
组合捕收剂在铋钼硫化矿浮选中的应用
2015-11-04 03:39:39钟能
中国钨业 2015年3期
钟能
(大吉山钨业有限公司,江西 全南 341801)
组合捕收剂在铋钼硫化矿浮选中的应用
钟能
(大吉山钨业有限公司,江西 全南 341801)
在对某钨矿山铋钼硫化矿无氰浮选分离现场生产流程分析的基础上,以提高铋钼选矿技术经济指标为出发点,进行了组合捕收剂的选择、用量等一系列的试验。在钼浮选中,采用煤油35 g/t和丁基黄药80 g/t的组合用药实现了钼精矿品位38.64%,实际回收率58.67%的生产目标;在铋浮选中,采用乙硫氮263 g/t和丁基黄药87 g/t组合用药生产出品位10.51%,实际回收率34.96%的铋精矿,铋钼硫化矿尾矿含铋品位0.94%。两种药剂的组合作用提高了选矿技术经济指标,铋精矿品位提高了1.95%,铋尾矿品位降低了1.75%;铋回收率提高了10.31%,钼回收率提高了20.6%,取得了较好的效果,为企业创造了一定的经济价值。
组合捕收剂;铋;钼;浮选;回收率
0引言
矿产资源是维持矿山可持续发展的基本条件,对伴生金属进行综合回收是维持矿山可持续发展的一条基本途径。
某钨矿选矿厂精选工段的枱浮作业、脱硫浮选作业和细泥脱硫浮选作业所产生的混合硫化矿是综合回收铋、钼的原料。以前利用氰化钠作为抑制剂进行铋钼混浮,由于氰化钠有剧毒,对环境的危害非常大,随着国家对环保要求的提高,势必被淘汰。根据“钼铋等硫化矿物选矿停止使用剧毒氰化钠”的相关文件要求[1],2013年2月22日铋钼硫化矿无氰浮选新工艺开始试运行。
铋钼硫化矿无氰浮选工艺生产调试期间因各种原因导致生产指标不稳定,大幅度降低了铋钼分选指标。为尽快改变这种现状,减少资源损失和浪费,提高铋钼回收效果,选矿厂开展了铋钼回收攻关工作。
药剂制度是影响浮选技术经济指标最重要的因素[2]。在铋钼硫化矿浮选实践中,目的矿物浮选效果与所用捕收剂密切相关。因此对药剂应用进行广泛深入研究、试验和调整,以确定行之有效的药剂制度十分有必要。
1 矿山现状
1.1原矿性质
该钨矿属岩浆期后热液裂隙充填石英脉型黑钨矿床,主要金属矿物有黑钨矿、白钨矿、自然铋、辉铋矿、辉钼矿、绿柱石、磁黄铁矿、黄铁矿等。脉石矿物主要有石英、云母、长石及电气石、萤石、绿泥石和方解石等,围岩是变质砂岩和千枚岩。
黑钨矿、白钨矿与黄铁矿及铋、钼等硫化矿共生紧密,与云母等关系则不甚密切。铋以自然铋为主,辉铋矿次之,另有含银硫碲铋矿,银辉铅铋矿。自然铋多呈细粒集合体,颗粒较大的有0.5~1 mm。钼为辉钼矿,多呈片状或鳞片状集合体。原矿多元素分析结果见表1[1]。

