杭长高速铁路钢轨预打磨对短波不平顺的影响
2015-11-22 02:49毛晓君
华东交通大学学报 2015年4期
毛晓君
(上海铁路局科学技术研究所,上海200071)
高速铁路是铁路运输客运高速化发展的必然产物,高速度、高密度、高舒适性和高安全性已成为其显著特征。高速铁路的安全、平稳、高速运行是以良好的线路质量状态为前提的,这对养护维修工作提出了更高的要求。
打磨作为钢轨病害预防和修理的有效手段,已广泛应用于高速铁路的养护维修工作中。通过打磨可修复或减轻轨面伤损,预防接触疲劳、波磨等病害的产生[1-2],有效改善轮轨匹配关系,提高列车运行品质,延长钢轨使用寿命。高速铁路钢轨打磨分为预打磨、预防性打磨和修理性打磨[3]。
预打磨是对铺设上道的新钢轨的打磨,目的是去除轨面脱碳层,消除钢轨在生产、焊接、运输和施工过程中产生的表面缺陷,优化轨头廓形,改善焊接接头平顺性[4]。钢轨预打磨的深度在非工作边处一般大于0.2 mm,轮轨主要接触部位大于0.3 mm。为了实现预打磨廓面以及保证打磨后轨面的粗糙度,一般48磨头打磨车作业次数为4遍,96磨头打磨车作业次数为2遍。钢轨预打磨应在线路正式开通运营前或开展试验运行前完成。预打磨作业的验收,采用廓面检测仪对打磨后的钢轨廓面进行检查,主要从打磨后车轮走行光带宽度、焊接接头平直度、轨面粗糙度、磨面宽度等角度进行评价[5]。其中对于预打磨后的轨面粗糙度,法国高速铁路要求小于5 μm,英国要求小于7 μm,我国铁路参照欧洲标准规定小于10 μm。
钢轨打磨作业时,列车振动及钢轨表面的不平顺会对打磨机构产生位置扰动和打磨压力波动,影响打磨作业质量甚至会使钢轨平顺性变差[6]。姚湘静等[7]发现上海地铁2号线波磨分布在200 mm与60 mm处形成2个峰值,打磨作业虽降低了轨面整体粗糙度,但仍不能完全消除上述两个特征波长。毛文力等[8]发现PGM-48型钢轨打磨车作业一定遍数后,波磨深度随打磨遍数的增大而增大,由此找出了打磨后波磨深度变化的临界值。目前因打磨作业引起的轨面粗糙度、波磨、噪声等问题逐渐引起国内外学者的关注。
轨面短波不平顺是指钢轨表面波长小于1 000 mm的不平顺,包括轨面不均匀磨耗、轨面擦伤、剥离掉块、焊缝不平顺等[9]。它不仅会引起高频轮轨接触力,加快轨道部件伤损断裂[10-11],而且是轮轨滚动噪声[12]的主要激发源,直接影响了高速铁路的安全性和舒适性;因此,对高速铁路对轨面短波不平顺的控制和管理日益得到重视。本文以杭长高速铁路钢轨预打磨为例,从轨面短波不平顺角度评价和分析高速铁路预打磨效果,旨在以一个新的视角为我国高速铁路预打磨作业带来一定思考。
