
钨碱煮工艺温度的自适应广义预测控制研究
2015-11-04 03:27刘飞飞祝恩宇李俊荣
中国钨业 2015年3期
刘飞飞,祝恩宇,李俊荣
(1.江西理工大学 电气工程与自动化学院,江西 赣州 341000;2.赣州华兴钨制品有限公司,江西 赣州 341000)
钨碱煮工艺温度的自适应广义预测控制研究
刘飞飞1,祝恩宇1,李俊荣2
(1.江西理工大学 电气工程与自动化学院,江西 赣州 341000;2.赣州华兴钨制品有限公司,江西 赣州 341000)
针对钨碱煮工艺过程的不连续、大时滞、非稳态等特点以及生产现场采用PID控制或人工经验调节钨碱煮过程温度难于满足工艺要求的问题,分别研究了广义预测控制(GPC)和自适应广义预测控制(AGPC)对钨碱煮工艺温度的控制,设计了基于GPC和AGPC的钨碱煮工艺温度控制系统,并分别做了MATLAB仿真分析。结果表明:钨碱煮工艺温度AGPC控制系统的超调量小、整定时间短,对系统参数时变和外界干扰的鲁棒性强,且优于GPC控制,能较好满足钨碱煮工艺温度的控制要求。
钨碱煮工艺;温度控制;自适应广义预测控制;广义预测控制
0引言
钨碱煮是指钨矿和碱在反应釜内由化学反应浸取钨溶液的过程,是钨冶炼中的重要工艺之一。钨碱煮工艺温度是影响钨碱煮过程及金属收率的重要参数,但因钨碱煮过程是典型的间歇式反应过程,具有不连续、大时滞、非稳态等特点[1],给工艺温度的准确控制带来较大难度。据调研了解,目前我国钨冶炼企业,主要由人工凭经验调节或采用常规PID控制钨碱煮工艺温度,控制效果难于满足工艺要求。而且,当工况发生变化时,还需重新整定PID参数,既费时费力,又影响钨的浸出效率。近年来,虽然有些大中型钨冶炼企业已建设了钨冶炼过程的DCS控制系统,但系统对磨矿、碱煮、除杂、萃取或离子交换等工艺的控制仍为PID控制[2],还未能从工艺机理、工艺间的有效协调控制等方面建立模型和控制算法来实现增产增效、节能降耗,使资源效益最大化。据调查,关于钨碱煮工艺温度的先进控制方法与系统研究的文献报道尚少。文献[3]研究了钨碱煮工艺温度的模糊PID控制,构建了相应算法并做了仿真分析,该控制器具有较好的收敛性和鲁棒性,但未开展工艺温度的优化控制以及当系统参数变化和有外界干扰时的鲁棒性等方面的研究[3]。文献[4]对钨碱煮工艺过程中三氧化钨浸出率难以实现在线检测的问题,采用人工神经网络建模方法建立了快速检测三氧化钨浸出率的模型[4]。
本文以钨碱煮工艺温度控制为对象,研究基于广义预测控制(GPC)和自适应广义预测控制(AGPC)的钨碱煮工艺温度的先进控制方法与系统,以期较好地满足钨碱煮工艺温度的控制要求。
自适应广义预测控制是在自适应控制中引入预测控制的思想发展而来的,主要特点是:基于辨识过程的参数模型,具有自校正控制机制,在线修正模型参数;采用受控自回归积分滑动平均模型描述系统,具有固有积分作用,不仅能自然的消除偏移,而且为设计鲁棒控制器奠定了可靠的基础,在最小方差控制的基础上引入多步预测、滚动优化策略,克服了最小方差控制对滞后十分敏感的缺点,提高了系统的稳定性、鲁棒性和适用性[5]。广义预测控制(GPC)和自适应广义预测控制(AGPC)较适合用于钨碱煮工艺温度的优化控制。
1 算法原理
1.1广义预测控制
广义预测控制是随着自适应控制的研究发展起来的一种预测控制算法,它具有预测模型、滚动优化和在线反馈校正等特征,呈现出优良的控制性能和鲁棒性,被广泛地应用于工业过程控制中,取得了很好的控制效果。
广义预测控制一般采用CARIMA模型来描述对象[6]:
A(z-1)y(k)=B(z-1)u(k-d)+C(z-1)ξ(k)/Δ(1)式中:y(k)、u(k-d)和ξ(k)分别表示输出、输入和均值为零的白噪声序列,A(z-1)、B(z-1)和C(z-1)是z-1的多项式,分别为:

