
数控机床大修后位置精度的检测与补偿
2015-11-23 07:15:14北京电子科技职业学院100176
金属加工(冷加工) 2015年16期
■ 北京电子科技职业学院 (100176)
张 丽 庄 严 李玉兰 刘文平
滚珠丝杠螺母传动副在数控机床上得到广泛的应用,其作用是将来自电动机的旋转运动转化为机床执行部件的直线运动。数控机床进给运动的位置精度,首先依赖各个传动部件的制造精度,主要是滚珠丝杠螺母传动副高质量;其次是装配人员规范操作确保各个装配步骤的安装精度。但是只依靠以上两个方面还不够,采用先进的测量设备激光干涉仪进行检测与补偿是进一步大幅度提高数控机床位置精度的有效手段。
数控机床的特点是数控系统和机床的有机结合,数控机床位置精度的补偿原理正是应用这一点。采用软件补偿的方法,即通过测量出各目标位置的平均位置偏差,将偏差值叠加到插补指令上,从而使误差得到抵消。一般来说当数控机床加工的零件精度达不到要求时;数控机床经过一年的运行,丝杠各个部分发生了不同程度的磨损,导致其位置精度下降时;或大修的数控机床,特别是丝杠、轴承、导轨和进给电动机重新安装时用于应用激光干涉仪对数控机床位置进行检测与补偿十分必要。
华中数控系统数控车床CAK3665sj经过大修,Z轴丝杠重新安装,用激光干涉仪进行Z轴位置精度的检测与补偿。光路布局如图1所示。
1. 激光光路的准直
(1)准备工作:机床必须调平,之后拆下主轴卡盘,目的是使测量和补偿范围尽可能大,包括加工零件经常使用的部分。

图1 激光干涉仪检测数控车床Z轴位置精度
(2)激光干涉仪各部件的安装与摆放(见图2):分光镜和反射镜安在一起组成干涉镜组,将其安装在数控车床的工作台上,在测量过程中随工作台作Z轴方向的移动。将桥尺安放在紧靠主轴的导轨上并调平,放置反射镜在桥尺上,要求反射镜、干涉镜组安装位置目测高度一致,并在同一Z轴轴线上,反射镜在测量过程中是固定不动的。根据镜组的高度安装三脚架,三脚架必须放置在坚硬的地面上,不能安装在木质的踏板上。再将激光头安装在三脚架上。补偿单元安装在机床侧身防护板上,空气温度传感器,可安装在机床防护板上,材料温度传感器,必须安装在机床本体上。安装激光头数据线、传感器数据线到笔记本电脑,之后打开电脑,运行线性测量软件。

图2 光学镜的摆放
(3)干涉镜的准直:通过调节使Z轴在整个移动范围内激光光束始终能击中干涉镜上的白色光靶,调节的要点是干涉镜与激光头靠近时,调整激光头的位置,即调节云台上平移旋钮和三脚架的高度旋钮。当干涉镜与激光头远离时,调整激光头的角度,即调节云台上扭摆旋钮和俯仰旋钮。
(4)反射镜的准直:移动工作台,使干涉镜与反射镜靠近。调节反射镜的位置和高度,使从干涉镜射出的光束射到反射镜光靶上。取下光靶,通过调节,使Z轴在整个移动范围内测量光速与参考光束始终能够重合,并准确返回激光头回光孔。此时光路准直成功,激光头上的光强指示灯五盏灯全显示为绿色。
2. 数控机床Z轴的位置精度的检测
光路准直成功后,确定测量开始点为-300mm;测量终点为0mm(Z轴参考点)。机床Z轴参考点必须是一个被测量和补偿的点,所以测量间隔选定50mm。测量时Z轴应从负方向向正方向运动。根据以上数据编写程序及定义测量软件,并满足五遍测量的要求。
运行测量程序,采集各个点的误差数值,误差值就是当前激光读数与当前目标位置之间的差值,并5遍采集数据。
数据分析,误差数据曲线如图3所示,位置精度数据如表1所示。

表1 补偿前位置精度数据统计 (单位:μm)
3. 生成补偿数据
完成生成补偿数据的参数定义,图表类型选择“均值补偿”,选择依据是从误差图形上分析,反向间隙较为均匀。补偿类型选择“绝对值”。相关参数定义如图4所示。
补偿数据如表2所列。