表1原矿多元素分析 w/%Tab.1 Multi-element analysis of raw ore
1.2无氰生产工艺
采用优先浮钼再浮铋的工艺流程,即在没有添加任何捕收剂的情况下,可添加松醇油作起泡剂,进行优先浮钼作业,用丁基黄药作捕收剂,2#油作起泡剂进行浮铋作业,钼精选用Na2S作单一抑制剂抑制黄铁矿等硫化矿,以煤油作捕收剂浮选钼精矿。铋钼硫化矿无氰生产工艺原则流程见图1。
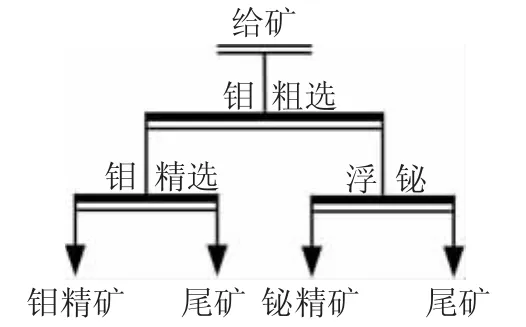
图1 铋钼硫化矿无氰生产工艺流程Fig.1Cyanide-freeproductionprocessofmolybdenumbismuthsulphideore
2 试验部分
2.1试验设备及药剂
采用XFD-63-1型系列单槽浮选机进行浮选试验,浮选机有效容积为1 L,叶轮转速2 100 r/min,根据选矿厂的实际情况,充气速率0.5 m3/h,试验温度为室温。
试验所用捕收剂有煤油、丁基黄药、乙硫氮,抑制剂硫酸锌和碳酸钠,pH调整剂碳酸钠。捕收剂、抑制剂和pH调整剂均为工业品,浮选试验补加水均调整到pH值为8.5。
根据药剂的“协同效应”理论[3],作者提出利用组合捕收剂对铋钼硫化矿实行无氰浮选,在钼浮选中,采用煤油和丁基黄药的组合用药,在铋浮选中,采用乙硫氮和丁基黄药组合用药。
2.2试验方法
为了适应矿石性质,让试验研究更接近生产实际,试验研究的试样为精选工段钼铋生产浮选给矿,取样时间为一个班,取样时磨浮作业各设备及操作正常,保证所取矿样具有代表性。试样粒度为-74 μm占66%。
每次浮选试验所得的精矿和尾矿产品经过烘干称取重量后,计算产率,同时送化验室化验铋钼矿品位并计算铋钼矿物的回收率。
2.3钼浮选试验
主要进行了钼粗选捕收剂种类及用量的试验研究。经pH值条件试验表明,在碱性条件下,随着pH值的增加,钼回收率降低,对钼精矿的品位影响不大,因此pH值定为8.5。
煤油是辉钼矿的常用捕收剂,价廉且来源广。试验用煤油作捕收剂,改变其用量,固定条件为磨矿细度-74 μm占66%,矿浆浓度28%,浮选过程中添加硫酸锌514 g/t,添加碳酸钠1 780 g/t,粗选矿浆pH值为8.5,浮选时间5 min,试验经一次粗选,试验结果如图2所示。试验结果表明当煤油量为0~150g/t时,随着加大煤油用量对提高钼粗选回收率没有多大改善,品位先上升再下降,再增加煤油用量回收率下降明显,品位也有所下降,因此,煤油用量以35g/t为宜。
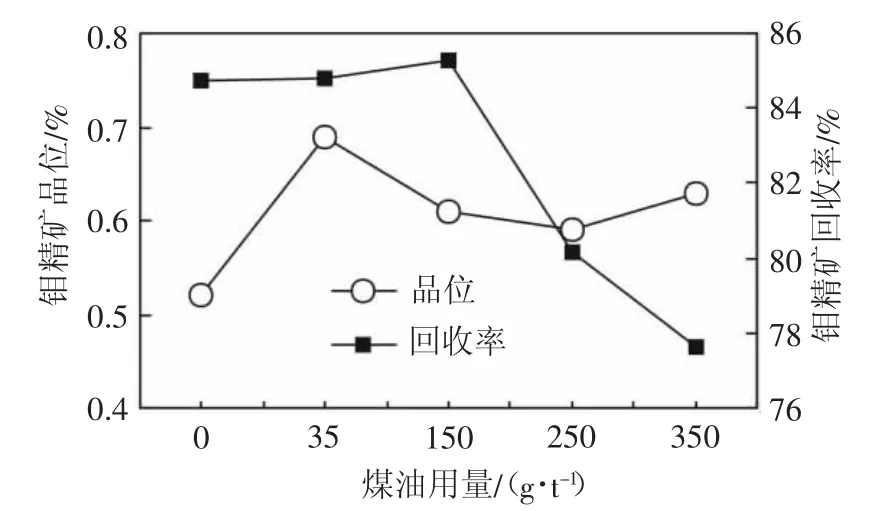
