Ti-6AL-4V ELI宽幅板坯锻造工艺研究
2015-11-05 03:37:52供稿张伟李巍李渭清段晓辉刘继雄庞洪ZHANGWeiLIWeiLIWeiqingDUANXiaohuiLIUJixiongPANGHong
金属世界 2015年6期
供稿|张伟,李巍,李渭清,段晓辉,刘继雄,庞洪 / ZHANG Wei, LI Wei, LI Wei-qing, DUAN Xiao-hui,LIU Ji-xiong, PANG Hong
Ti-6AL-4V钛合金是典型的α+β两相钛合金,是应用最为广泛的钛合金之一。可用于制造飞机的承力结构件、锻件、钣金件等。在Ti-6AL-4V合金基础上改进的Ti-6AL-4V ELI钛合金是一种损伤容限型钛合金,具有中等强度、高损伤容限和长疲劳寿命等特点。与其他中等强度钛合金相比,在强度和塑性水平相当的情况下,Ti-6Al-4V ELI钛合金具有相当高的断裂韧度和抗疲劳裂纹扩展能力,广泛地应用于制造深潜器耐压壳体。
钛合金成品板材对组织均匀性要求较高,在实际地生产过程中,经常出现一些组织不均匀现象,造成成品板材不能满足标准要求。因钛合金具有组织遗传性,因此锻造板坯的组织形态和均匀性对轧制的成品板材具有决定性的影响。
本文主要研究板坯锻造工艺及变形参数对板坯组织形态和性能的影响。目的在于选出较合理的板坯锻造工艺,提高板坯质量,为后期成品板材轧制奠定基础。
试验
试验选材及工艺设计
试验选用宝钛股份生产的规格为φ920 mm/7200 kg的Ti-6Al-4V ELI铸锭,铸锭经三次真空自耗电弧炉熔炼,以保证铸锭成分均匀,最终扒皮去除表面缺陷。其化学成分符合GB/T3620的规定。
