水工金属结构防腐施工质量检测方法探讨
2015-11-04 05:24廖微微
建材与装饰 2015年39期
廖微微
(贵州新中水工程有限公司 贵州 贵阳 550001)
水工金属结构防腐施工质量检测方法探讨
廖微微
(贵州新中水工程有限公司贵州贵阳550001)
在水利水电工程中,水工金属结构有着十分重要的作用,其防腐蚀质量对水工金属结构使用寿命和水利水电工程的安全运行有重大影响。要加强对水工金属结构防腐蚀工作的管理,保证水工金属结构的质量,维护水利水电工程安全运行。为保证水工金属结构产品防腐蚀施工质量及产品使用寿命,掌握正确的检测方法十分必要。
水工;金属结构;防腐;施工质量;检测方法
引言
在水工金属结构施工中,做好其防腐施工并加强管理,能够提高水工金属结构产品防腐蚀施工质量及产品使用寿命,在施工过程中加强施工质量的监督检测可以促进管理水平的提高,而客观公正的检测结果又离不开正确可靠的检测方法。水电站工程金属结构全部采用具有长期防腐效果的热喷涂锌金属保护,为便于控制施工质量,保证防腐效果,本文将重点分析水工金属结构防腐施工质量的检测。
1 水工金属结构防腐处理工艺
1.1基体表面预处理
首先,要做好基体表面的处理工作,闸门、锁锭的装置和埋件的表面预处理都要采用喷砂的方法进行除锈。喷砂之前金属的表面要先进行脱脂及净化:一定要仔细清除焊渣、飞溅的附着物,并清洗掉基体表面可见的油脂及其他污物。用于施工的压缩空气,应过滤除去油水,确保其清洁和干燥,以避免污染磨料和待喷涂的基体表面。喷砂前,对轨道踏面和不锈钢止水面等进行加工,配合表面用遮蔽带、金属薄板或硬木板等进行保护。
1.2热喷涂施工
当基体表面的处理结束后,采取热喷涂锌的施工方法进行处理,在限定间隔时间内进行施工,在这个间隔时间内,待喷涂的基体表面必须保持十分清洁、干燥,无油污、灰尘和氧化物。涂锌时,枪与工件表面斜度不小于45°,枪与工件表面距离为125~ 165mm,最大不宜超过200mm锌层厚度超过0.1mm时,应分层喷镀,前一层与后一层成90°交叉或45°交叉喷镀。枪移动速度为300~400mm/s,锌丝走摊速度为2~2.2m/min,必须防止工件表面过热或喷镀层局部过厚的现象发生。在实际工程中,可采用SQP-1气枪涂,材质要求:锌丝直径3mm,锌丝纯度99.5%,锌丝必须保持表面光洁无油污,无折痕等。喷锌层的外观检查:镀层的表面应无杂质、气泡、孔洞、裂纹、脱皮等;厚度检查,在1m2的基准面内测5点,其中最小厚度不能小于设计厚度的80%(具体如图1)。
1.3砂除锈
商鞅约生于公元前390年左右的战国中期,卫国人。公元前361年秦献公去世,秦孝公继位。秦孝公认识到秦国长期以来国乱、兵弱的情况虽开始有所扭转,但与东方诸侯相比仍处于劣势。要使秦国强大起来,必须进行全面的社会经济改革,必须招贤纳士。商鞅正是在这一背景下来到秦国并开始其变法的。
(2)检测标准。检测人员在选用检测标准时,如果设计文件或其他相关文件中没有对标准的采用进行特别约定,一般采用通用行业标准。标准选择要遵循适用、现行原则,即检测所用标准要适合将要开展的检测工作,并且是现行有效版本。
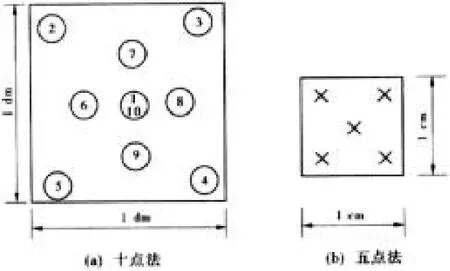
图1 金属涂层厚度基准面测量点的分布
做好除锈工作后,要采取涂料对金属表面进行封闭。涂料开封前,仔细检查并确认涂料的品种、牌号、颜色、有效贮存期等是否符合要求。将封盖上面和封盖周围的灰尘和脏物清除掉,避免异物混入涂料内。开盖后如发现表面有结皮,要沿边缘将漆皮割开后取出,不要任意捣碎,不可使漆皮碎片混在涂料中。涂料须搅拌均匀方可使用,采用刷涂方式进行涂料封闭。施工过程始终坚持严格的质量控制,上道工序不合格,绝不进入下道工序,层层把关,保证了该闸门的防腐质量。