1 数据预处理
在杭长高速铁路轨道精调完成后的联调联试期间,进行了钢轨预打磨作业。为评价预打磨作业效果,分别在预打磨前后对线路平顺性进行检测,得到原始检测数据。
由于人工标定、传感器随温度变化产生零点漂移、周围环境的干扰以及数据传输等原因,原始检测数据会一定程度的偏离基线,产生趋势项和异常值,进而影响对预打磨作业效果的分析。为此对原始检测数据进行数据预处理,包括趋势项消除和异常值剔除两方面。
采用最小二乘法对原始检测数据中的三阶趋势项进行拟合去除。异常值采用3‰的判断标准[13],将任意两点中间位置的不平顺幅值减去该两点不平顺幅值的中值除以上述两点距离的一半,作为该段的不平顺变化率。若变化率大于3‰,说明中间点幅值存在突变,用前后两点不平顺幅值的均值作为中间点不平顺数值的修正,实现异常值的去除。
本文以杭长高速铁路金华西站220#道岔岔前近150 m的检测数据为例,从均方根滑动平均值和峰峰值滑动平均值以及1/3倍频程3个角度,对预打磨前后的轨面短波不平顺进行分析和评价。
2 滑动平均值分析
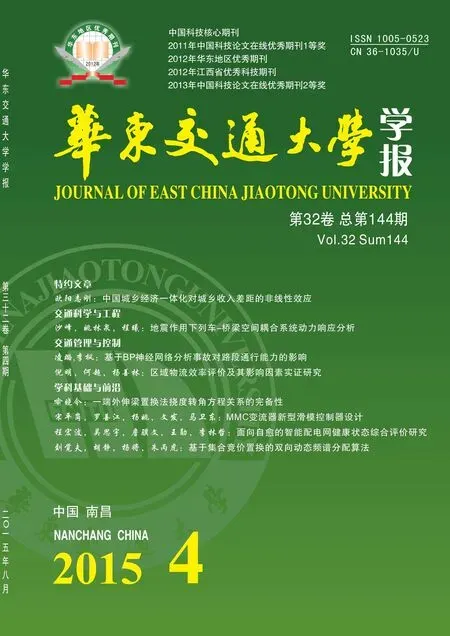
欧洲铁路按照EN 13231-3:2006 标准[14],从均方根和峰峰值两个角度按10~30 mm,30~100 mm,100~300 mm,300~1 000 mm 4个波长范围对打磨作业后钢轨纵向平顺程度进行评价验收。这4个波长范围为钢轨短波不平顺等纵向不平顺的主要波长范围,滤波长度(窗宽)、均方根滑动平均值限值、峰峰值滑动平均值限值如表1所示。
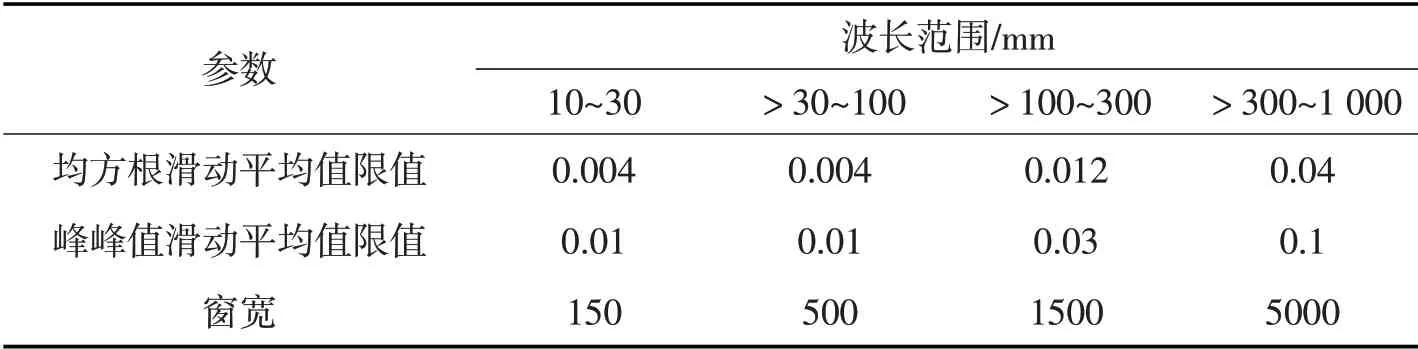
表1 EN 13231-3:2006的波长范围及限值Tab.1 Wave length range and its threshold value in EN 13231-3:2006
此外,EN 13231-3:2006还根据铁路等级对超限数量进行评价,评价标准见表2。
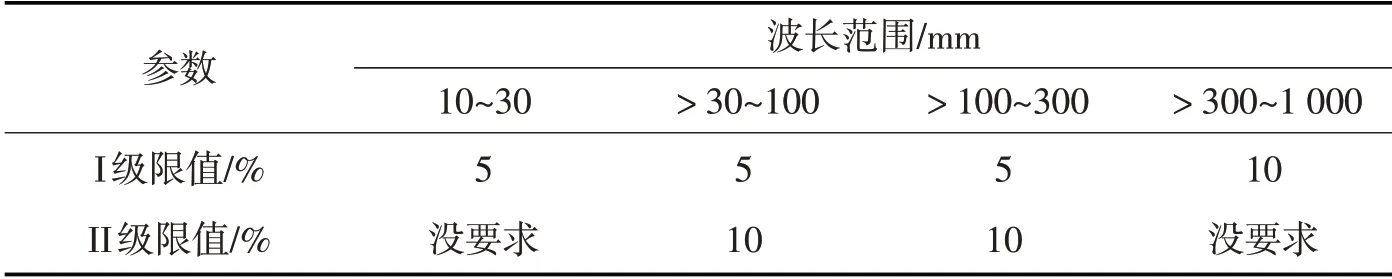
表2 均方根幅值或峰峰幅值超过限值的允许百分比Tab.2 Allowed percentage of over limited RMS or peak-to-peak value
将预处理后的检测数据按上述4个波长范围用四阶巴特沃斯滤波器进行带通滤波,得到各波长范围内的轨面不平顺数据。
2.1 均方根滑动平均值
钢轨纵向不平顺的均方根(RMS-root mean square)是轨面不平顺的有效值,其数值大小从均值角度反映钢轨的纵向平顺度,计算示意图如图1所示。