广义预测控制是一种优化控制算法,通过某一性能指标的最优来确定未来的控制作用,它采用滚动式的有限时域优化策略,优化过程反复进行。常用性能指标函数式(2)所示[7]:

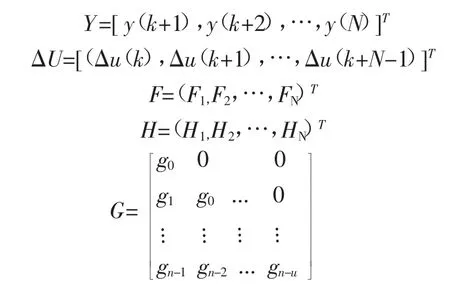
式中:y(k+j)和yr(k+j)为系统k+j时的实际输出和期望预测输出值,n为最大预测时间,m为控制时间(m≤n);λ(j)为控制加权序列。控制目标不是令被控对象的输出直接匹配设定值,而是跟踪参考轨迹:

式中:yr、y(k)和ω(k+j)分别为恒定值、当前时刻实际输出值以及参考轨迹;α为柔化系数(0<α<1)。
根据预测理论[8],为了得到j步后输出y(k+j)的最优预测值,需要利用k时刻之前的输入、输出数据,并使用Diophantine方程来辅助计算,Diophantine方程为:

式中:j=1,2,3,…,N1且

为待求多项式,由式(1)、(4)、(5)可得k+j时刻的最优预测值为:

则前N步的最优预测输出可写成如下矩阵形式为:

其中:
将以上求得的最优预测值带入性能指标函数(2),得性能指标函数最小的控制律为:

1.2自适应广义预测控制
自适应广义预测控制比广义预测控制多出了参数在线辨识的过程,更适用于参数慢时变的对象。考虑到被控对象参数慢时变的情况,一般选取具有遗忘因子的递推最小二乘算法[9],遗忘因子越小,系统的跟踪能力越强,但同时对噪声也越敏感,遗忘因子越大,系统跟踪能力减弱,但对噪声不敏感,收敛时估计误差也越小。
本文对自适应广义预测控制算法进行了改进,将模型参数进行了初始化,避免了辨识初始阶段控制输出的不确定性变化,利用MATLAB进行了编程,其步骤为:对式(1)中相关多项式参数进行初始化,设置相关控制参数→采样当前实际输出和参考轨迹输出→利用遗忘因子递推最小二乘法在线实时估计被控制对象参数→求解Diophantine方程,解出多项式Ej、Gj和Fj→构造当前和未来的控制增量向量、未来输出参考轨迹向量→由式(7)计算并实施u(k)→返回算法开始处,继续循环。
2 钨碱煮工艺温度控制系统及仿真研究
2.1钨碱煮工艺控制系统设计
钨碱煮工艺主要是利用氢氧化钠溶液与矿浆反应,将矿物原有化学结构破坏,使钨与矿物原料中的主要杂质初步分离。该工艺的主要设备是高压反应釜,工艺流程如图1所示。
该工艺主要是将钨矿浆及浸出液放入高压釜进行钨矿物的分解,主要目标是在一定时间得到高的三氧化钨浸出率,实际生产过程中,一般通过调节温度来控制反应过程。高压釜配有专用的传热装置来对釜内温度进行调节,用传热装置对高压釜加热使物料达到最佳反应温度。
选择流量调节作为系统输入,温度作为系统输出,钨碱煮工艺温度广义预测控制系统结构如图2所示。