采用宝钛股份锻造厂拥有的80/100 MN快锻机进行锻造。为保证板坯的组织均匀性,工艺设计为在单相区采用多火次镦拔工艺,保证总变形大于80%,从而使铸态组织充分破碎,晶粒细化。两相区采用多火次镦拔工艺,保证总变形大于70%的变形量,继续细化晶粒,保证组织均匀性,并且使原直径φ920 mm铸锭墩粗至φ1150 mm,同时为使板坯宽度满足≥1750 mm尺寸要求,采用横向宽展,即坯料长度方向与锤头长度方向平行;利用最小阻力原理,逐步展宽,最终得到满足轧制工艺设计要求宽幅板坯。横向宽展工艺如图1所示,最终锻造出轧制用板坯的规格为230 mm×1750 mm×≥4000 mm。
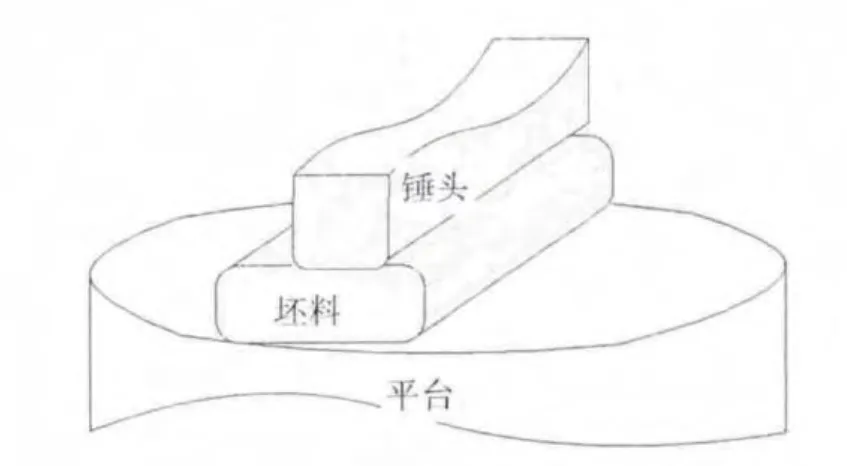
图1 横向宽展示意图
锻造工艺可行性分析
整个锻造工艺中,两相区的镦粗锻造因坯料温度低、变形抗力大,所需要的力最大。通过对锻造过程中所需的压力进行验证,以检测现有设备是否满足。其墩粗力P(N)的大小由下式决定。

式中,C—材料变形时的约束系数;(由坯料和几何形状以及摩擦条件决定,当摩擦系数为0.5时,C=1+D/6H,D、H为墩粗终了时锻件的直径和高度。)
σb—材料在变形温度下的峰值应力;
F—坯料与工具的接触面积,mm2。
2-1式中峰值应力σb值,根据工艺参数设定要求分别对不同温度下最大变形压力计算,通过热模拟实验得出Ti-6AL-4V ELI钛合金在850 ℃、950 ℃、1150 ℃;应变速率(/s)为0.001、0.01、0.1下的峰值应力,如图2所示。
通过图2可得出Ti-6AL-4V ELI钛合金板坯在两相区镦拔时应变速率为0.01/s时,经2-1公式计算得出所需最大变形压力为56 MN,横向宽展最大变形压力为42 MN,即表明利用80/100 MN快锻机,采用镦拔加横向宽展工艺的锻造方法是可行的。