图1 均方根计算示意图Fig.1 Schematic diagram of RMS calculation
yi为滤波后各波长范围内采样点处的钢轨表面不平顺幅值,mm;L为窗口宽度,各波长范围内均方根滑动平均值的窗口宽度取值见表1;n为对应窗口宽度内的采样点数。则钢轨表面纵向不平顺的均方根如公式(1)所示。


本文m取3,即取相邻3个均方根的平均值作为滑动平均值,将计算得到的滑动平均值与表1中的标准限值对比,得到超限个数与超限百分比。预打磨前后均方根滑动平均值对比如表3所示。

表3 金华西220#道岔岔前预打磨前后均方根滑动平均值对比Tab.3 Comparion of RMS moving average in west Jinhua station 220#turnout before and after pre-grinding
由表3可知,按照EN 13231-3:2006标准中的限值,预打磨前钢轨纵向平顺性较差。均方根滑动平均值较多个数超限,特别是30~100 mm波长范围内,左右股钢轨超限百分比超过了1/3。说明新轨在生产、运输、铺设以及联调联试过程中会产生一定短波不平顺,波长集中在300 mm以下。
经过预打磨之后,均方根滑动平均值明显变小,4个波长范围内左右股钢轨的超限百分比都控制在5%以下,达到I级标准。从均方根滑动平均值角度,钢轨预打磨效果明显。
2.2 峰峰值滑动平均值
峰峰值是钢轨纵向不平顺波形图中局部最大值与局部最小值的差值,其数值大小从幅值角度反映钢轨的纵向平顺度,计算示意图如图2所示。
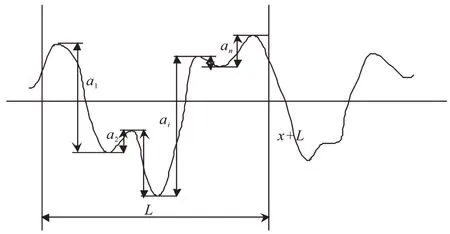
图2 峰峰值滑动平均值计算示意图Fig.2 Schematic diagram of peak-to-peak moving average calculation
L为窗口宽度,各波长范围内峰峰值滑动平均值的窗口宽度取值见表1;ai为滤波后各窗宽范围内的峰峰值,mm;n为窗口宽度内峰峰值的个数。则窗口宽度内钢轨表面纵向不平顺的峰峰值滑动平均值如公式(3)所示。

以二分之一窗口宽度为移动步长,将计算得到的滑动平均值与表1中的标准限值对比,得到超限个数与超限百分比。预打磨前后均方根滑动平均值对比如表4所示。
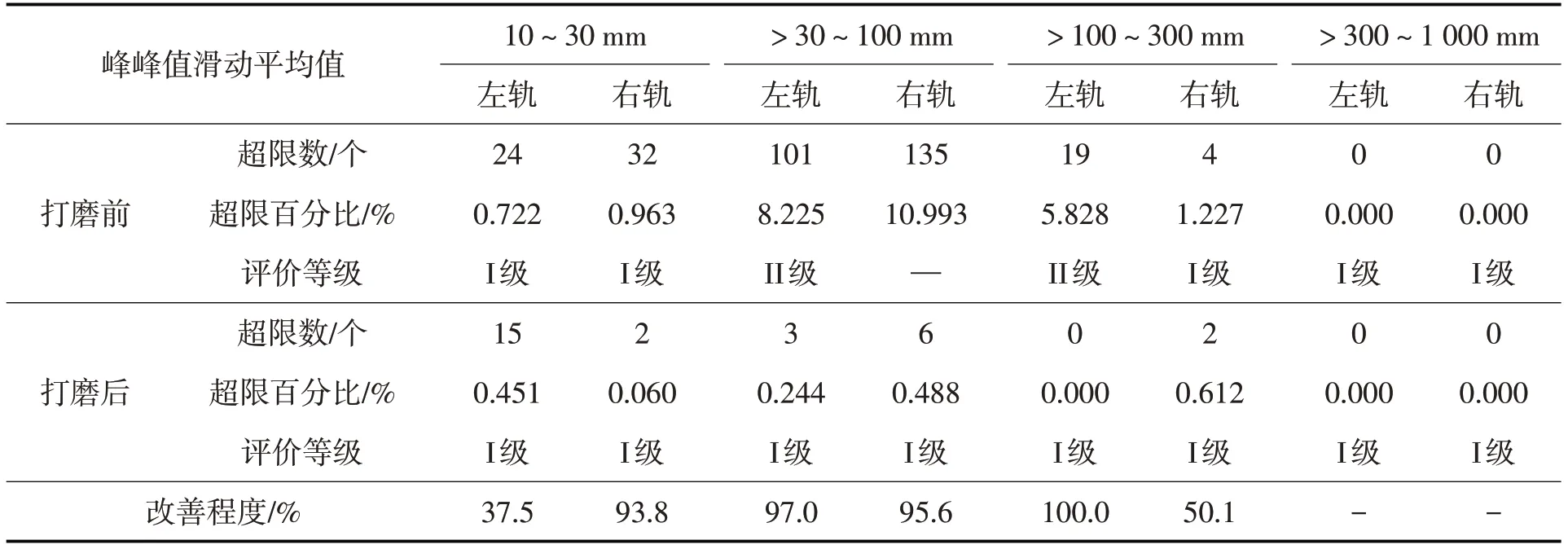
表4 金华西220#道岔岔前打磨前后峰峰值滑动平均值对比Tab.4 Comparison of peak-to-peak moving average in west Jinhua station 220#turnout before and after pre-grinding