图1 钨碱煮工艺流程Fig.1 Flow diagram of tungsten alkali leaching
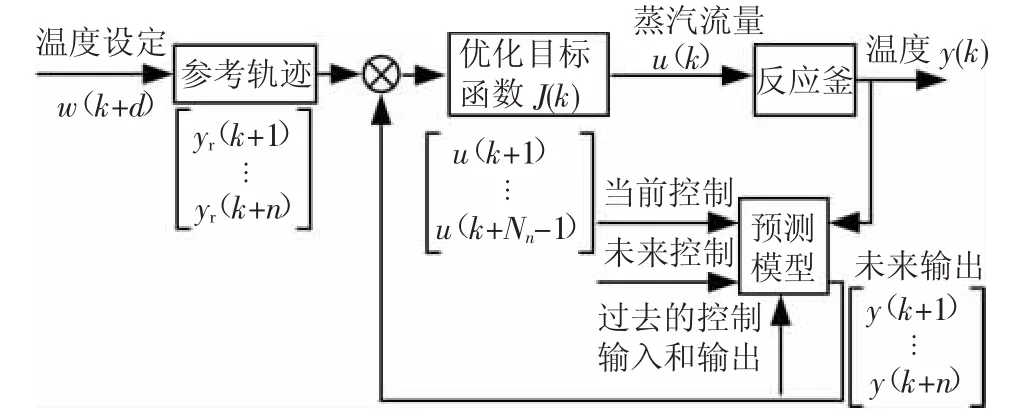
图2 广义预测控制框图Fig.2 Generalized predictive control block for tungsten alkali leaching
自适应广义预测控制就是在图2的基础上增加了系统辨识环节,其控制系统结构如图3所示。
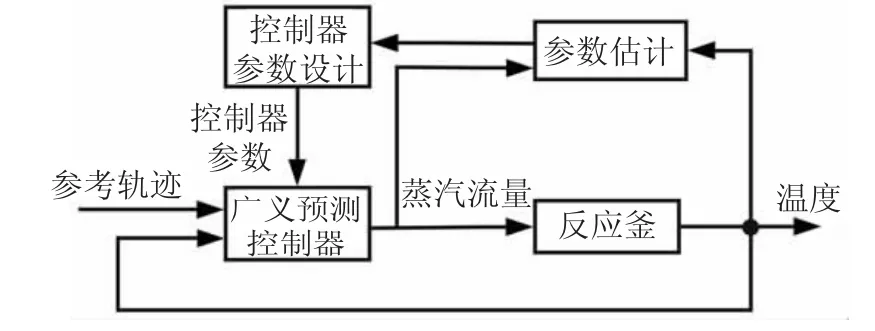
图3 自适应广义预测控制框图Fig.3 The adaptive generalized predictive control block diagram
2.2模型的建立
文献[3]对钨碱煮工艺进行了机理建模,通过物料衡算方程及热传递动态方程得到了钨碱煮工艺的数学模型,并对模型进行了线性化,最终得到钨碱煮工艺温度和蒸汽流量的拉普拉斯数学表达式为:

式中:a11、a12、a21、a22、b22为模型推导过程的替代量,具体含义见文献[3]。以某钨冶炼厂钨碱煮工艺中一高压釜为对象,其部分相关工艺数据如表1。

表1 钨碱煮工艺相关参数Tab.1 The related parameter data of tungsten alkali leaching
将表1中的相关数据处理后带入式(8)并转化为差分方程,得到该对象反应阶段的钨碱煮工艺的差分方程为:
y(k)=1.766×y(k-1)-0.663 5×y(k-2)+0.982 71×
u(k-5)+0.352 04×u(k-6)
2.3仿真结果及分析
2.3.1广义预测控制仿真分析
利用MATLAB编写了广义预测控制程序,对模型进行了控制仿真,仿真结果如图4所示。程序中,最小输出长度取4,预测长度取10,控制长度取2,输出柔化系数取0.4,采样周期取50 s,仿真200步,加入方差为0.01的白噪声,设定温度为160℃。由图4可知,该控制器可快速的跟踪设定值,无超调,有很好的鲁棒性,对干扰有很好的抑制,具有较好的稳态特性。
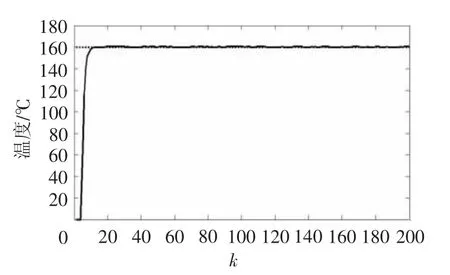
图4 广义预测控制仿真结果Fig.4 Simulation results for the generalized predictive control
假设采样50次后,模型参数慢时变为:
y(k)=1.746×y(k-1)-0.61×y(k-2)+0.922 71×
u(k-5)+0.392 04×u(k-6)得到仿真结果如图5所示。