图2 煤油用量试验结果Fig.2 Testing results for kerosene dosage
辉钼矿是天然疏水性很好的矿物[4]。因为生产现场浮选磨矿细度-74 μm只占66%,还有大量的钼连生体存在,为了使这种表面异性的辉钼矿和连生体很好上浮,最好使用组合捕收剂。考虑将丁基黄药作为辅助捕收剂,采用煤油+丁基黄药组合捕收剂。将煤油用量固定为35 g/t,以丁基黄药用量为变量进行试验,试验结果见表2。多次试验表明粗选适当添加丁基黄药后,钼回收率有很大的提高,但加入丁基黄药后粗选作业硫上浮量较大,导致混合粗精矿产率偏大。经过反复调整后,最终确定在粗选段只能加入少量丁基黄药,既保证了粗精矿的回收率,又兼顾了品位,丁基黄药用量为80 g/t较为适宜。
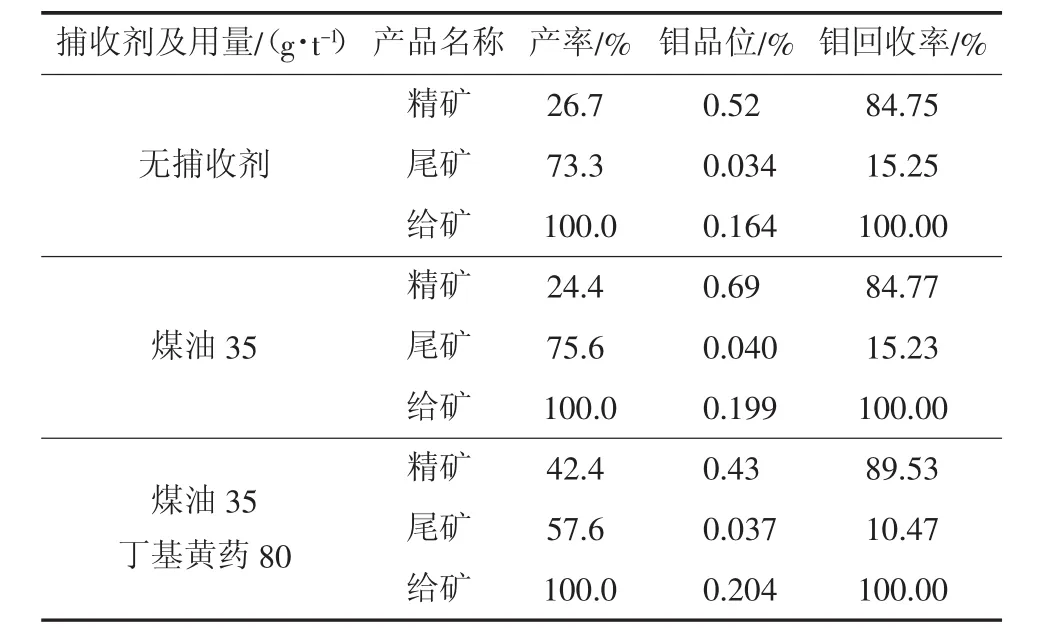
表2 捕收剂用量试验结果Tab.2 Testing results for collector dosage
试验结果表明,原来优先浮钼时没有添加任何捕收剂,现在添加煤油+丁基黄药,使钼及一部分可浮性较好的连生体上浮进入钼粗选精矿中,添加少量丁基黄药与煤油混用,能不同程度地提高辉钼矿回收率[5]。虽然钼粗精矿品位不高,但是生产现场还有7次钼精选,所以钼精矿品位能达到产品标准。
采用煤油+丁基黄药这一组合捕收剂提高了钼矿物回收指标、成本较低、易操作。但是,丁基黄药作为辉钼矿的辅助捕收剂的用量不必太大,确定的钼浮选的组合药剂条件为:煤油35g/t,丁基黄药80 g/t。
2.4铋浮选试验
原先生产上采用丁基黄药作捕收剂,2#油作起泡剂进行浮铋作业。因为丁基黄药捕收能力强而选择性差,使黄铁矿随铋矿物一起上浮,造成铋精矿品位很难提高,必须选择适应性好的铋矿物捕收剂。乙硫氮与黄药性质相似,都是硫化矿的常用捕收剂。乙硫氮作为铅铋锑矿的捕收剂,选择性较好,因此考虑使用对黄铁矿捕收能力较弱的乙硫氮。
为了与生产现场一致,保持捕收剂总量350 g/t不变(同步生产上的用量),对几种常见捕收剂进行了铋粗选捕收剂种类及用量条件试验。浮选试验其他固定条件同前。浮铋分别选择了丁基黄药、乙硫氮、乙硫氮+丁基黄药(比例1∶1)为捕收剂进行试验,试验结果见表3。

表3 捕收剂种类试验结果Tab.3 Testing results for collector type
试验结果表明,单一捕收剂的选别效果不及组合捕收剂,乙硫氮的选择性较好,但其捕收能力弱,丁基黄药的选择性较差,捕收能力强,因此,乙硫氮配以一定量捕收能力较强的丁基黄药组合使用,得到的铋粗精矿回收率和品位都处于较高水平,综合考虑选取乙硫氮和丁基黄药作为铋粗选的捕收剂。
