
调整工艺参数提升系统的稳定
2015-11-17 02:37:58石新平李宪和
橡塑技术与装备 2015年13期
石新平,李宪和
(1. 风神轮胎股份有限公司,河南 焦作 454003;2. 龙光影视设备有限公司,河南 焦作 454003)
调整工艺参数提升系统的稳定
Adjusting process parameters to improve system stability
石新平1,李宪和2
(1. 风神轮胎股份有限公司,河南 焦作 454003;2. 龙光影视设备有限公司,河南 焦作 454003)
外胎硫化改为变温硫化后,出现了供回水压力波动大,报警频繁和循环泵汽化的问题。现将供水付调前与回水调节阀前加一DN50阀门联通后,系统运行稳定,基本解决以上问题。
硫化工艺;自动控制;工艺参数;系统稳定
我公司80万套硫化生产线的工艺介质高温循环水、蒸汽、低压水等均由动力站供应。具体的工艺流程是:①外供软化水到零压罐,经水泵到0.5 MPa罐,经热水泵进入除氧器;②外供蒸汽进入除氧器,加热软化水,除去水中氧气,提高水的温度和胶囊的利用率;③蒸汽入硫化厂房供硫化机外、内压用。外压汽冷凝后回0.5 MPa罐;④除氧器水经高温循环泵: 一路经供水付调回到除氧器,另一路经硫化机、回水调节阀到除氧器。硫化结束后,胶囊水回到0.5 MPa、零压罐。动力站恒压供水系统由 1~5号变频泵组成。其中3~5号供硫化新系统52台硫化机。工艺流程图如图1所示。
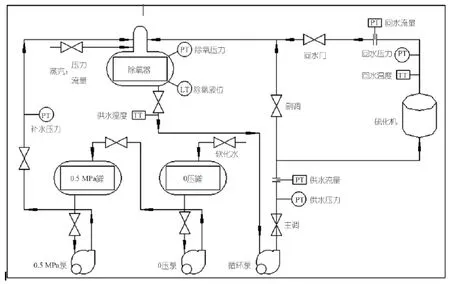
图1 工艺流程图
1 外胎硫化工艺(内压部分)
硫化工艺调整前,内压加入0.9 MPa蒸汽5 min关闭,然后加入热循环水2.65 MPa,循环50 min,硫化结束。调整后内压加入1.5 MPa蒸汽5 min关闭,然后加入热循环水2.65 MPa循环28 min,关闭并保压20 min,硫化结束。现将硫化机工艺调整前、后,动力站部分介质数据如下。
(1)供水数据对照见表1。
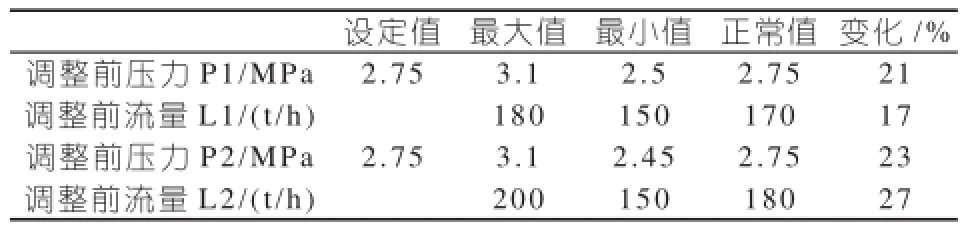
表1 调整前后供水数据对照
(2)回水数据对照见表2。
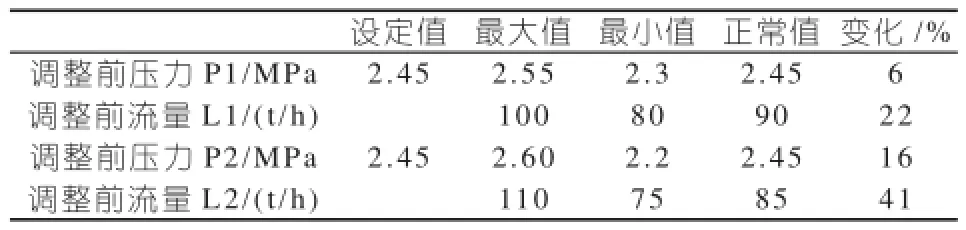
表2 调整前后回水数据对照
(3)变频器输出及供、回水的状况见表3。
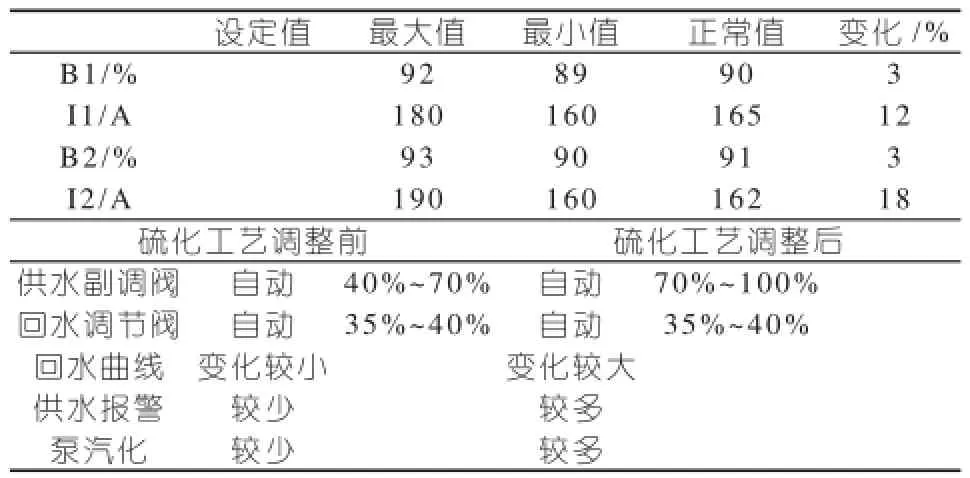
表3 调整前后变频器输出对照
硫化工艺调整后供回水曲线见图2。
2 硫化设备对动力站供水工艺的影响