实际生产中设备系统显示实测最大变形压力为62 MN,由此说明Ti-6AL-4V ELI钛合金热模拟实验数据是可信的,并且80/100 MN快锻机满足生产需求。
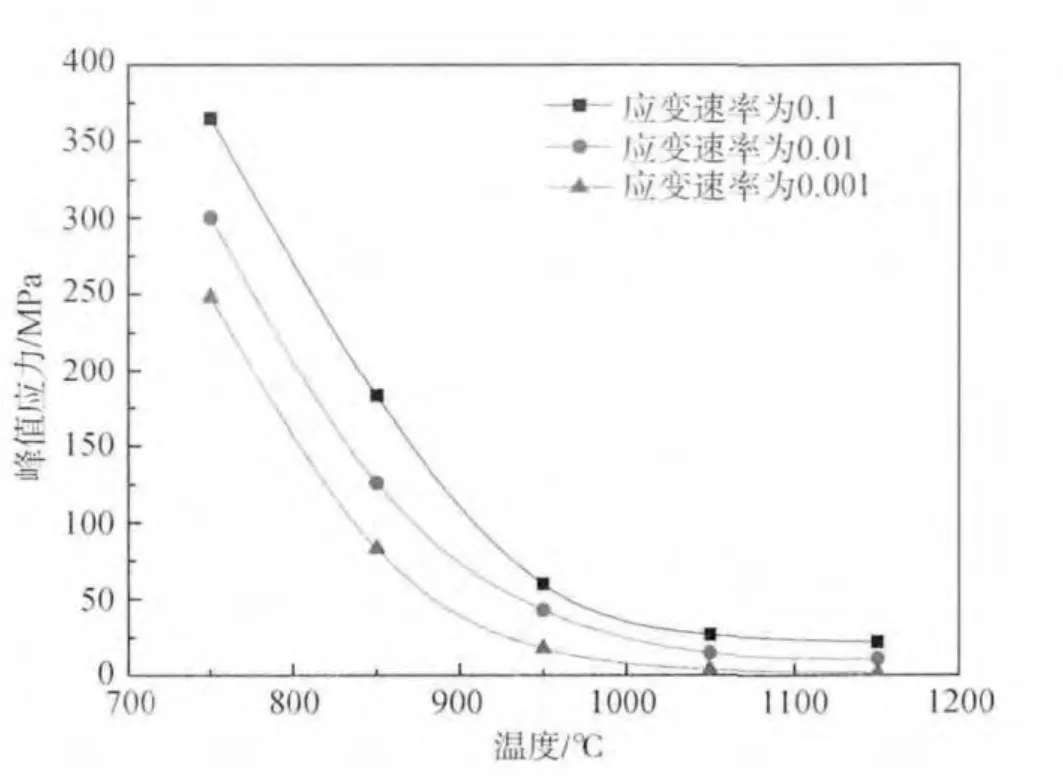
图2 Ti-6AL-4V ELI钛合金不同温度、不同应变速率峰值应力
结果讨论
通过对板坯不同部位进行取样,通过典型的热处理状态下,对不同部位的显微组织,和力学性能检测。热处理制度为:750 ℃/保1.5 h.AC。
锻造工艺对显微组织的影响
铸锭通过单相区大的变形对铸态组织充分破碎,两相区大的变形是组织进一步细化,再延轴线压扁拔长。从图3中(a)~(d)板坯整体组织观察,为典型的α+β加工组织。(a)和(c)为边部和心部纵向显微组织,组织呈长条状,并呈现一定的流线分布;(b)和(d)为完全球状等轴组织。说明锻造过程中金属的主变形方向是沿着纵向进行,这与工艺设定均为相符。得到纵、横向显微组织都很均匀,方便板坯后续轧制。
室温力学性能
表1所示为Ti-6Al-4VELI钛合金宽幅板坯不同方向的力学性能。表中数据表明,通过工艺设计锻造方法生产出的宽幅板坯的力学性能已经能够满足设计要求,为后续板坯轧制奠定了基础。
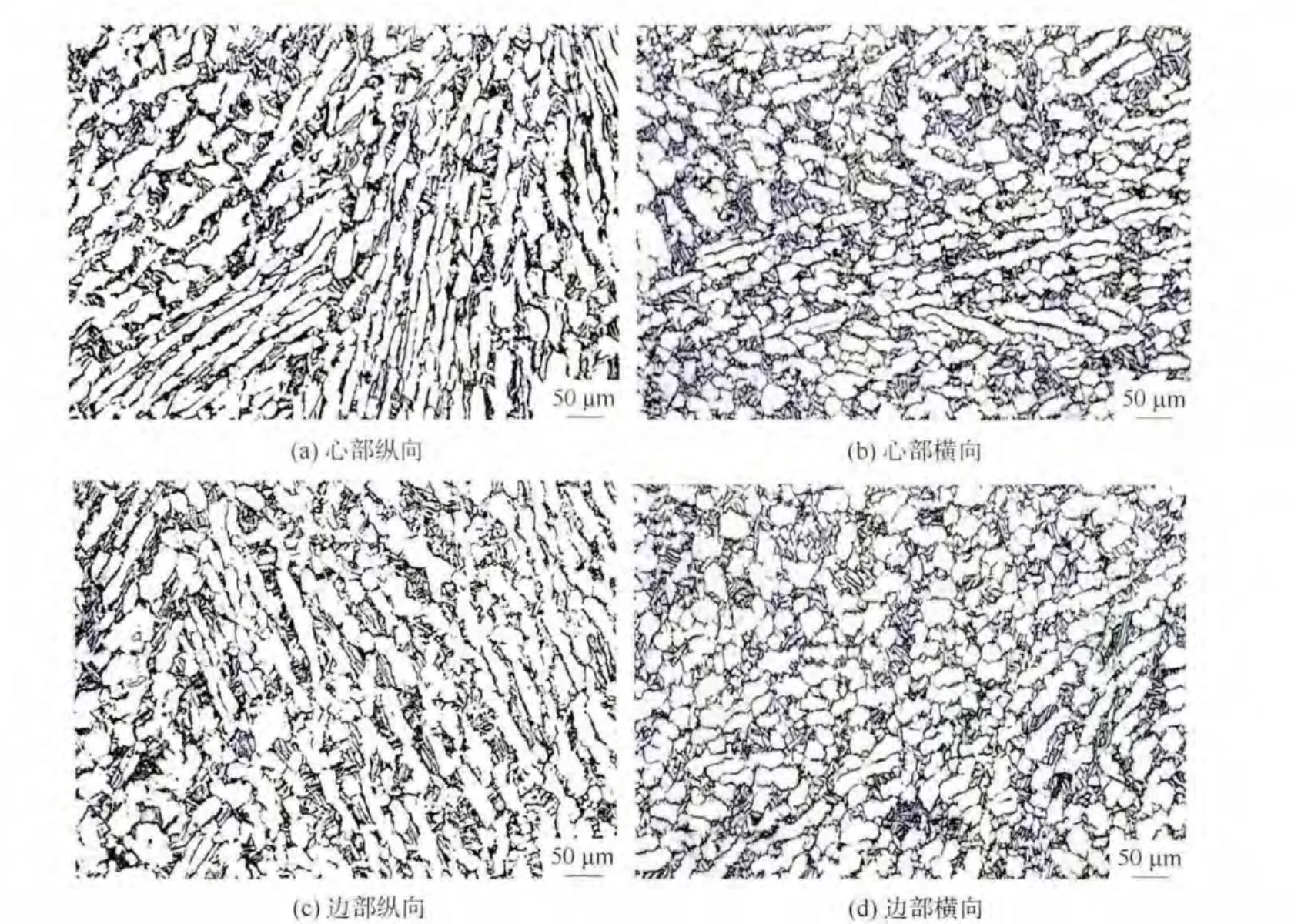
图3 锻造板坯显微组织。(a)心部纵向;(b)心部横向;(c)边部纵向;(d)边部横向
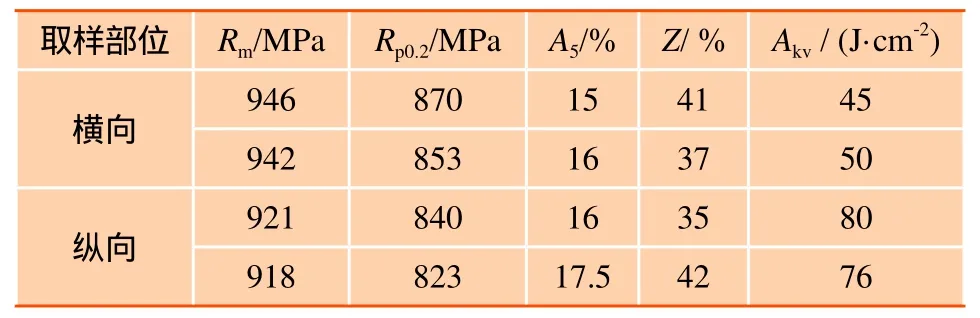
表1 室温力学性能
板材无损探伤
Ti-6Al-4VELI钛合金板材的心部、边部超声波探伤杂波水平到平底孔Φ2.0 -6 dB,进一步表明板材组织均匀性和冶金质量良好。
结论