为使乙硫氮和丁基黄药获得较好的组合优化效果,考查了两者的用量。对几种常见捕收剂用量进行比较的试验结果见表4。试验表明,乙硫氮和丁基黄药用量与铋品位成反比,铋精矿的回收率变化不大;乙硫氮用量大小对铋品位的影响较丁基黄药大,丁基黄药用量对铋回收率的影响较乙硫氮大,综合考虑,选取乙硫氮和丁基黄药用量分别为263g/t和87g/t。
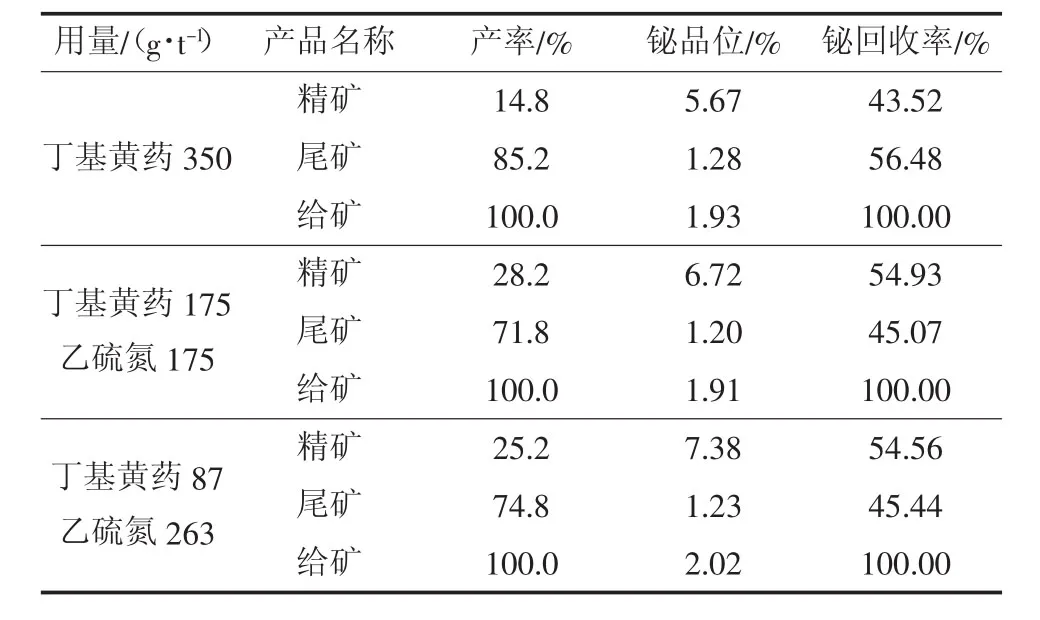
表4 捕收剂用量试验结果Tab.4 Testing results for collector dosage
3 结果与讨论
从2013年8月底开始在生产现场应用组合捕收剂浮选铋钼硫化矿,因地制宜地完善了工艺[6]。新工艺流程工业试验成功后可立即转化为生产应用[7],初步解决了以往生产现场钼铋回收率较低,铋精矿品位不高的实际问题。
原优先浮选工艺流程在钼粗选时没有添加任何捕收剂,现在添加煤油及丁基黄药,提高了钼回收率;铋浮选时采用组合捕收剂乙硫氮+丁基黄药也提高了铋浮选的选矿指标,其应用实施效果对比见表5。

表5 组合捕收剂生产应用前后指标对比 %Tab.5 Index comparisons between before and after applying combination collector
从表5中可看出,在生产上应用组合捕收剂后,生产指标明显提高,铋精矿品位提高了1.95%,尾矿品位进一步降低,铋尾品位降低了1.75%,铋精矿实际回收率提高了10.31%;钼精矿品位基本相当,钼精矿实际回收率再创新高,钼回收率提高了20.6%。
生产应用实施情况:2014年累计处理铋钼原矿2 228.175 t,含钼品位0.22%,含铋品位2.51%;产钼精矿7.532 t,品位38.64%,实际回收率58.67%;产铋精矿186.116 t(金属量19.564 t),品位10.51%,铋尾品位0.94%,实际回收率34.96%,理论回收率68.69%;全年销售铋精矿18.547 6 t(金属量),销售收入270余万元。
4结论
(1)通过对煤油+丁基黄药组合捕收剂与单一煤油作为捕收剂比较试验,说明丁基黄药作为辅助捕收剂,在粗选段能提高钼粗精矿回收率。
(2)在复杂铋钼硫分离浮选作业中,组合捕收剂的优化应用更有助于浮选分离,可提高选矿指标。
(3)生产实践证明,组合捕收剂在铋钼硫分离浮选作业中的应用是可行的,最终使企业获得了较好的经济效益。
[1] 罗伟英.大吉山钨矿钼铋无氰浮选分离回收的试验研究[J].中国钨业,2013,28(5):32-35.