(1)操作状况 :每人负责6~7台设备,装出胎时间 8 min。
(2)硫化机工况:硫化系统共有52台硫化机,其中,停止8台,装胎时用水量比较大,产生突变,对系统产生降压干扰。
保压10台,前期用水瞬间变小,产生突变,对系统产生升压干扰。
循环34台,用水量稳定,对系统有隐形干扰。
通过以上数据分析,影响过热水压力稳定有以下方面: 硫化工艺,恒压变频供水系统,除氧压力系统,供水压力(付调)系统,回水压力调节系统。
除氧器压力变化较小,0.76~0.84 MPa,影响泵的来水压力,尽量减小高低压差,保持除氧器压力稳定。供水压力调节(副调):保压:对热循环水压力进行辅助调节,循环泵不汽化需最小流量(输出优于变频速度,开度:60%~90%)回水调节,速度应缓慢,保证回水压力及硫化机所需最小流量,开度:35%~40%。
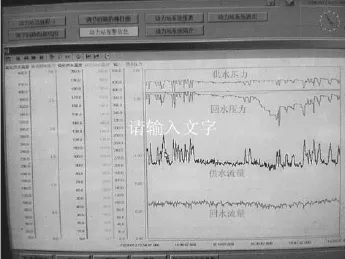
图2 调整后供回水压力、流量曲线
变频控制系统应该是关注的重点,硫化机台多,装出锅频繁,负荷变化无常,干扰源多,要求变频控制系统不仅速度响应快,克服硫化机同时装锅,还应有超调部分。正确调整控制器比例、积分和微分(PID)参数和变频器加减速时间,不应使变频产生过电压、过电流,引起停泵,使循环水掉压力的事故。
硫化工艺调整后,回水压力最高2.60 MPa,最低2.20 MPa,正常2.45 MPa,变化16%;回水流量最大110 t/h,最低75 t/h,正常85 t/h,变化41%,也就是说回水系统各个参数变化较大。回水是过热水经硫化机回到除氧器,回水压力调节好坏可以间接地反映供水压力系统的工况。若回水压力从最低点2.20 MPa,提到2.30 MPa,回水流量从85 t/h提高95 t/h,但是提高回水压力和流量等于提高供水压力和流量,会增加变频器的负荷。那么会对变频控制系统产生多大影响,现分析如下:
过热水进除氧器有两路,一路经供水调节阀(副调),另一路经回水调节阀。供水调节阀(副调)参加压力调节,使热水泵减少汽化,开度:70%~90%,动作较快。回水调节阀也参与压力调节,动作比较缓慢,开度:35%~40%。如果变频器输出不变,回水阀门开度不变,经过副调管路的流量不变,适当关小供水副调阀门,并使一部分水经回水调节阀回到除氧器,系统的回水压力会有多大变化,供水压力会受到多大的影响?供水压力较高2.75 MPa,回水2.45 MPa,若增加回水流量,补偿硫化工艺调整后减少的流量,势必会提高回水压力,相对提高供水压力,使变频响应迅速,减小供水压力波动,系统应趋于稳定。动力站工艺改进后的流程图如图3。
