
高强钢在电力输变电工程中的应用及其关键焊接技术
2015-11-16 06:05赵连桂
金属加工(热加工) 2015年20期
赵连桂
1. 高强钢的应用
随着电网建设的飞速发展,对输变电构架结构的安全性、可靠性和经济性要求越来越高。通过提高钢材强度,不但可以减少钢材用量、降低成本、节约资源,而且还可以提高结构承载能力、降低结构风载阻力,优化结构特点。因此,近些年低合金高强度结构钢(简称高强钢)在电力输变电铁塔工程中得到了大量应用。目前,电力输变电铁塔工程应用较广泛的高强钢有Q345、Q420和Q460三种。随着冶金技术的发展、加工技术的进步,高强钢的应用也在不断提高,输变电线路工程建设也在研究和尝试更高强度高强钢的应用,如Q500、Q550和Q690。
2. 高强钢的特点
低合金高强度结构钢与一般的碳素结构钢相比,具有更高的强度、硬度和承载能力,可大幅降低结构自身尺寸而有效保证其强度满足结构的要求,高强钢结构还具有结构自重轻、风阻系数小、结构简洁、传力清晰及制造成本低等优点。
3. 高强钢的焊接性及难点
高强钢是通过增加材料内部化学成分和优化加工工艺等方法达到提高强度的目的,随着自身强度的提高,其焊接性也随之变差。目前,应用较广泛的Q3 45高强钢是强度适中、焊接性极佳的普通高强钢(也称普低钢)。Q420和Q460高强钢强度较高且制造成本增加幅度不大,因此近些年在输变电铁塔制工程中得到了大量应用。GB50661《钢结构焊接规范》中将Q420划分为较难焊接金属,Q46 0划分为难焊接金属,实际焊接施工过程中常见的质量问题有焊接热裂纹和冷裂纹,且控冷控轧状态交货的高强钢焊接后接头易出现焊后强度大幅降低的现象,因此焊接时需采取适当的焊接工艺措施,才能保证焊接接头的性能满足技术规范和使用要求。
4. 高强钢焊接工艺要点
(1)坡口加工 坡口宜采取机械加工的方式进行,且坡口角度宜小不宜大,避免过多的填充金属造成母材与熔敷金属过大的稀释及焊接变形。采取热切割加工坡口,应将坡口面的淬硬层去除,避免造成焊接接头晶粒粗大和脆硬现象。
(2)焊前准备 第一,施焊前,确保现场环境条件满足施焊条件的要求:相对湿度≤80%;现场风速≤2 m/s;现场温度:Q345焊接时≥0℃,Q420和Q460焊接时≥5℃;当现场温度低于规定温度时,应采取焊前预热的方式降低焊接接头的冷却速度。焊前预热温度应根据接头形式和母材厚度确认,如十字接头和母材厚度>20mm时,预热温度应控制在120~150℃,非十字接头和母材厚度≤20mm时,预热温度应控制在100~120℃。对于十分重要的焊接接头,即使现场温度满足要求但母材厚度>20mm的Q420和Q460高强钢,焊前应进行100~150℃预热。
第二,施焊前,应将坡口及附近20mm范围内打磨至露出金属光泽。
第三,调试好焊接电流、电弧电压及保护气体流量后再进行施焊,并在坡口内引燃电弧且避免电弧擦伤现象。
(3)焊接参数 焊接热输入应控制在15~25k J,避免过小的热输入产生冷脆现象和过大的热输入造成结晶粗大、应力集中、焊接变形增大等问题。
