
树脂旧砂再生线自动控制系统的设计
2015-11-01 09:04吴卓坪周瑜忻汪华平王烛光
中国铸造装备与技术 2015年4期
吴卓坪,周瑜忻,杨 勇,汪华平,王烛光
(中机中联工程有限公司,重庆 400039)
树脂旧砂再生线自动控制系统的设计
吴卓坪,周瑜忻,杨 勇,汪华平,王烛光
(中机中联工程有限公司,重庆 400039)
介绍了树脂旧砂再生线自控系统的设计,整个系统由工控机、可编程序控制器(PLC)和现场分布式I/O子站构成三级分布式集散控制系统。采用西门子工控组态软件(WINCC)开发人机接口可视化界面。系统具有界面友好、易于操作、运行可靠、便于升级扩充等特点。为使系统安全可靠运行,通讯采用光纤环网冗余设计,工控主机采用了双机热备方式,配置不间断供电电源UPS。系统在某铸造厂具体实施,结果表明设计结构合理,安全可靠,联动控制时序等技术性能均满足生产的实际需要。
PLC;WINCC;光纤环网;树脂旧砂;自动控制
树脂旧砂再生线过程自控系统主要由树脂旧砂前处理控制系统、树脂旧砂再生控制系统、树脂砂气力输送控制系统、除尘控制系统等功能系统构成。以前常规的铸造厂砂处理线,各个功能的设备控制是相互独立的,主要由工人来控制各设备的启停,浪费人力且容易犯错。本文设计的控制系统将各个环节的联动条件串为一个整体,节约了人力且不容易出错,系统更为安全可靠。
1 树脂旧砂再生线主要工艺介绍
旧砂再生是将旧砂进行物理的、化学的或加热处理去除砂粒上积聚的粘结剂等残留物和惰性薄膜,以及有害微粒、粉尘,使旧砂的各种工艺性能得到恢复的一种铸造工艺,其最终目的就是力求减少铸造生产中的新砂用量,节约经济投入、提高铸件质量、保护自然环境[1]。本文树脂旧砂再生工艺采用的是热法再生工艺,主要工艺包括树脂旧砂的前处理、树脂旧砂热法再生系统。另外,其他的气力输送系统和除尘系统主要是完成工艺的辅助设备,使旧砂再生线更流畅和干净。其主要工艺流程图如图1所示。
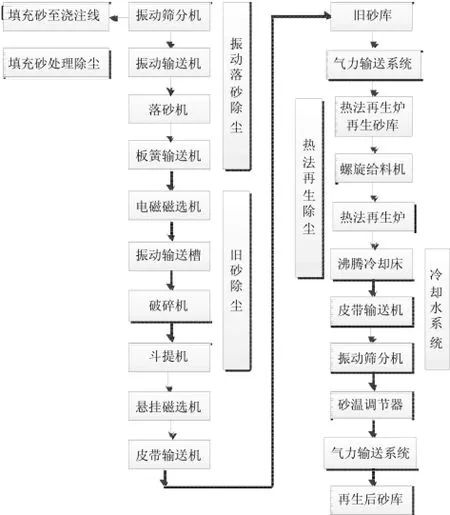
图1 树脂砂热法再生线工艺流程图
2 硬件设计
为了保证系统的稳定性,安全性和可靠性,整个系统由工控机、可编程序控制器(PLC)和现场分布式I/O子站构成三级分布式集散控制系统。通讯采用光纤环网冗余设计,工控主机采用了双机热备方式,配置不间断供电电源UPS。可编程控制器采用西门子S7-300系列。其硬件控制系统配置图如图2所示。
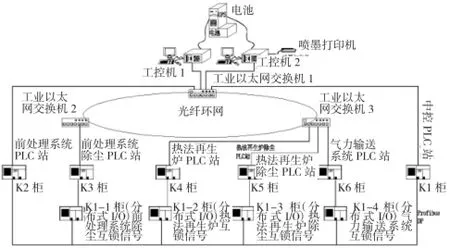
图2 树脂砂热法再生线控制系统图
2.1上位机系统硬件选型
