基于PAC Motion的搬运机械手运动控制研究
2015-11-27 05:46:26吴会敏魏宏飞
精密制造与自动化 2015年2期
吴会敏 魏宏飞
基于PAC Motion的搬运机械手运动控制研究
吴会敏 魏宏飞
(河南工业职业技术学院 河南南阳 473009)
根据搬运机械手的控制要求,采用PLC和运动控制模块对机械手进行控制,详细论述了控制系统的软硬件实现方法。运动控制模块PMM335对伺服电机的精确定位控制,提高了系统的可靠性和控制精度。
PAC Motion 机械手 伺服电机 运动控制
机械手是一种模仿人手动作并按照一定程序吸取、搬运物料等重复性操作的自动化装置。在高温、重载、多粉尘的危险环境中,搬运机械手应用非常普遍,不但减轻了工人的劳动强度,还大大提高了劳动生产率[1]。本文设计的基于PAC Motion的搬运机械手系统结构简单、定位精确、运行平稳。根据实际工作现场需要,利用真空吸附方式抓取,可以搬运气动手爪无法搬运的物料[2]。
1 系统总体结构
1.1 系统组成
搬运机械手系统由控制器、驱动模块、执行部件、机械部件、传感器及触摸屏组成,如图1所示。系统控制器釆用美国GE公司PAC Systems 系列RX3i 可编程自动化控制器;系统的驱动模块由伺服电机驱动和气压驱动两部分组成;执行部件分别为伺服电机和气缸;机械部件包括基座、滚珠丝杠和导向支撑部件等[3]。在滚珠丝杠下面安装有两个左右限位开关,防止双杆气缸越位导致器件的损毁。
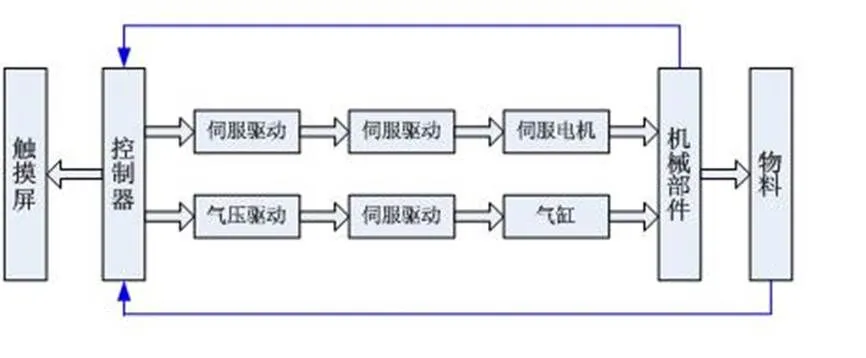
图1 物料搬运机械手系统组成
1.2 机械手控制要求
机械手系统设计要求如下:(1)机械手通过手动和自动两种方式实现控制功能;(2)手动方式下,用点动的方式进行机械手的移动控制,控制按钮设置在控制面板上;(3)自动方式下,机械手根据PLC控制程序实现自动运行,完成物料的吸取、释放和移动过程。
系统使用GE公司的PAC Motion控制器控制伺服电机的正反转,通过连接器将滚珠丝杠与电机连接,电机正反转动引起滚珠丝杠上的滑块左右运动,从而将电机的旋转运动转换成水平运动,并结合使用I/O端口对电磁阀进行控制;电磁阀控制双杆气缸伸缩实现垂直运动,当双杆气缸伸出时触发光电开关,程序收到光电开关的指令,气杆下降到指定位置,结合真空发生器吸盘吸取物料;然后双杆气缸收缩提起物体,电机转动使物体水平移动。如果双杆气缸伸出时没能吸起物体则不能触发光电开关,程序就执行下一步,装置便自动停止工作。
2 伺服控制系统设计
2.1 PAC Motion系统
PAC Motion是基于PAC SystemsTM RX3i架构的运动控制系统,核心部件是运动控制模块PMM335模块[4]。PMM335以板卡的形式安装在PAC系统的PCI底板上,可以达到33M的数据交换速度。一套典型的PAC Motion系统包括PMM运动控制器,PACSystems RX3i控制器,Machine Edition 编程软件,马达,伺服放大器,I/O,以及一套人机界面( HMI)[5]。每个PMM335模块通过菊花形光纤连接4个伺服放大器,传输PMM335控制轴所必需的控制和反馈信号。本系统使用扭矩为0.65 N·m的高性能、高可靠性的伺服放大器。
2.2 伺服控制系统设计
机械手控制系统包括PACSystems RX3i控制器,PMM运动控制器,FANUC伺服放大器(A06B-6130-H002),FANUC伺服电机(A06B-0115-B203)、FANUC伺服编码器等。伺服控制系统结构图如图2所示。