(4)焊接过程控制 焊工应严格按照焊接工艺文件进行施焊,且施焊过程中应设专人进行监督和记录,确保工艺文件切实有效的执行。焊接过程中每条焊缝尽量一次完成,避免中断过程中产生缺陷。焊接过程中及时测量层间温度(道间温度),应控制在150℃范围内,如果进行焊前预热,则层间温度不得低于预热温度且≤150℃。焊接过程中发现严重质量问题时应立即停止施焊,经焊接技术人员分析原因并制定措施后重新施焊。
(5)焊后处理 焊后应确保构件自然冷却,必要时采取缓冷措施。焊后24h进行焊接质量检测,防止冷裂纹的产生。焊缝内部检测应在外观质量检查合格后进行,重要的构件宜进行焊后消应力处理。

图1 自动化熔化极气体保护焊设备
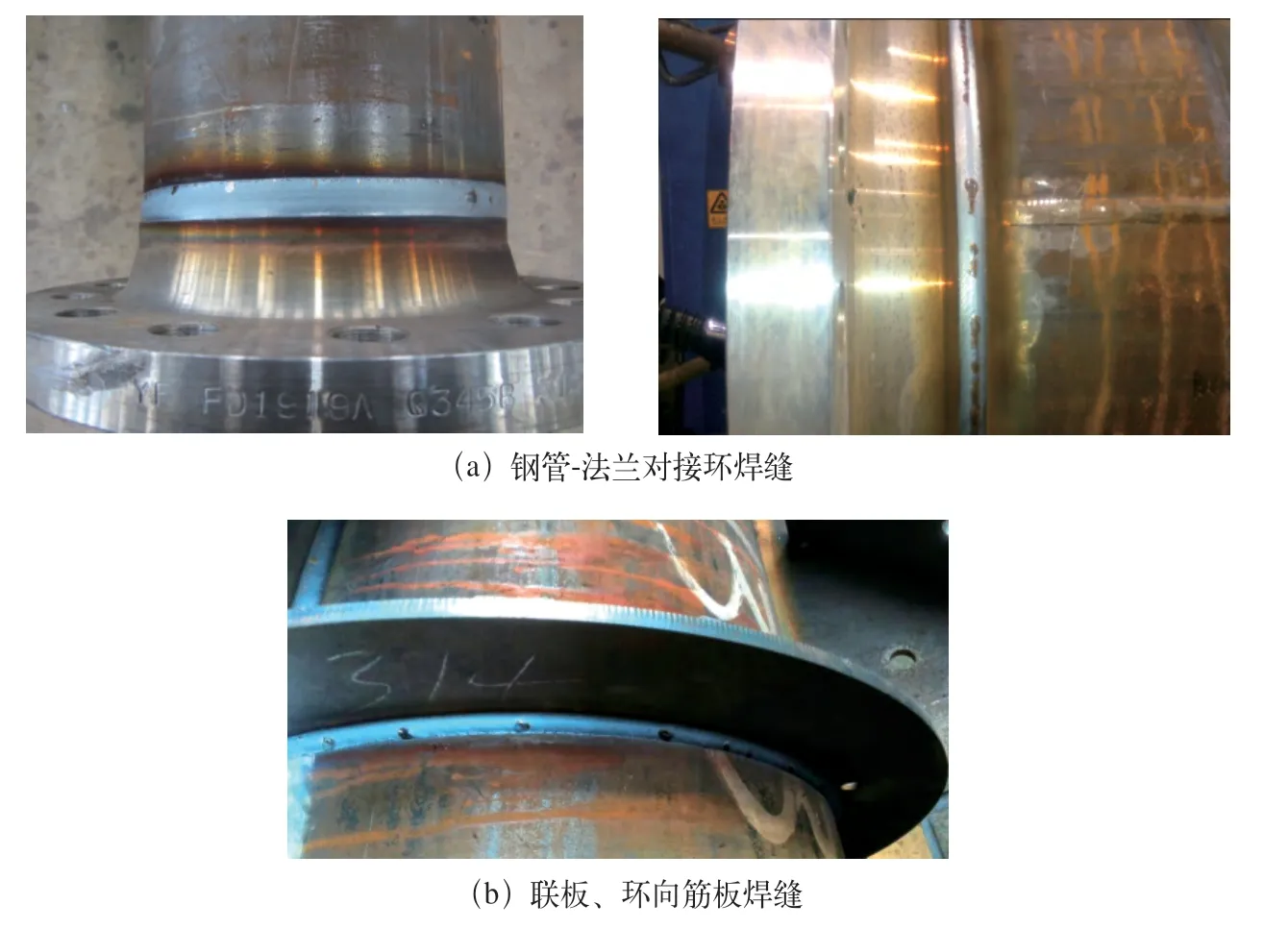
图2 典型焊缝
5. 高强钢高效自动化焊接技术在电力铁塔工程中的应用
(1)高效自动化焊接技术的应用 随着工业化、数字化、自动化技术的发展,以及制造企业的需求,自动化焊接技术已发展成为机械制造尤其是金属加工的一种重要的加工工艺。近些年,自动化焊接技术在工业制造中起到了降低劳动强度、提高焊接效率、保证焊接质量等显著作用,成为制造工业现代化发展的必然趋势。
目前,电力输变电铁塔工程高强钢焊接应用最广泛的自动化焊接工艺有熔化极气体保护自动焊和埋弧焊。自动焊接工艺通常用于钢管结构环向对接一级焊缝和钢管纵向对接一级焊缝的焊接。近些年,铁塔塔脚、联板及插板结构的焊接也逐步采用自动化焊接工艺进行施焊。
(2)熔化极气体保护自动焊 电力输变电铁塔工程熔化极气体保护自动焊主要用于钢管结构的环向一级焊缝的焊接,其他焊缝也有应用,如塔脚机器手焊接、联板机器手焊接及插板机器手焊接等。熔化极气体保护自动焊设备如图1所示。
熔化极气体保护自动焊具有设备轻便、性能优越、操作简单及焊接质量优良等优点,典型焊缝如图2所示。
(3)埋弧焊 电力输变电铁塔工程埋弧焊主要用于钢管结构的环向一级焊缝的焊接和钢管纵向对接焊缝的焊接。埋弧焊设备如图3所示。埋弧焊具有设备性能优越、操作简单、焊接质量优良及焊接生产效率高等优点,典型焊缝如图4所示。

图3 埋弧焊接设备
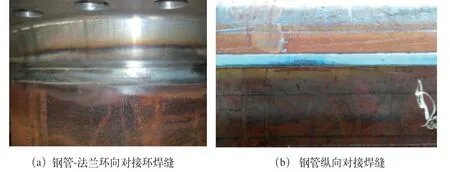
图4 典型焊缝
猜你喜欢
中国化肥信息(2022年3期)2023-01-05
阅读与作文(小学低年级版)(2020年2期)2020-05-25
新商务周刊(2019年10期)2019-12-21
商品与质量(2019年38期)2019-04-18
汽车实用技术(2016年1期)2016-12-24
焊接(2015年8期)2015-07-18
焊接(2015年8期)2015-07-18
电测与仪表(2015年21期)2015-04-09
机械制造文摘(焊接分册)(2014年5期)2014-03-20
河南科技(2014年15期)2014-02-27