上位机系统主要负责采集各个功能部分设备的运行情况,工艺设备的实际参数,比如压力、温度、流量、砂处理量等,并负责保存和打印。为了安全可靠,工控主机采用了双机热备方式[2],选用台湾研华 IPC610系列。配备不间断供电电源UPS,选用山特C3K保证半小时内上位机上的数据能备份。
2.2中控PLC站硬件选型
中控PLC站选用西门子S7-300系列的PLC,选用CPU315-2PN/DP,模块是集成PROFINET通讯功能的S7-300系列CPU模块,无需额外添加CP343-1 Advanced通讯功能模块。CPU 315-2 PN/ DP 具有中等规模程序量。除了分布式I/O结构,它还可用于分布式自动化结构。可在SIMATIC S7-300中用作PROFINET IO控制器以及标准PROFIBUS DP主站。现场选用分布式I/O站,分布式I/O模块选用图尔克的分布式I/O模块,其中硬件组态如图3所示。

图3 硬件组态图
2.3通讯硬件选型
传统的光纤网络采用的是主干的方式,中间的任何一条连接线断掉,都至少会影响连接中的一个区域。这就给网络的安全性带来隐患。因此本系统选用光纤环网链路冗余模式[3],防止一处连接发生故障而影响整个网络。选用的工业以太网交换机为MOXA的EDS-408A-MM-SC是专为工业应用场合所设计的8 口网管型以太网络交换机。具有6口10/100 BaseT(X),2口多模100 BaseFX/SC接口。EDS-408A系列支持多种网络管理功能,包括Turbo Ring,Turbo Chain,ring coupling,IGMPsnooping,IEEE 802.1Q VLAN,port-based VLAN,QOS,RMON,带宽管理,端口镜像功能,及通过 e-mail或继电器输出的事件触发报警。EDS-408A的 Turbo Ring功能可以通过基于网页的管理界面或者用位于 EDS-408A交换机顶部面板的拨码开关轻松配置。
3 软件设计
3.1上位监控系统软件设计
本系统采用西门子工控组态软件(WINCC)开发人机接口可视化界面,WINCC是西门子公司在自动化领域采用最先进的技术与微软公司共同开发的居于世界领先地位的工控软件。WINCC即WINDOWS CONTROL CENTER(视窗控制中心)。WINCC是一个功能强大的全面开放的监控系统,既可以用来完成小规模的简单的过程监控应用,也可以用来完成复杂的应用。在任何情况下WINCC都可以生成漂亮而便捷的人机对话接口,使操作员能够清晰地管理和优化生产过程。系统具有界面友好、易于操作、运行可靠、便于升级扩充等特点[4]。系统界面主要有登陆界面、起始界面、前处理控制系统界面、气力输送系统界面、水系统控制界面、除尘系统控制界面、1#再生炉控制界面、2#再生炉控制界面。各个界面反应各个系统中设备的运行状态。根据现场设备控制柜上的启动方式选择旋钮“远程”“就地”,可以在远程界面上启动停止设备。在再生炉监控画面中,可以输出天然气流量,助燃空气流量,炉内温度,炉内压力,砂库料位等重要参数报表。树脂砂再生生产流程图如图4所示。