将供水副调前与回水调节阀门前用DN50阀门进行管路连接后,各数据变化如表4所示。供回水压力、流量曲线如图4所示。
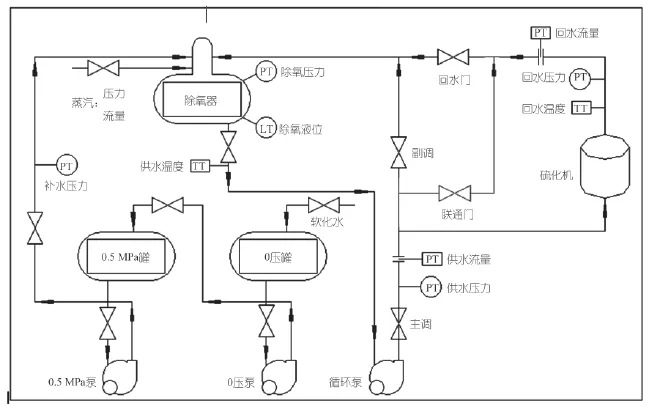
图3 改进后的动力站工艺程图
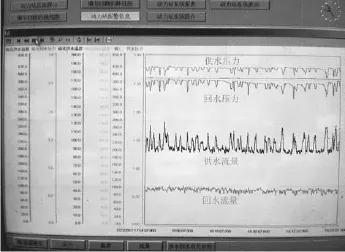
图4 安装DN50阀门后供回水压力、流量曲线
表4中数据在供水副调开度60% ,回水调节阀38%测定。由数据分析可知,联通后,系统发生质的变化,供水系统和回水系统的最大值适当降低,最小值有效地提高,变频器负荷变化相对较小,供水压力比较稳定,完全可以满足工艺需求。
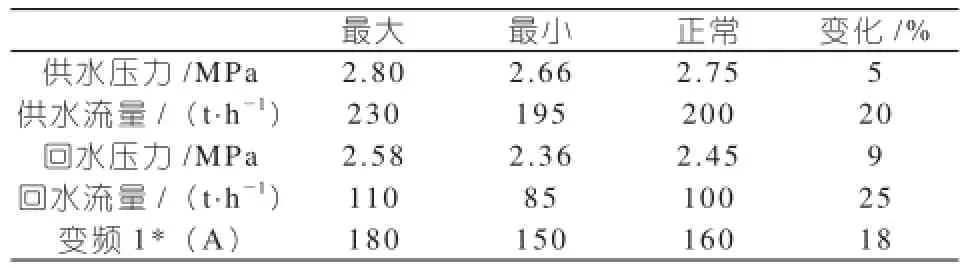
表4 安装DN50阀门后供回水数据变化对比
从硫化外胎的过程看,热循环水循环时间相对减少,用水量相对减小,将两台变频泵运行改为单台变频泵运行成为可能,那时可关小回水阀门 、副调阀门及联通门,将有效提高系统的部分稳定。不仅节约电能,更主要增加了备用泵,现阶段看,意义很大。
3 结束语
该系统调整工艺参数、管路后,设备运行比较稳定,系统非正常运行报警明显减少,解决了硫化负荷变化大,热水泵频繁汽化,压力异常变化的问题,稳定了供水压力,有力保证了生产的正常运行,提升了控制系统的稳定性,保证了产品质量,为生产优质高性能轮胎提供了有力的保障。
TQ330.47
1009-797X(2015)13-0053-03
B
10.13520/j.cnki.rpte.2015.13.016
石新平(1962-),男,仪表技师,1989年毕业于洛阳工学院计量测试专业,主要从事设备仪表维护工作。
2014-12-24
猜你喜欢
仪器仪表用户(2022年10期)2022-09-29 04:36:58
仪器仪表用户(2022年9期)2022-08-30 05:39:48
仪器仪表用户(2022年4期)2022-04-01 03:17:02
石油化工自动化(2018年5期)2018-11-14 02:34:26
电站辅机(2017年3期)2018-01-31 01:46:41
中国设备工程(2018年12期)2018-01-30 02:56:51
电子测试(2017年23期)2017-04-04 05:07:02
橡胶工业(2015年10期)2015-08-01 09:06:10
橡塑技术与装备(2015年3期)2015-02-24 08:40:53
橡胶工业(2015年4期)2015-02-23 23:29:38