(1)检测设备的选用、校验。一般根据己经配置的仪器按照不同的检测要求进行辅件的配置即可,如根据涂层厚度选择量程接近的检测探头,因为检测结果的准确性除与所用仪器精度相关外,还与仪器配置的探头相关。所有仪器必须经检定确认合格,且在投入使用前必须经过校验核查,校验核查根据相关质量文件或相关仪器使用说明进行。
2 水工金属结构防腐施工质量检测方法
(1)对表面预处理质量检查的理解。有试验数据显示,防腐涂层有效寿命的影响因素中,表面预处理的影响占近50%,也就是说,在整个防腐质量控制过程中应加强表面预处理质量的检查,而实际工作时将重点放在了涂膜厚度检测方面,质检部门在整个涂装施土过程中的质量控制应有比较性侧重点。
检测工艺的制订主要依据相关设计文件及标准规范,检测工艺一般包括检测设备的选用、校验,检测标准的选择以及检测时机等。
粗糙度RZ应在40~90μm范围以内,除锈后的工件应达到Sa3级。施工工艺参数:喷喷砂采用6m3空压机。喷砂角度:喷嘴与工件表面角度应在60~70°之间。砂距离:喷嘴与工件表面应保持100~200mm的距离。材质保证:喷砂用的压缩空气应为干燥、无油污的清洁空气。喷砂磨料应为刚玉砂式石英砂,要求砂料干燥,不含油污和溶盐,并有棱角,颗粒度为0.5~3.5mm。
(2)对涂层质量检查的理解。对于涂抹的厚度以及附着力进行检查,涂膜太厚其附着力难以满足要求;局部厚度不得小于设计厚度,是对整体涂膜厚度提出了质量要求。对于金属涂层,要求最小局部厚度必须满足设计要求的最小厚度。附着力的检查一般用划格法,用结合力测试仪采用拉开法检查涂层质量(具体如图2)。用该方法进行检测时,由于检测仪器之间的差别导致对同一检测对象的检测结果之间存在较大的差异,因此对检测结果的认定需要由供需双方协商,检测方在检测时仅提供检测方法、检测仪器型号及检测结果,不对检测结果进行评价。
熟悉检测仪器的性能及使用方法是正确开展检测工作的前提。水工金属结构产品涂装质量检测中常用的检测仪器有磁性便携式涂层测厚仪、常用便携式粗糙度仪、便携式电火花测试仪及便携式结合力测试仪等。使用频次较高的磁性便携式涂层测厚仪,采用磁感应原理,利用从测头经过非铁磁覆层而流入铁磁基体的磁通量来测定覆层厚度。目前,水工金属结构涂装检测所用涂层厚度检测仪基本为磁性测厚仪,使用简单、方便且属于无损检测。磁性测厚仪的测量精度与使用者对其性能、原理的熟悉程度紧密相关。常用便携式粗糙度仪,用触针法对钢材表面进行粗糙度检测时所用仪器。此方法测量简便,但所测粗糙度值仅为近似值,目前还没有更好的便携式测试方法。该仪器使用过程中必须注意:检测前应在镜面或平面玻璃上校验;应与被检测表面完全贴合;被检测面局部应为平面。表面粗糙度比较样块。常用便携式电火花测试仪。一般在超厚浆涂层针孔测试中使用,其他情况一般不做要求。常用便携式结合力测试仪。由于可对涂层结合力进行定量测试,在实际的涂装质量检测工作中一般比较受到重视,但由于不同仪器之间的测量结果存在差异,因此,该方法仅适合相同工艺条件下涂装施工质量的比较测试。
基于外界气候温度较低的情况下,牛羊患气候性疾病的可能性会大幅度提升,包括呼吸道感染以及冻伤等。倘若在冬季温度较低的情况下,再加上暴雨、狂风等的影响,牛羊受寒的几率会显著提高,也极易导致黄牛患肠痉挛。同时,牛羊的幼崽在寒冷天气的影响下,患肺炎的可能性也较大。所以,一般情况下,畜牧业生产过程中,通常会提前准备保暖性以及舒适性较高的棚舍以供牛羊等于冬季休息,可有效降低各种恶劣天气及气候变化对牛羊疾病造成的影响。
2.2熟悉检测仪器的性能及使用方法
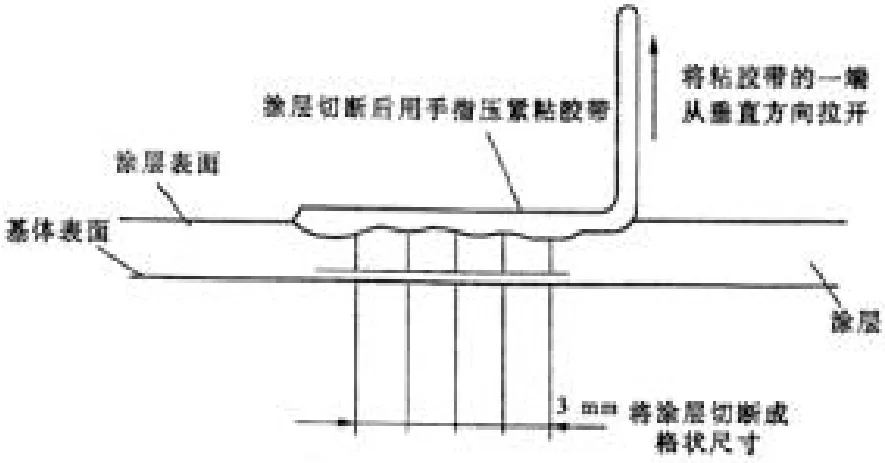
图2 拉开法示意图