3.2中控PLC软件设计
整个树脂旧砂再生线主要由树脂旧砂前处理系统、树脂旧砂再生系统、树脂砂气力输送系统、除尘系统等功能系统构成。各个子系统相互影响,各自又有相应设备启动条件,但都是必须保证配套的除尘风机先启动,最后停止除尘风机。
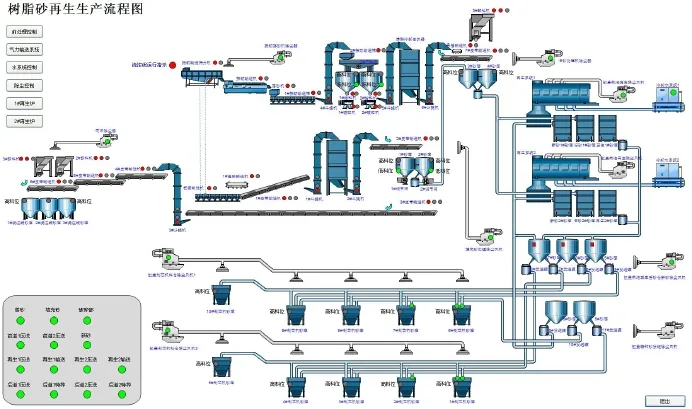
图4 树脂砂再生生产流程图
前处理系统各设备启动顺序按照物流方向,先启动物流后面的终端设备,再顺次向后启动相临工位的设备。停止设备则是按照相反的方向依次停止,最后停除尘设备,其控制流程图如图5所示。
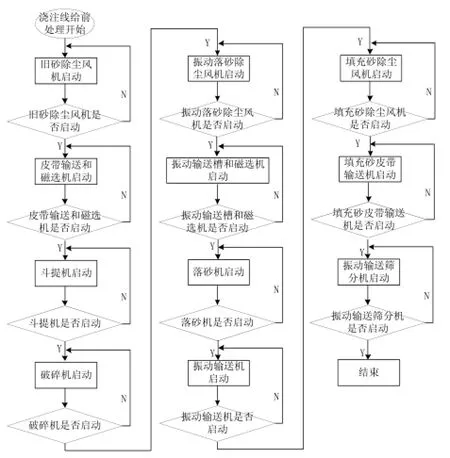
图5 树脂砂前处理控制流程图
树脂旧砂再生系统主要由树脂砂再生炉、旧砂给料设备、沸腾冷却床、水冷系统、除尘系统构成。其中树脂砂再生炉是该系统的核心设备,其中尤其需要精确控制的两个参数是炉内温度和压力,通过设定需要的温度,热电偶检测煅烧室内的温度经过西门子内部标准连续PID运算模块FB41计算出助然空气电动阀门的开度。为了安全燃烧,天然气的流量的给定值则是按照与助然空气流量1∶11的比例计算所得,天然气的流量的实际值是再次通过PID控制器运算给出天然气电动阀门的开度来控制。最终助燃空气和天然气按照11∶1的质量比例在燃烧室内燃烧,通过热传递,控制再生炉内煅烧室的温度,炉内温度控制流程图如图6所示。

图6 树脂砂再生炉温度控制流程图
炉内压力主要通过西门子PID模块运算,给出树脂砂再生炉烟道外面的压力调节阀开度来调节炉内压力,控制流程图如图7所示。
4 结论
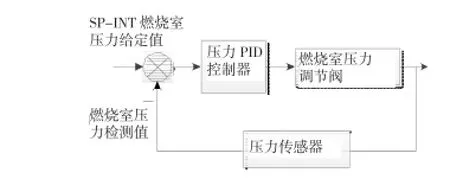
图7 树脂砂再生炉压力控制流程图
该树脂旧砂再生线的过程自控系统的设计,采用了光纤环网冗余设计,将各个相对独立的砂处理设备紧密联系起来,集中管理,提高了砂再生线的自动化程度。整个系统由工控机、可编程序控制器(PLC)和现场分布式I/O子站构成三级分布式集散控制系统。采用西门子工控组态软件(WINCC)开发人机接口可视化界面。系统具有界面友好,易于操作,运行可靠,便于升级扩充等特点。现在已稳定运行在生产现场。
[1] 郭思福.铸造旧砂再生利用及污染治理[M]. 广州:中山大学出版社,2001,12:3-4.
[2] 李文. 仪表系统供电方案的研究[J].石油化工自动化,2012,48(4): 273-275.
[3] 张峰,苏瑞,冯翊. 冗余光纤环网在玻璃生产中的应用[J].玻璃与搪瓷,2013, 41(1): 87-89.