图3 误差数据曲线
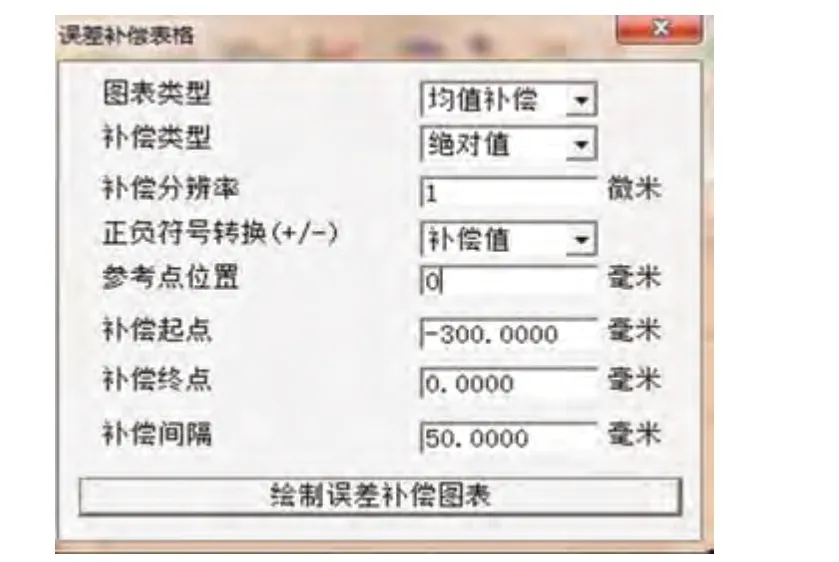
图4 误差补偿表格
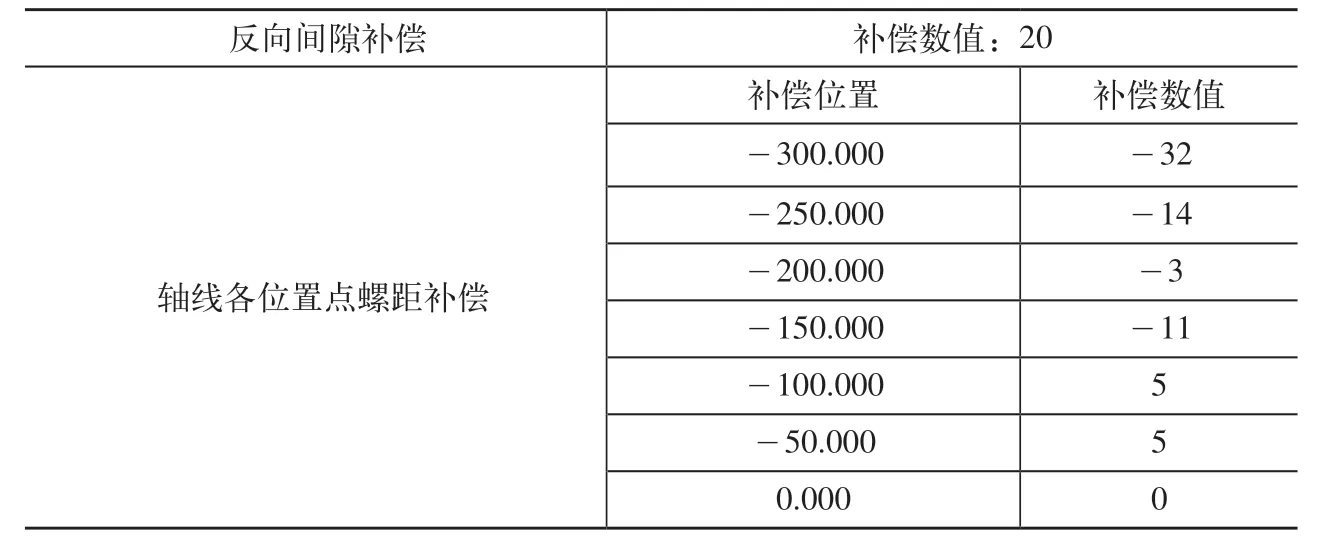
表2 补偿数据 (单位:μm)
根据误差补偿图表,完成华中世纪星系统轴(Z轴)补偿参数设置。补偿后,再一次检测数控车床Z轴位置精度,位置精度数据如表3所示。

表3 补偿后位置精度数据 (单位:μm)
补偿前后定位精度、重复定位精度均得到很大的提高。通过补偿,数控机床的性能得到极大的改善。发挥出最佳的机床性能。
4. 确保补偿成功的操作要点
(1)根据机床的现状,合理进行光学镜组的布局。光学镜摆正,及平行于X轴或Z轴。
(2)三脚架必须放置在坚硬的地面上,不能安装在木质的踏板上。在目测情况下尽量将激光头放正,即垂直于数控车床的Z轴。云台上的位置控制旋钮预先调至中间位置,这样可以极大地方便光路的准直工作。
(3)准直干涉镜的操做要点:当干涉镜移近激光头时,调节激光头的位置,即平移和高度调节;当干涉镜远离激光头时,调节激光头的扭摆和俯仰旋钮。
(4)测量时,被测轴必须从负方向朝正方向运行,参考点必须是被测量及补偿的点。
(5)合理的选择“均值补偿”和“各自补偿”方案。选择依据是从误差图形上判断,本例反向间隙较为均匀,可以选择均值补偿,否则各自补偿效果会更好。
(6)补偿数据输入轴补偿参数后,根据系统要求操作机床(重启或复位)。再一次做位置精度检测时,增量型编码器的机床一定要执行返回参考点操作,确保轴补偿数据生效。
[1] 华中数控股份有限责任公司. HNC-21数控装置参数说明书[E]. 武汉:华中数控股份有限责任公司,2006.
[2] Renishaw 公司. 雷尼绍校准产品培训教材[E]. 英国:Renishaw 公司,2009.
猜你喜欢
新能源科技(2022年9期)2022-11-20 19:28:56
环境技术(2020年1期)2020-03-06 11:41:02
制造技术与机床(2019年12期)2020-01-06 03:17:48
制造技术与机床(2019年12期)2020-01-06 03:17:26
制造技术与机床(2018年12期)2018-12-23 02:41:20
电子制作(2018年10期)2018-08-04 03:24:46
制造技术与机床(2017年4期)2017-06-22 11:18:05
电子制作(2017年20期)2017-04-26 06:57:41
光学精密工程(2016年6期)2016-11-07 09:07:15
光学精密工程(2016年1期)2016-11-07 09:01:50