图2 伺服控制系统结构图
3 气动控制系统设计
根据控制要求,机械手有1个执行气缸完成Z轴的上升与下降运动,1个真空发生器带动真空吸盘完成物料吸放任务。执行气缸与真空发生器由二位五通电磁阀控制,均采用双电控电磁阀。电磁阀出气口安装有节流阀,用来调节气体流量的大小确保气缸的动作平稳可靠[6]。气缸选择活塞带磁性的气缸,便于利用磁性开关来检测活塞的运动行程。为了确保真空发生器产生的负压能够吸住物体,采用气压传感器检测负压大小[7]。
4 PLC控制系统设计
4.1 系统配置
针对 FANUC 的 A06B-0115-B203伺服电机与A06B-6130-H002伺服放大器,在 Proficy ME软件中进行参数设置:
(1)组态 PMM 设置:在设置选项卡为 I/O 状态数据选择起始参考地址;配置所需要的轴数并分配名称;如果要使 CPU 访问模块 I/O 数据的频率小于每个“I/O Scan”,可选择一个已经在 CPU 定义的“I/O Scan”,默认选择是1,如图3所示。

图3 组态PMM设置
(2)组态轴参数:在“Axis”属性页组态轴的可操作属性。其中:Motor encoder mode表示电机的编码模式,这里将电机编码器模式由绝对(absolute)改为增加(lncremental)。“Over travel limit switch”表示电机的行程限位开关,设为禁用。“Motor type”表示电机的类型,系统默认电机型号为65535,根据实际电机型号查代码手册,A06B-0115-B203伺服电机型号代码为280。如图4所示。

