
仿G71指令的椭圆内孔零件数控加工编程设计*
2015-11-02 06:34:20陈作越王小娥
组合机床与自动化加工技术 2015年2期
陈作越,蒋 勇,王小娥
(乐山职业技术学院机电工程系,四川乐山 614000)
仿G71指令的椭圆内孔零件数控加工编程设计*
陈作越,蒋 勇,王小娥
(乐山职业技术学院机电工程系,四川乐山 614000)
针对如何加工零件内孔为椭圆轮廓研究不足的问题,分析了其加工中存在的主要难点,提出了仿G71指令进行数控加工编程设计的解决方法,建立加工模型,编写加工程序,应用仿真软件进行仿真模拟并在机床上完成最终加工。仿真验证及加工试验结果表明,仿照G71指令编程完成内孔椭圆部分的粗车加工,再应用直线逼近进行椭圆曲线精加工是解决椭圆内孔零件的较好方法,同时该加工设计思路具有通用性,同样适用于除了椭圆外其余二次曲线的轨迹编程。
椭圆;内孔加工;二次曲线;宏程序;FANUC系统
0 引言
以椭圆、双曲线、抛物线等为代表的二次曲线是典型的平面轮廓零件中常见的几何要素,但是目前的数控系统,通常而言只能进行直线插补和圆弧插补,并不具备椭圆等二次曲线的插补功能,无法直接写出能让其加工的程序指令。对于这类零件特征的加工编程,一般是应用数控系统中的变量编程,采用小段直线去逼近轮廓曲线的方法来完成含有非圆曲线轮廓的零件编程。
零件中二次曲线的出现又以椭圆轮廓为典型代表,而椭圆轮廓在零件可能以多种不同的具体形式出现,这里仅讨论用于数控车床加工的回转体类零件。
大量的文献及数控加工者对二次曲线轮廓类零件进行了工艺分析、编程设计和加工试验,但是对于数控车削中的内孔轮廓带二次曲线的零件涉及较少。文献[1-2]研究了一般情况下,即非圆曲线轮廓的回转中心与数控车床Z轴重合或平行情况下的编程设计和加工试验;文献[3-4]探讨了斜椭圆类零件在数控车削中加工方法,但都没有涉及到当零件内孔为椭圆轮廓时的处理,针对以上研究的不足,本文主要探讨椭圆内孔零件的数控加工编程设计。
1 椭圆内孔零件加工分析
椭圆轮廓类零件的加工方法通常采用循环指令嵌套变量的思路来解决,但对于系统而言,并不是每个系统的循环都能套用宏指令。如果是这样的情况,由于这类零件并非是标准件,不会批量地生产,为简化编程,在实际加工中通常考虑仅仅把精车的程序编制出来,然后用修改刀补的方法逐渐逼近将零件加工出来。这种加工方法,程序设计简单,操作方式也不复杂,容易接受也易于实现,无论是工艺还是程序都能较好的实现,其本质就是类似于G73指令的手工操作,但需要一定的退刀空间。
GSK980TD的G71、G73指令通过验证可以套用宏指令,但是在FANUC系统中,经验证G71指令是肯定不能套用宏指令的,虽然G73指令能套用,但是因为它本身是轮廓循环,必须要很大的退刀量和多次空刀切削,在切削效率上会有所降低,更为重要的是,在内孔为二次曲线的零件中,是无法提供足够的退刀量的。
因此,如果遇到了内孔为二次曲线的零件,无论是用G73指令还是类似于G73循环的多刀切削,就会变得束手无策,必须另外考虑加工设计。
实际上,应用G71指令套用宏程序是很好的程序设计思路和方法,如果能实现将是最佳的加工方式,可是FANUC系统用G71无法实现对宏指令的套用,于是,考虑设计一段仿G71的粗车加工程序来实现轮廓的粗车不失为一种解决方法。
在具体的编程操作中发现,如果要把整个轮廓(包括二次曲线部分、轮廓阶梯、锥度等)都考虑进去用一段程序就实现加工将是非常困难的,但是如果仅仅是针对二次曲线的部分设计轮廓粗车程序,之后再对二次曲线轮廓进行精加工,这个难题就将显得容易多了。
具体的设计思路为:①除了二次曲线轮廓部分,其余部分用G71指令切削;②二次曲线轮廓部分用两段程序来实现,尝试编制一段仿G71的粗加工程序完成大部分的余量切削,再用小段直线去逼近轮廓曲线的方法进行轮廓精车。
2 加工模型建立
建立的加工模型如图1所示,材料为45钢。内孔曲线部分为一段椭圆弧,以工件右端中心为编程零点设定工件坐标系,椭圆圆心位于(X0,Z5)处。本文的加工编程设计仅针对内孔部分,外轮廓由于其与一般零件的加工无异,在此不作讨论。