表4表明,在钢轨预打磨前的新轨中,30~100 mm波长范围内的峰峰值滑动平均值超限较为严重,这和表3从均方根滑动平均值角度分析得到的结果一致;但相比于均方根滑动平均值而言,峰峰值的超限百分比较小,多数在预打磨前已经达到I级、II级标准。
此外,预打磨作业仍明显降低了峰峰值滑动平均值的超限百分比,使各波长范围内的超限百分比都控制在1%以下,达到I级标准;因此从峰峰值滑动平均值角度看,钢轨预打磨效果明显。
3 三分之一倍频分析
1/3倍频程是一种频域分析方法,它具有谱线少、带宽的特点,常用于频带范围较宽的随机振动测试分析等[15]。轨面粗糙度水平是指经1/3倍频带通滤波后,对每一带宽内的波形计算其均方根(见公式(1)),除以参考值r0后,换算到水平级,从而对轨面短波不平顺进行衡量。对于一段测量长度为L的轨面不平顺,经1/3倍频带通滤波后在某一带宽k内的均方根计算如公式(4)所示。

式中:Lk为不平顺度水平,dB;rk为在带宽k内轨面不平顺的均方根值(RMS),μm;r0为参考不平顺值,取r0=1 μm。
欧洲铁研究所(European Rail Research Institute—ERRI)采用德国Müller-BBM 公司开发的mbbm-RM1200 轨面不平顺度测量仪对钢轨轨面粗糙度进行了不平顺度测量,根据其测量数据的统计,得出ISO3095轨面粗糙度水平标准限值[16]。各波长处对应的粗糙度水平标准限值如表5所示。

表5 ISO-3095:2005(E)轨面粗糙度水平标准限值Tab.5 Standard limited value of rail ronghness level in ISO-3095:2005(E)
对金华西站220#道岔岔前区域预打磨前后短波不平顺数据进行1/3倍频分析,并与标准限值对比,如

图3 金华西220#道岔岔前左轨、右轨预打磨前后1/3倍频程对比Fig.3 Comparion of 1/3 OCT in west Jinhua station 220#turnout before and after pre-grinding
从左右轨预打磨前后1/3倍频程分析可知,与ISO 3095标准限值相比,预打磨前左股钢轨超限波长集中于50 mm以下及100~200 mm短波范围内;右股钢轨预打磨前的平顺度略高于左股,超限波长集中于50 mm以下但在100~200 mm范围内仅有100 mm的波长小幅值超限。由此说明,新轨在生产、运输、铺设及联调联试过程以波长小于50 mm的超短波不平顺病害为主。
