
巧用跳步指令对零件进行粗精加工
2015-11-23 07:15:14山东省昌乐县中泰宝石学院潍坊262400
金属加工(冷加工) 2015年16期
■ 山东省昌乐县中泰宝石学院 (潍坊 262400)
王海军
1. 指令及零件介绍
“/”是FANUC系统中的一个特殊的编程指令,它要求编写在一个程序段的最前端,它的功能是当程序运行到该段时跳过执行下一段而不执行该段,因此该指令称为跳步指令。但跳与不跳不仅取决于程序段中是否有该指令,而且还取决于操作面板上的跳步功能键是否有效,如果跳步功能键有效,则执行到该段时就跳;如果跳步功能键无效,则该指令就相当于一个空指令而不发挥作用。在实践生产中,一般编程人员往往觉得该指令没有什么用而忽略它的价值,下面向大家介绍一种在数控加工中巧用该指令的方法。编程车削加工如图1所示的零件。
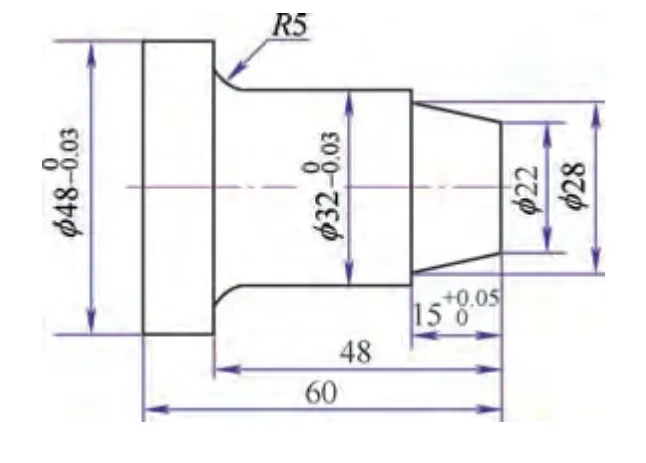
图 1
2. 加工程序
该零件传统的编程方法是用G71指令进行粗车,用G70指令进行精车(在下程序中的N2段后加入G70 P1 Q2)。充分利用好“/”跳步指令,而不使用G70指令,也能方便地实现粗、精车,编程如下:
O0001;
M3S800T0101(外圆车刀)
G0G42X50Z2(毛坯φ50mm)
/G71U1.5R1(跳步)
/G71P1Q2U1W0.1F0.3(跳步)
N1G0X22S1000(精加工起刀段)
G1Z0F0.1
X28Z-15.025
X31.985
Z-43
G2X42Z-48R5
G1X47.985
Z-60
N2X50(精加工结束段)
G0X100
G40Z100
M30
3. 编程操作原理说明
(1)如图1所示,在G71程序段的前面加跳步指令,起动机床时,先让操作面板上的跳步功能键无效,则“/”跳步指令相当于空指令,机床执行G71程序段对零件进行粗加工成形。跳步功能键如图2所示。
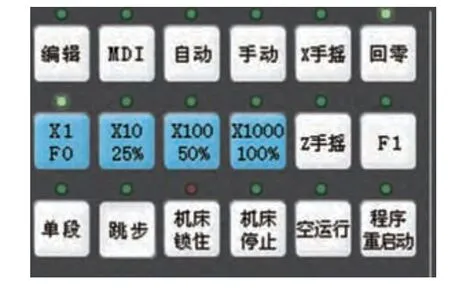
图 2
(2)在粗加工成形后,按下操作面板上的跳步键让其有效,再启动机床加工。在加工过程中,两段G71都会被跳过,机床直接运行N1~N2段对零件进行精车加工。
4. 具体应用
由于机床本身存在加工误差和对刀误差,在实际加工中如何控制好零件精加工的精度是加工的关键。尤其在单件生产、首件试车和技能大赛的工件加工中,更不允许出现任何的失误。该编程方法为控制好零件精加工质量提供了一个很好的途径,在执行G71指令把零件粗车成形后,由于G71指令已经为工件预留了精加工余量,可先测量零件的外径和台阶的长度,然后根据测量的结果使用磨耗补偿功能,让跳步有效直接进行一次半精车,然后再测量补偿,直至最终达到零件的加工精度。
5. 结语
该编程方法的优势在于“不跳进行粗加工,跳就进行精加工”,和传统编程方法相比具有编程直观,操作简便的特点。其他数控车指令如G72、G73以及数控铣床的编程与操作也可参照于此。
猜你喜欢
电动工具(2022年2期)2022-05-18 08:40:38
电脑爱好者(2021年12期)2021-06-22 14:00:56
组合机床与自动化加工技术(2019年11期)2019-11-27 06:13:52
组合机床与自动化加工技术(2018年9期)2018-10-09 07:19:46
中学课程辅导·高考版(2017年5期)2017-06-13 07:35:11
发明与创新·中学生(2016年9期)2016-05-14 16:42:25
印刷技术·包装装潢(2014年7期)2014-10-21 06:45:11
计算机应用文摘(2012年3期)2012-04-29 00:44:03
实验与检验医学(2012年4期)2012-04-13 00:26:55
陕西开放大学学报(2010年2期)2010-08-15 00:52:09