图5 模型参数变化后广义预测控制仿真结果Fig.5 Generalizedpredictivecontrolsimulationresultsafter changingmodelparameters
由仿真结果可知,该控制器失调很严重,无法满足控制要求。这说明虽然广义预测控制可通过反馈,实时的对模型预测进行修正,但是当模型时变到一定程度,修正的效果也会很不理想,
2.3.2自适应广义预测控制仿真分析
如前所述,遗忘因子越小,系统跟踪能力越强,同时对噪声越敏感;其值越大,系统跟踪能力减弱,但对噪声不敏感,收敛时估计误差也越小。
在上述广义预测控制程序的基础上,加入自适应部分的功能,根据以往选取经验,选取遗忘因子为0.95,在上述相同的条件下,模型参数变化后,得到仿真结果如图6所示。在线辨识参数结果如图7所示。
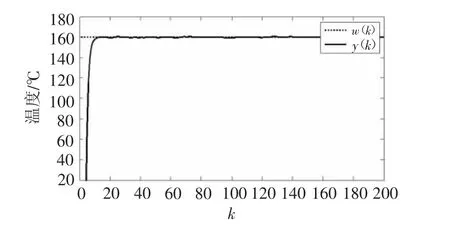
图6 钨碱煮工艺温度自适应广义预测控制仿真结果Fig.6 Adaptive generalized predictive control simulation results for tungsten alkali leaching temperature
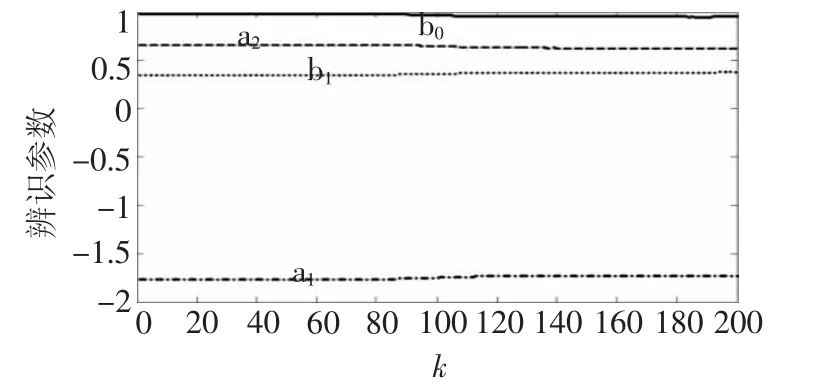
图7 钨碱煮工艺温度广义预测控制参数在线辨识Fig.7 Generalized predictive control parameter identification for ungsten alkali leaching temperature
由仿真结果可知,自适应广义预测控制能够在线实时辨识系统模型参数,及时的调整预测模型,比广义预测控制有更好的鲁棒性。
3结语
笔者将广义预测控制和自适应广义预测控制应用于钨碱煮工艺的温度控制中,并用MATLAB编写程序进行了控制仿真,通过仿真结果的对比,可以看出两种控制方法都使系统具有较快的响应速度、超调量小,但自适应广义预测控制可以在线实时辨识模型参数,使系统具有较强的适应性和抗干扰能力,更适用于具有慢时变、大惯性、大时滞的钨碱煮工艺控制系统中。将该方法应用到钨碱煮工艺自动化生产中,能够达到钨碱煮工艺的温度控制要求,实现对钨碱煮工艺温度的优化控制,有很大的应用研究价值。参考文献:
[1]BERBER R.Control of batch reactors-a review[J].Transactions of Institution of Chemical Engineers,1996,74(1):3-20.
[2] 张杰,林静章.我国钨冶炼工艺及过程控制自动化[J].世界有色金属,2009,(4):33-35.
ZHANG Jie,LIN Jing-zhang.China's tungsten smelting technology and process control automation[J].World Nonferrous Metal,2009,(4):33-35.
[3]张杰.钨冶炼工艺过程控制仿真及在线监控系统研究[D].赣州:江西理工大学,2010.
ZHANG Jie.The research of control simulation and online monitoring technology of tungsten smelting process[D].Gan Zhou:Jiangxi University of Science and Technology,2010.
[4] 刘飞飞,刘辉辉,李俊荣.基于RBF神经网络的WO3浸出率软测量建模[J].有色金属科学与工程,2013,(5):117-121.
LIU Fei-fei,LIU Hui-hui,LI Jun-rong.Soft measurement modeling of WO3leaching rate based on artificial neural network[J]. Nonferrous Metals Science and Engineering,2013,(5):117-121.
[5] 牛良,高键.基于自适应广义预测控制的船舶航向保持[J].微计算机信息,2006,22(25):106-107.
NIU Liang,GAO Jian.Based on an adaptive generalized predictive control for ship course-keeping[J].Microcomputer Information,2006,22(25):106-107.
[6] 庞中华.广义预测控制算法及其仿真研究[D].青岛:青岛科技大学,2002.