图4 组态轴参数
(3)触摸屏配置:Quick Panel View/Control是一种紧凑型控制计算机。它采用WindowsCE.NET作为其操作系统,是Win32应用编程接口的一个子集,简化了现有软件从Windows其他版本的移植过程。本系统配置的触摸屏型号为IC754CSL06CTD,触摸屏操作界面如图5所示。
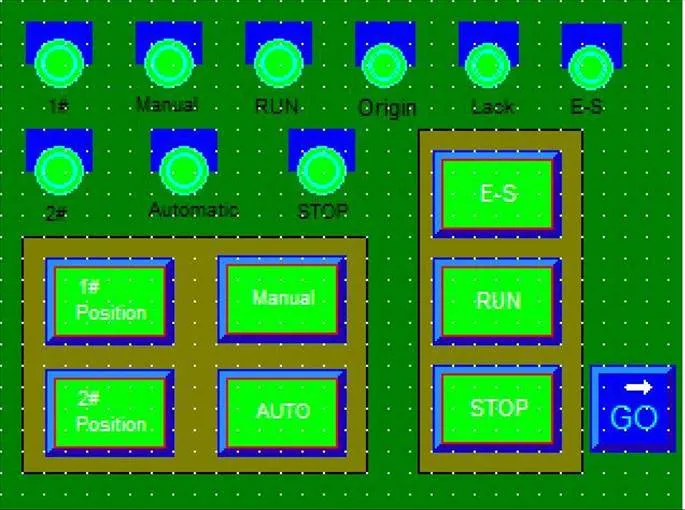
图5 触摸屏操作界面
4.2 系统通信的实现
系统设计主要采用PACSystems RX3i系统的电源模块(IC695PSD040)、CPU(IC695CPU315)、以太网模块(IC695ETM001)、数字量输入模块(IC694ACC300)、数字量输出模块(IC694 MDL754)和运动控制模块(IC695PMM355)、光纤I/O 终端模块(IC695FTB001)、伺服放大器(A06B-6130-H002)、伺服电机(A06B-0115-B203)和HMI显示屏等设备。其中,PAC RX3i控制器结合运动控制模块PMM335实现整个系统的逻辑控制和运动控制。在Proficy ME软件中进行配置后,硬件配置图如图6所示。
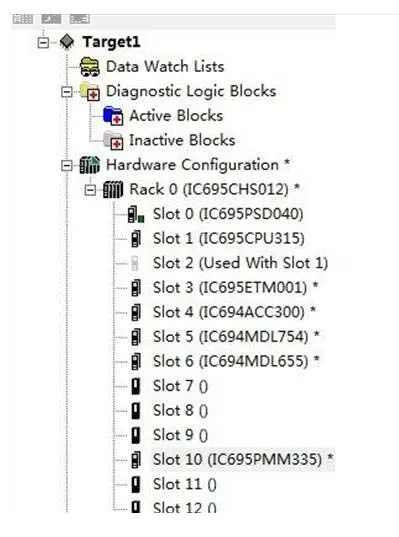
图6 系统硬件配置图
上位机PME主机与下位机PAC Systems RX3i控制器的通信采用以太网通信方式。设上位机IP地址设为192.168.1.10,下位机PAC以太网通信模块IP设为192.168.1.11,HMI触摸屏IP地址设为192.168.1.12。通过PME软件进行硬件组态下载,当 Target1前面的由灰变绿,屏幕下方出现“ Programmer、Stop Disabled、Config EQ”,机柜上PMM335模块的CONFIG指示灯由闪烁变为常绿灯,表明PMM335配置正确;同时FSSB指示灯亮起,表示通信建立成功。
4.3 I/O点的分配
系统采用 GE智能平台的PAC Systems RX3i控制器进行控制,其输入输出地址分配如表1、表 2所示。

表1 输入地址分配表

表2 输出地址分配图
4.4 软件设计
本机械手控制系统采用GE通用编程软件Proficy Machine Edition编程软件进行编程,工作流程如图7所示。

图7 系统工作流程图
5 结语
本系统使用了气动技术、PLC技术、触摸屏技术、伺服电机控制技术等方面设计开发一台气动伺服搬运机械手模型。该系统操作方便、运行可靠,能够自动完成预定动作,具有一定的推广前景。
[1] 张海英等.基于PLC的气动吸盘式工业机械手设计[J].机械工程师,2010(11):32-33.
[2] 胡志刚等.机械手搬运物料精确定位控制系统设计[J].实验技术与管理,2014(6):93-96.
[3] 蒋浩.基于PLC的工业机械手运动控制系统设计[D].南京:南京信息工程大学,2012.
[4] GE Fanuc Automation North America,Inc. PAC System Rx3i 系统手册: GFK-2314[K].GE Fanuc Automation North America,Inc.,2004.
[5] 李庭贵.气动机械手搬运物料精确定位控制系统设计[J].液压与气动,2012(1):54-56.
[6] 张庆良.基于PLC的气动机械手的设计[J].液压与气动,2012(5):121-122.
猜你喜欢
青少年科技博览(中学版)(2023年5期)2023-06-26 09:39:12
微特电机(2020年11期)2020-12-30 19:42:32
装备制造技术(2019年12期)2019-12-25 03:06:36
电子制作(2018年17期)2018-09-28 01:57:00
知识就是力量(2018年7期)2018-07-11 06:39:56
通信电源技术(2018年3期)2018-06-26 06:33:36
工业设计(2016年6期)2016-04-17 06:42:53
通信电源技术(2016年1期)2016-04-16 04:57:29
机电信息(2015年3期)2015-02-27 15:54:53
河南科技(2014年11期)2014-02-27 14:17:10