高温真空镀膜夹具的设计
2015-10-29 06:22:22周斌
真空与低温 2015年1期
周斌
(信华精机有限公司,广东 惠州 516001)
高温真空镀膜夹具的设计
周斌
(信华精机有限公司,广东惠州516001)
对于要求整面镀膜的大规格玻璃面板,镀膜环境为高温的情况下,采用传统夹子夹持的方法,不能满足大规格玻璃整面镀膜的需要。提出一种新的思路,并设计了新夹具解决此问题。应用玻璃基片及金属材料热膨胀系数不同的特性,设计铝合金与耐热钢组合的夹具抵消高温引起的变形,利用玻璃基片的倒边来支承玻璃。
热胀冷缩;高温真空镀膜;大规格基片
0 引言
为了达到理想的镀膜效果,比如较好的防水、防刮性能,较高的膜强度以及预想的镀膜颜色等,有些膜必须要在高真空及高温环境下完成,两者缺一不可。另外,一般的滤光片、透镜等在镀膜时都会考虑到镀膜有效面积问题,因为在镀膜时玻璃基片放在镀膜夹具上,玻璃基片与夹具接触的部分必然无法镀到膜料,因此在镀膜前必须规定镀膜有效面积。
在生产中,有很多基片要求全有效面,即整个基片表面为有效镀膜面。此时,对于较小尺寸的基片,一般都是用夹子夹住基片两侧。但是对于尺寸较大的基片,特别是质量较大的基片,这种方法不再适用。
如果既是大尺寸的玻璃基片,不仅要求全有效面,又要求在高温环境中镀膜,需要设计新的夹具。具体需要解决的问题是:(1)基片:触摸屏面板,600 mm×400 mm×3 mm,长宽高公差均为±0.1 mm,镀膜面倒角为0.5°,材料为国产青板,要求整个面为镀膜有效面;(2)镀膜环境:300℃高温镀膜,时间为4 h。
1 夹具设计
使用夹子夹持玻璃基片的方法,对于如此大规格的基片并不适用。因为基片质量较大,需要夹紧力很大的夹子才能夹住基片,就可能夹伤玻璃基片。同时,快速旋转的伞盘具有很大的离心力,此种夹具稳定性差,所以不宜采用。
另外一种思路就是利用玻璃镀膜面上0.5°的倒角来支承玻璃,如图1所示。
此时要注意挡边宽度不能大于0.3 mm,因为由挡边边缘往内约有0.15 mm的镀膜不完整,不允许出现在镀膜有效区域。若是常温下镀膜,这种夹具就完全满足生产要求,但是前面已经提到,镀膜环境为高温300℃,此时问题便出现了。

图1 利用玻璃镀膜面上的倒角来支承玻璃示意图
所有的工程材料及玻璃,都有热胀冷缩的性质,即温度的变化引起材料体积和长度的变化。各种材料结构长度变化与温度的关系为:

式中:L为材料长度;α为材料热膨胀系数;△T为工作温度减去室温值。
常用耐高温材料中热膨胀系数最小的是马氏体不锈钢1Cr13,热膨胀系数为0.000 011 5,国产青板玻璃的热膨胀系数为0.000 008。热膨胀系数的不同导致两种材料在温度变化时长度变化并不同。温度升高时,不锈钢长度增加多,玻璃长度增加少,两者之间出现间隙,当间隙大于挡边宽度0.3 mm时,玻璃就会掉落。假设常温时玻璃与夹具紧密接触,间隙为零,经计算玻璃基片长度大于310 mm时玻璃就不能这样设计。
由于材料热胀冷缩的性质,不能使用单纯的不锈钢夹具来支承玻璃。但是可以利用材料的热胀冷缩性质,设计互补的夹具来抵消温度带来的变形。这种夹具由三部分组成,如图2所示。
夹具主体为1Cr13耐热钢材质,其内框长度为L1。铝合金挡条宽度为L2,玻璃宽度为L3。
玻璃由铝合金上的挡边支撑,挡边宽0.3 mm。由图2可看出,玻璃是靠左右2个铝合金上的0.3 mm挡边托起玻璃,而铝合金的位置由耐热钢尺寸L1决定,L1、L2、L3的关系如式(2):

