
直线校正宏程序在加工中心上的应用
2015-11-23 07:15:14湖南长高高压开关集团股份公司长沙410219
金属加工(冷加工) 2015年16期
■ 湖南长高高压开关集团股份公司 (长沙 410219)
刘孝恩 杨家宏 蒋海军
1. 问题论述
作为一名数控加工人员,“拖直”是耳熟能详的术语,也是每一位加工人员必须具备的基本技能。其意是指把所需的基准线或面平行于机床的X或Y轴。现行的通常办法是用榔头敲击工件,不仅耗时(特别是当工件的基准很长时),而且劳动强度较大,特别是当工件不好定位时,生产效率低。了解了问题所在后,笔者试图通过编制宏程序来解决。
2. 计算过程
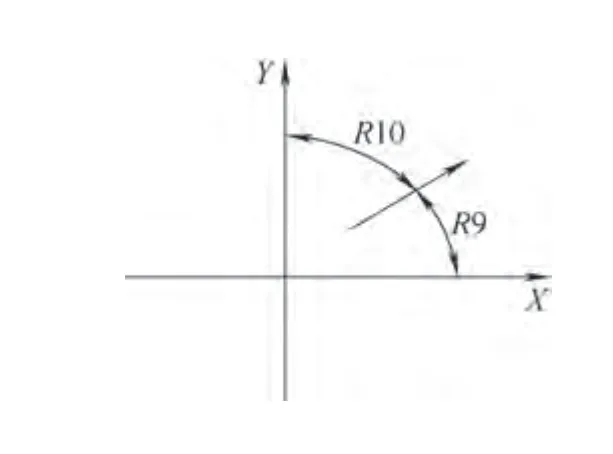
首先在基准线或面上取两个点,然后通过执行宏程序计算出两点连线与机床轴的夹角,再旋转工作台或者坐标系使基准与机床轴平行(见附图)。
以下为取点方法(以平行于机床X轴为例)和计算过程:先将磁力表座吸到机床主轴上,把表移动到基准面的一头并把机床相对坐标归零,记下表的数值。然后将表拖到基准面的另一头记下此时表的差值和机床移动的距离。
N11 R1=0
N21 R2=0 ;(第一个点的坐标)
N31 R3=1000. ;(在X轴上移动的距离)
N41 R4=1. ;(表的差值)
N51 R5=R2-R4
N61 R6=R1-R3 ;(两个点组成的向量)
N71 R7=R6*R6
N81 R8=R5*R5
N91 R11=SQRT(R7+R8) ;(两点之间的距离)
N101 R9=ACOS(R6/R11) ;(与X轴的夹角)
N111 R10=ACOS(R5/R11) ;(与Y轴的夹角)
N121 IF (R9<=90) GOTO AAA
N131 IF (R10<=90)GOTO CCC
N141 GOTO DDD
N151 AAA: IF (R10<=90) GOTO BBB
N161 G91G0C=(-R9);(在第四象限)
N171 GOTO EEE
N181 BBB: G91G0C=(R9);(在第一象限)
N191 GOTO EEE
N201 CCC: G91G0C=(R9);(在第二象限)
N211 GOTO EEE
N221 DDD: G91G0C=(360-R9);(在第三象限)
N231 GOTO EEE
N241 EEE:R12=$AA_IM[C];(当前C轴的机械坐标值)
N251 $P_UIFR[1,C,TR]=R12;
(将坐标值赋给G54)
N261 M2
3. 应用意义
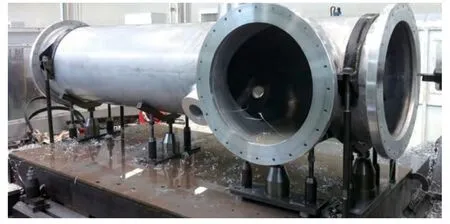
在镗铣床上(带任意角度定位的旋转工作台)加工筒体类零件时,每次加工之前需把筒体的轴线“拖直”使其平行于机床的X轴。由于零件较长(最长的有3m),这一过程往往至少需要20min,不但制约了生产效率并且劳动强度很大。然而通过以上方法可以很好的解决此类问题。
在加工过程中如果夹紧力不足或者切削阻力太大等,会造成工件移位导致基准偏移。在此种情况下必须重新找正基准,并且定位精度比开始加工之前更高、难度也更大,但是使用此种方法能很快捷的解决此类问题。
[1] 孟生才.常见数控系统宏程序编程方法、技巧与实例:SIEMENS参数编程方法、技巧与实例[M].北京:机械工业出版社,2012.
[2] 李锋.高级数控编程培训用书:数控宏程序实例教程(FANUC、SIEMENS、华中)[M].北京:化学工业出版社,2010.
猜你喜欢
北京汽车(2023年1期)2023-03-03 00:50:38
智能制造(2021年4期)2021-11-04 08:54:44
中学生数理化·七年级数学人教版(2020年12期)2021-01-18 06:57:42
语数外学习·高中版上旬(2020年8期)2020-09-10 07:22:44
西南石油大学学报(自然科学版)(2018年4期)2018-08-02 05:42:38
机械研究与应用(2018年3期)2018-07-11 00:25:38
广西电力(2016年5期)2016-07-10 09:16:44
深圳职业技术学院学报(2015年5期)2015-11-30 06:22:22
焊接(2015年9期)2015-07-18 11:03:53
机械工程师(2015年10期)2015-02-02 01:14:01