(3)对针孔测试的理解。一般只对厚浆型涂料涂层进行针孔测试,因为厚浆型涂料涂层施工时次成膜太厚200μm以上,在雾化不足或环境湿度过大的情况下涂膜易出现针孔,而一个针孔就是一个腐蚀源。由此可见,对检测标准、规范的准确理解是对检测结果进行准确评价的基础。
2.4对防腐企业的专业能力审查
(一)改变厌学,培养良好的学习习惯。要想提高课堂教学的有效性,就需要改变学生的厌学心理,使他们能够养成良好的学习习惯。要针对不同的情况具体问题具体分析。
此外,要对防腐企业的专业能力进行审查。产品质量监督总站应在受理企业申请后20个工作日内安排对申请单位的专业施工能力审查,并以书面形式通知申请企业。审查分为企业生产条件现场审查和施工质量检测两部分,生产条件现场审查由产品质量监督总站组织审查组进行,主要是对申请企业的必备条件和质量管理体系等进行评价。产品质量监督总站委托具有资质的检测机构承担防腐蚀施工质量检测工作,施工质量检测可以和生产条件现场审查同步进行。检测结束后,检测机构应向审查组提交正式的质量检测报告一式三份,检测机构应妥善保管好检测的原始记录。审查组在现场评审结束后,应及时汇总审查材料,并将汇总后的材料报送产品质量监督总站。
2.5监督管理
本科院校图书馆、公共图书馆与科研院所图书馆对新进人才需求较大,但对图情专业毕业生而言,不同类型图书馆的要求不尽相同。具体来说,公共图书馆对图情专业毕业生专业技能要求偏向操作性;本科院校图书馆专业要求较高,并希望具有其他专业背景;科研院所图书馆对图情专业毕业生要求最高,要求其能独立开展参考咨询业务,并具备一定的科研能力。
防腐工作做好后,质量监督总站对水工金属结构防腐蚀施工质量进行不定期抽查,并适时公布抽查结果,被抽查企业应积极配合。持证企业有下列行为之一的,给予通报批评,并责令其限期整改,整改合格后方可继续持证从事相应工作;情节严重的,撤销其《水工金属结构防腐蚀专业施工能力证书》;偷工减料,弄虚作假,导致施工质量低劣,造成严重影响或者较大财产损失的;质检员或者操作工无证上岗的;转让或者变相转让《水工金属结构防腐蚀专业施工能力证书》的;其他不合格的情形。
3 结束语
总的来说,要想保证水工金属结构的防腐施工质量,就必须较完善的质量保证体系,并有相当的施工资历与经验的防腐施工队伍。对涂装质量检测结果进行准确的评价,不能只了解相关检测规范、标准提供的方法,更应系统掌握检测全过程中各个质量检测控制环节。在施工过程中要有完整的自检记录,并加强监督工作,根据要求进行各施工阶段的质检验收。
[1]江宁,王占华,张小阳,等.水工金属结构防腐蚀技术及行业质量管理发展概况[J].水利技术监督,2010,18(6):34~35.
[2]赵瑞海.水工金属结构设备防腐高压无气喷涂施工工艺[J].水科学与工程技术,2011(3):190~191.
[3]杨国芹.水工金属结构防腐蚀质量控制的程序、方法与措施[J].河北企业,2013(2):186~187.
[4]严晶,任翔,田波.花凉亭水库除险加固工程金属结构设计[J].人民长江,2011,42(12):104~106.
TV34
A
1673-0038(2015)39-0104-02
2015-9-12
猜你喜欢
云南化工(2021年6期)2021-12-21
水利科技与经济(2021年11期)2021-12-05
水利科技与经济(2021年12期)2021-02-14
防爆电机(2020年5期)2020-12-14
华人时刊(2020年13期)2020-09-25
中国材料进展(2019年10期)2019-12-07
中国特种设备安全(2019年7期)2019-09-10
中国特种设备安全(2019年5期)2019-07-16
上海建材(2019年2期)2019-02-15
中华建设(2017年1期)2017-06-07