PANG Zhong-hua.A Study on generalized predictive control algorithms and their simulations[D].Qing Dao:Qingdao University of Science and Technology,2002.
[7] 王伟,杨建军.广义预测控制-理论-算法与应用[J].控制理论与应用,1997,14(6):777-786.
WANGWei,YANGJian-jun.Generalizedpredictivecontrol:theory,algorithmandapplication[J]ControlTheory&Applications,1997,14(6):777-786.
[8]CLARKE D W,MOHTADI C,TUFFS P S.Generalized predictive control:Part I.The basic algorithm [J].Automatic,1987,23(2):137-148.
[9]GOODWIN G C,SIN K S.Adaptive faltering predictive and control[M].New Jersey:Prentice Hall,1984.Adaptive Generalized Predictive Control of Tungsten Alkali Leaching Temperature
LIU Fei-fei1,ZHU En-yu1,LI Jun-rong2
(1.School of Electrical Engineering and Automation,Jiangxi University of Science and Technology,Ganzhou 341000,Jiangxi,China;2.Ganzhou Huaxing Tungsten Products Co.,Ltd.,Ganzhou 341000,Jiangxi,China)
The characteristics of tungsten alkali leaching,such as discontinuity,large delay,unsteadiness,and temperature control by PID or artificial regulating contributed to its inadequacy to meet the technological requirements.This paper studied temperature control methods in tungsten alkali leaching by GPC AGPC by designing temperature control system based on GPC and AGPC.MATLAB simulation results showed control system of AGPC enjoyed the advantages of less overshoot and setting time,stronger robustness to the system parameter time-varying and interference in comparison with GPC control.
tungsten alkali leaching;temperature control;adaptive generalized predictive control;generalized predictive control
TF355.4
A
10.3969/j.issn.1009-0622.2015.03.013
2014-11-18
国家自然科学基金资助项目(61364014);江西省对外科技合作项目(2010EHA01400)
刘飞飞(1962-),男,江西信丰人,教授,博士,主要从事矿冶装备及其自动化、检测技术和特种机器人方面的研究。
猜你喜欢
黄河之声(2022年10期)2022-09-27
中学生数理化(高中版.高二数学)(2022年4期)2022-05-25
中学生数理化(高中版.高二数学)(2022年4期)2022-05-25
中学生数理化·高二版(2022年4期)2022-05-09
科技研究·理论版(2021年22期)2021-04-18
农业机械学报(2020年2期)2020-03-09
中华建设(2019年7期)2019-08-27
中国中医急症(2019年10期)2019-05-21
汉字汉语研究(2018年1期)2018-05-26
中国工程咨询(2017年10期)2017-01-31
