面向整个曲轴、凸轮轴加工生产线,并为用户提供配套服务的完整技术方案。
猜你喜欢
哈尔滨轴承(2020年3期)2021-01-26
失效分析与预防(2020年1期)2020-06-17
装备制造技术(2019年12期)2019-12-25
制造技术与机床(2019年3期)2019-02-27
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年4期)2017-06-22
中国机械工程(2015年13期)2015-12-16
河南科技(2014年16期)2014-02-27
汽车与新动力(2014年2期)2014-02-27
汽车与新动力(2013年1期)2013-03-11