经预打磨作业后,钢轨轨面1 m以下的短波不平顺在各个波长范围内都有不同程度的改善,钢轨预打磨作业效果良好。左右股钢轨在8~25 mm范围内的短波不平顺虽有不同程度的下降,但仍超过ISO3095的标准限值。说明目前钢轨打磨作业对上述波长范围的短波不平顺改善量有限。此外,从图3预打磨后的1/3倍频程谱线中可以看出,左右股钢轨在波长25 mm以下的短波范围内,均存在一个20 mm波长的峰值。该周期性短波不平顺的出现是钢轨打磨作业引起的,与打磨砂轮转动频率f和打磨车前进速度v有关,是二者共同作用的结果[17],称为磨石波长λ。λ可由公式(5)计算得到。

式中:v是指打磨车作业时的前进速度,km·h-1;f是打磨砂轮的转动频率,Hz。
一般打磨砂轮的转动频率为60 Hz,打磨作业前进速度是6~8 km/h。在这种模式下,由钢轨打磨作业产生的粗糙度波长为27.8~37.0 mm,与中心波长为20 mm的波长范围接近。
国外学者Nielsen等研究发现,波长为10~100 mm的轨面短波不平顺是引起轮轨滚动噪声的主要波长范围[18];因此,轮轨噪声在打磨作业完成后的初始几天内会变大,但随着轮轨滚动接触碾压作用的出现,噪声会有一定程度的下降。
4 结论
高速铁路的高速度、高密度、高舒适性和高安全性对线路养护维修工作提出了更高的要求,尤其是对轨面短波不平顺的控制和管理。本文以杭长高速铁路钢轨预打磨为例,从轨面短波不平顺角度分析高速铁路钢轨预打磨作业的效果,得到以下几点结论:
1)从均方根和峰峰值的滑动平均值角度分析,预打磨前左右股钢轨均方根滑动平均值超限严重,超限波长集中于30~100 mm波长范围内。预打磨作业使二者的超限百分比分别控制在5%,1%以下,均达到I级标准。
2)从1/3倍频程角度分析,预打磨前左右股钢轨超限波长集中于100~200 mm短波范围内。预打磨作业使1 m以下的短波不平顺在各个波长范围内均有不同程度的改善,但对8~25 mm波长范围的短波不平顺改善量有限,仍高于标准限制。且由于打磨砂轮转动频率和打磨车前进速度的共同作用,预打磨后20 mm波长的周期性短波不平顺较为突出。
3)从均方根滑动平均值和峰峰值滑动平均值角度分析得到的预打磨作业效果和从1/3倍频程角度分析得到的结论存在一定出入,由此说明对高速铁路钢轨预打磨作业效果的评价应采用不同方法从不同角度进行全面分析,这样才更科学。
[1]金学松,杜星,郭俊,等.钢轨打磨技术研究进展[J].西南交通大学学报,2010,45(1):1-11.