LUO Wei-ying.Experimental study of bismuth-molybdenum's cyanide-free flotation and recovery in Dajishan tungsten mine[J]. China Tungsten Industry,2013,28(5):32-35.
[2]杨顺梁,林任英.选矿知识问答[M].北京:冶金工业出版社,2007.
YANG Shun-liang,LIN Ren-ying.Dressing knowledge quiz[M]. Beijing:Metallurgical Industry Press,2007.
[3] 王纪镇,印万忠,刘明宝,等.浮选组合药剂协同效应定量研究[J].金属矿山,2013,(5):62-66.
WANGJi-zhen,YINWan-zhong,LIUMing-bao,etal. Quantitative Research of synergistic effects of combined flotation reagents[J].Metal Mine,2013,(5):62-66.
[4] 许时.矿石可选性研究[M].北京:冶金工业出版社,1989.
XU Shi.Ore optional sex research[M].Beijing:Metallurgical Industry Press,1989.
[5]汤雁斌.国内外钼矿选矿技术进步与创新[J].铜业工程,2010,(1):29-33.
TANG Yan-bin,Molybdenum ore dressing technology progress and innovation at home and abroad[J].Copper Engineering,2010,(1):29-33.
[6] 宋愈松.改进工艺流程+提高细泥尾矿中铋、钨的综合回收率[J].中国钨业,2012,27(2):19-21.
SONG Yu-song.Improve process+improve fine mud tailings of composite recovery of bismuth and tungsten[J].China Tungsten Industry,2012,27(2):19-21.
[7] 李平,管建红,李振飞,等.钨矿山尾矿综合利用试验研究[J].中国钨业,2012,27(3):14-16.
LI Ping,GUAN Jian-hong,LI Zhen-fei,et al.Comprehensive utilization tests and studies on the tailings of tungsten mine[J]. China Tungsten Industry,2012,27(3):14-16.
Application of Combination Collector to the Flotation of Molybdenum Bismuth Sulphide Ore
ZHONG Neng
(Dajishan Tungsten Industry Co.,Ltd.,Quannan 341801,Jiangxi,China)
Based on analyzing the on-site e cyanide-free bismuth and molybdenum flotation production process for Jiangxi tungsten sulfide ore,experiments on combination collector choice and dosages were performed to improve the technical and economic indicators of bismuth and molybdenum beneficiation.The application of combined collectors(Kerosene35 g/t,butyl xanthate 80 g/t,Diethyldithiocarbamate 263 g/t,butyl xanthate 87 g/t)to the flotation of Bismuth and molybdenum sulphide produced molybdenum Concentrate with Grade reaching 38.64%and actual recovery 58.67%,and bismuth concentrate with grade reaching 10.51%and actual recovery 34.96%.The combined effect of the two agents improved the beneficiation technical and economic indicators.
combination collector;bismuth;molybdenum;flotation;recovery rate
TD952
A
10.3969/j.issn.1009-0622.2015.03.006
2015-04-13
钟能(1969-),男,江西全南人,工程师,主要从事选矿技术工作。
猜你喜欢
云南化工(2021年5期)2021-12-21 07:41:12
金属矿山(2021年8期)2021-09-09 10:30:42
化工环保(2021年3期)2021-06-17 08:06:48
世界有色金属(2018年9期)2018-07-12 10:59:50
百科知识(2017年21期)2017-12-05 20:37:10
北京航空航天大学学报(2016年5期)2016-11-16 01:50:42
载人航天(2016年5期)2016-10-19 09:24:10
应用化工(2014年3期)2014-08-16 13:23:50
应用技术学报(2014年1期)2014-02-28 14:52:13
中国石化(2013年10期)2013-09-18 06:11:08