[4] 杨路明,雷亚军. 组态软件WinCC在自动监控系统中的应用[J].计算技术与自动化,2003, 22(4):21-24.
[5] 韩晋.树脂砂旧砂再生线冷却循环水系统的设计[J].中国铸造装备与技术,2007(5):46-48.
[6] 韦志民,韦莉文,储竹君.10t/h树脂砂再生生产线[J].中国铸造装备与技术, 1997(6):11-12.
亚世科化学推出新开发的混合添加剂
亚世科化学开发了一种新的混合添加剂用于冷芯盒与PEP SET™应用,并迅速实现了向批量生产的转变。作为一种新的添加剂,VEINO ULTRA 4618结合了有机和无机添加剂技术的优势,使批量铸造时高水平的工艺可靠性得以保证。
通常,添加剂需要做到能保证稳定可靠的高品质生产。我们知道,即便在某些条件已实现最优的情况下(如造型材料、粘接剂类型和涂层类型),还是可能出现型砂膨胀的缺陷,导致返工和废件。虽然使用较厚的涂层有助于改善这种情况,但其应用却受到生产中的公差规范的限制。
添加剂就可以从本质上解决这个问题,即型砂膨胀。根据添加剂技术的不同,它们在铸造过程中可能发生燃烧或充当一种缓冲剂,从而在石英砂转化时为型砂创造膨胀的空间。加上它们易于控制的优势,尤其是在批量铸造中,添加剂可以实现高水平的工艺可靠性。
有机添加剂特别适用于防止脉纹缺陷,但会产生相对较高的气味和发气量大。反之,无机添加剂则能做到真正的零排放,而且在某些特定的条件下可实现无涂料铸造。此外,使用添加剂还能在一定程度上用普通型砂替代昂贵的特种型砂,从而节约型砂成本。
为了结合有机和无机添加剂的优点,亚世科化学的研究人员一直致力于开发和试验新的VEINO ULTRA 4618混合添加剂。结果表明,这种添加剂可以有效预防铸造缺陷,尤其在预防脉纹方面表现出色。而且,VEINO ULTRA 4618已成功应用于无需涂料批量生产中,必将帮助壳芯生产取得良好的结果。(亚世科 供稿)
Design of Automatic Control System of Resin Bonded Sand Regeneration Line
WU ZhuoPing, ZHOU YuXin,YANG Yong, WANG HuaPing ,WANG ZhuGuang
(CMCU ENGINEERING CO., LTD.,Chongqing 400039,China)
This paper introduces the design process of automatic control system of resin sand regeneration line. The whole system that is the three leveldistributed control system is composed of industrial control computer, programmable controller (PLC) and distributed I/O station.The visual interface of man-machine interface is developed by using SIEMENS confguration software (WINCC). The system has friendly interface, easy operation, reliable operation, easy upgrade. In order to make the system safe and reliable operation, communication using optical fiber ring network redundancy design, host computer using a hot standby mode, and the uninterrupted power supply UPS is also confgured. The system is implementedin a foundry, and the results show that the design is reasonable in structure, safe and reliable, linkage control timing and other technical properties can meet the actual need of production..
PLC; WINCC; Optical Fiber Ring Network; Resin Sand
TG231.5;
A;
1006-9658(2015)04-0024-04
10.3969/j.issn.1006-9658.2015.04.007
2015-03-04
稿件编号:1503-838
吴卓坪(1985—),男,硕士,主要研究方向工业自动化控制.
猜你喜欢
再生资源与循环经济(2022年1期)2023-01-04
网络安全与数据管理(2022年1期)2022-08-29
百科探秘·航空航天(2022年6期)2022-06-28
网络安全与数据管理(2022年3期)2022-05-23
石材(2020年10期)2021-01-08
商品与质量(2020年31期)2020-11-26
环球时报(2019-08-08)2019-08-08
计算机与数字工程(2019年4期)2019-05-07
中国设备工程(2017年8期)2017-05-10
中国设备工程(2017年7期)2017-04-10