(1) 通过80/100 MN油压机采用横向宽展锻造工艺可生产出尺寸规格为230 mm×1780 mm×≥4000 mm的 Ti-6AL-4V ELI钛合金宽幅板坯。
(2) 经过充分变形后组织为典型的两相区变形组织,由等轴或长条的α相和β转变组织组成;板坯抗拉强度大于900 MPa,延伸率大于14%;超声波探伤杂波水平到平底孔Φ2.0 -6 dB。
(3) 通过合理的锻造工艺和变形参数,使板坯组织均匀,性能满足要求,为轧制奠定基础。
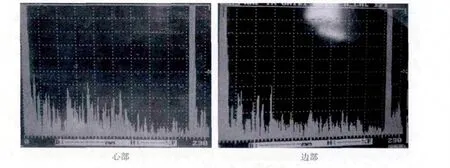
图4 Ti-6Al-4VELI钛合金板材探伤水平
[1] 莫畏. 钛. 北京: 冶金工业出版社, 2008
[2] 罗皎, 李淼泉, 李宏, 等. TC4钛合金高温变形行为及其流动应力模型. 中国有色金属学报, 2008, 18(8): 1395
[3] 张毅, 刘建忠. Ti-6Al-4V合金在快锻液压机上锻造工艺的计算分析, 科技信息, 2011, (3): 476
猜你喜欢
铝加工(2023年2期)2023-05-09 06:04:24
山东冶金(2022年2期)2022-08-08 01:51:30
湖南有色金属(2021年2期)2021-04-25 00:55:34
有色金属加工(2021年1期)2021-02-23 12:50:18
重型机械(2020年3期)2020-08-24 08:31:40
热处理技术与装备(2020年2期)2020-06-29 06:16:40
同煤科技(2019年1期)2019-05-16 01:46:22
化工管理(2017年12期)2017-05-12 08:38:28
新疆钢铁(2015年2期)2015-11-07 03:27:52
动力工程学报(2013年3期)2013-08-16 00:23:10