图1 内孔椭圆加工模型
3 仿G71的椭圆内孔编程设计
以FANUC 0i数控车系统为载体[5-6],编程设计好的程序如表1所示。程序内容分为五段编辑,N10-N60为第一段钻孔程序,采用φ23的锥柄麻花钻完成初始孔的加工;N70-N140为第二段,主要内容为完成内孔轮廓形状的切削加工并留出一定的加工余量,但不包括内孔椭圆部分;N150-N260为第三段,是这类内孔椭圆加工极具特点的部分,即仿G71指令的轮廓切削编程,人为地计算出每次切削循环终点的X和Z向坐标值,用宏指令设计循环,完成内孔椭圆轮廓部分的粗加工;N270-N330为第四段内孔椭圆的精加工程序,采用直线逼近(也叫拟合)法,在 Z向分段,以0.05mm为一个步距,并把X向作为自变量,X作为Z的函数来设计每一分段的加工点坐标;N340-N390为内孔其余部分的加工程序及程序结束部分。

表1 仿G71指令的零件加工编程设计
4 试验验证
对文中的工艺设计及程序编制的可行性验证分仿真和加工两阶段进行。
4.1仿真试验及结果
仿真试验依靠斯沃数控仿真软件进行,将设计的程序代入并完成模拟加工测试,内孔部分加工轨迹如图2所示,仿真加工效果如图3所示。
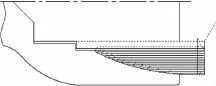
图2 椭圆弧部分加工轨迹模拟图

图3 内孔椭圆零件仿真加工效果图
4.2加工验证及结果
加工试验机床选取FANUC 0i-TC系统,在实际加工过程中,除了解决退刀的问题,还要考虑加工时内孔不可见的工艺难点,加工完成的零件结果如图4所示。

图4 内孔椭圆零件加工结果
5 结论与讨论
针对如何加工零件内孔为椭圆轮廓研究不足的问题,选取典型实例进行分析和讨论,通过软件仿真及数控加工试验,结果说明仿照G71指令编程完成内孔椭圆部分的粗车加工,再应用直线逼近进行椭圆曲线精加工以此来解决椭圆内孔零件加工的工艺设计思路是可行的,文中的程序设计是正确可实现的,以此为例可用来解决相似的椭圆内孔类零件加工问题。
值得说明的是,虽然本文只针对椭圆这一种二次曲线轮廓进行了编程设计,但文中提到的工艺设计思路具有通用性,只需要重新合理设定循环条件公式,同样适用于除了椭圆外其余二次曲线(双曲线、抛物线等)的轨迹编程,当遇到类似零件加工生产编程时可应用文中方法进行处理。
[1]王西建,冀勉.宏程序在非圆曲线轮廓车削加工中的应用[J].组合机床与自动化加工技术,2013(7):110-114.
[2]陈作越.FANUC系统数控车削椭圆类零件的通用宏程序编制详解[J].煤炭技术,2011(12):18-19.
[3]赵薇,薛明.斜椭圆类零件数控车削加工方法研究.组合机床与自动化加工技术,2014(1):146-152.
[4]赫焕丽,杨彦伟.基于宏程序的斜椭圆数控车削加工的研究[J].煤矿机械,2013,34(2):133-135.
[5]北京发那克机电有限公司.FANUC Series 0i-TC操作说明书[M].北京:发那克机电有限公司,2004.
[6]刘书华.数控机床与编程[M].北京:化学工业出版社,2001.
(编辑 赵蓉)
The CNC Program Design of G71 Instruction for Machining Parts with Elliptical Profile Inner-hole
CHEN Zuo-yue,JIANG Yong,WANG Xiao-e
(Department of Electromechanical Engineering,Leshan Vocational and Technical College,Leshan Sichuan 614000,China)
Considering the insufficiency of studying how to machine the parts with elliptical profile inner hole,the major difficulties of this machining method is analysed,the solution of using G71 instruction to develop and design the numerical control program is introduced through establishing the processing prototype,compiling the processing program and simulating the processing way by emulating software until complete the actual processing in lathe.The simulation and processing experiment results shows that the adoption of G71 instruction is a better solution for processing the parts with elliptical profile inner hole,through the firstly rough processing the elliptical profile of the part by G71 instruction and then fine processing by line-approaching method.In the meantime,this processing idea also has the wide application for processing the other non-elliptical profile parts.
ellipse;inner hole processing;quadric curve;macro program;FANUC system
TH162;TG659
A
1001-2265(2015)02-0154-02 DOI:10.13462/j.cnki.mmtamt.2015.02.044
2014-05-09;
2014-06-20
四川省教育厅科研项目(14ZB0394)
陈作越(1980—),男,四川乐山人,乐山职业技术学院副教授,硕士,研究方向为机械制造、数控加工,(E-mail)14430770@qq.com。
猜你喜欢
福建中学数学(2023年5期)2024-01-25 17:41:36
课堂内外·小学版(低年级)(2023年6期)2023-04-29 00:44:03
一重技术(2021年5期)2022-01-18 05:42:06
装备制造技术(2021年1期)2021-05-21 07:55:16
制造技术与机床(2019年11期)2019-12-04 05:50:54
云南教育·中学教师(2019年12期)2019-08-13 07:28:20
制造技术与机床(2017年6期)2018-01-19 02:41:06
凿岩机械气动工具(2017年3期)2017-11-22 07:21:54
数学学习与研究(2016年19期)2016-11-22 11:39:30
计算机工程(2015年4期)2015-07-05 08:27:39