[2]郭俊,刘启跃,王文健,等.钢轨打磨对轮轨滚动接触斑行为影响研究[J].铁道建筑,2009(12):92-94.
[3]刘月明,李建勇,蔡永林,等.钢轨打磨技术现状和发展趋势[J].中国铁道科学,2014,35(4):29-37.
[4]王庆方,许玉德,周宇,等.高铁钢轨预打磨效果及轨面不平顺分析[J].华东交通大学学报,2012,29(2):1-5.
[5]许永贤,曾树谷.客运专线钢轨打磨验收标准概述[J].铁道建筑,2006(6):62-65.
[6]CHEN H,ISHIDA M.Influence of rail surface roughness formed by rail grinding on rolling contact fatigue[J].Quarterly Report of RTRI,2006,47(4):216-221.
[7]姚湘静.上海轨道交通2号线钢轨波磨分布及其打磨作业效果分析[J].城市轨道交通研究,2014,17(8):78-82.
[8]毛文力,汤国华.钢轨打磨车打磨作业后轨顶不平顺度的研究[J].铁道建筑,2009(10):98-100.
[9]罗林,张格明,吴旺青,等.轮轨系统轨道平顺状态的控制[M].北京:中国铁道出版社,2006.
[10]NIELSEN J C O.Rail roughness level assessment based on high-frequency wheel-rail contact force measurements[J].Noise and Vibration Mitigation,2008,99:355-362.
[11]徐庆元,曹扬风,周小林,等.短波随机不平顺对列车-板式无砟轨道-路基系统振动特性的影响[J].中南大学学报:自然科学版,2011,42(4):1105-1110.
[12]THOMSON D J.On the relationship between wheel and rail surface roughness and rolling noise[J].Journal of Sound and Vibration,1996,193(1):149-160.
[13]张曙光,康熊,刘秀波,等.京津城际铁路轨道不平顺谱特征分析[J].中国铁道科学,2008,29(5):25-30.
[14]Technical Committee CEN/TC256.EN 13231-3, Railway applications-Track-Acceptance of works-Part 3: Acceptance of rail grinding,milling and planning work in track[S].British:[s.n],2006.
[15]王济,胡晓.MATLAB在振动信号处理中的应用[M].北京:中国水利水电出版社,2006.
[16]Technical Committee CEN/TC256.IS03095,Railway applications-acoustics-measurement of noise emitted by rail bound vehicles[S].Switzerland,2005.
[17]郑博文.钢轨打磨型面参数设计研究[D].成都:西南交通大学,2012.
[18]NIELSEN J C O.Rail roughness level assessment based on high-frequency wheel rail contact force measurements[J].Noise and Vibration Mitigation,2008,99:355-362.
猜你喜欢
计算机与生活(2022年1期)2022-01-18
装备制造技术(2020年2期)2020-12-14
湖南工业大学学报(2020年6期)2020-11-27
今日农业(2019年12期)2019-08-15
少年文艺·开心阅读作文(2019年5期)2019-05-28
铁道建筑(2018年12期)2019-01-05
少年文艺·开心阅读作文(2017年10期)2017-10-26
少年文艺·开心阅读作文(2016年10期)2016-09-10
少年文艺·开心阅读作文(2016年10期)2016-09-10
铁路通信信号工程技术(2014年4期)2014-02-21