式(2)是三者在常温下的关系,高温时L1、L2、L3都发生变化,记做L′1、L′2、L′3。
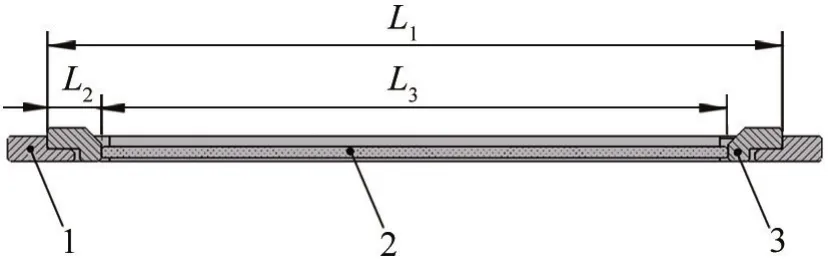
图2 适应温度变形的夹具示意图
已知铝合金的热膨胀系数α1=0.000 025;耐热钢3Cr13的热膨胀系数α2=0.000 011 5;玻璃的热膨胀系数α3=0.000 008。设L1、L2、L3在高温时的变形量分别为△L1、△L2、△L3,温度变化为△T,则有式(3)、(4)、(5):

与式(2)类似,高温时L′1、L′2、L′3的关系如式(6):

式(2)、(6)为夹具与玻璃在室温及高温下的关系。夹具与玻璃在常温环境下间隙为零,在高温环境下,只要间隙小于0.3 mm,就满足要求。但是在工程应用中,批量生产的玻璃以及夹具都有公差,特别是如此大规格的夹具,加工难度及成本是一个不得不考虑的因素。玻璃公差为±0.1,夹具要适应所有规格的玻璃,所以常温环境下玻璃与夹具最大的间隙为0.2 mm。在考虑公差的情况下,可以简单的归纳为两种情况:(1)夹具尺寸处在下限(夹具最小时),玻璃尺寸处于上限(玻璃最大时),室温时玻璃与夹具间隙为零,高温下玻璃不会被夹具夹破,即间隙大于零,如式(2);(2)夹具尺寸处在上限(夹具最大时),玻璃尺寸处于下限(玻璃最小时),室温时玻璃与治具间隙为0.2,高温时玻璃不会从夹具上掉落,即间隙小于0.3 mm,得到式(7)。

根据L3来设计镀膜治具,所以L3为输入条件,加上ΔT和α均为已知条件,所以,联立两个方程式可以求解L1和L2。将ΔT、α1、α2、α3的值代入式(2)可以求解得到:

为简化计算,对于第(2)种情况可以这样理解:常温下玻璃与治具间隙为0.2,高温下玻璃与治具间隙为0.3,等同于常温下玻璃与治具间隙为0,高温下玻璃与治具间隙为0.1mm。
所以可以得到式(10):

求解得到:

所以,L1的范围为1.185L3-26.155~1.185L3之间,L2的范围为0.0926L3-13.23~0.0926L3之间。只要夹具尺寸在上述计算范围内就可以有效抵消热胀冷缩引起的变形。L2偏大可能导致触摸面板被治具夹碎,L2偏小可能导致触摸面板从治具上掉落,两种情况都需要避免。
3 结论
通过不同线膨胀系数的金属材料的组合,可以有效地抵消温差引起的配合间隙。玻璃的线膨胀系数跨幅较大,但是基本都小于金属的线膨胀系数,所有的玻璃基板都可以采用这样的夹具来解决此类问题。只是这种夹具精度要求较高,特别是夹具尺寸较大,加工难度及成本较大,在设计夹具时就要考虑加工问题,最好的方法就是采用垫片来调整夹具尺寸。实际应用中采用这种夹具有效地解决了大规格玻璃的整面镀膜问题。
[1]杨文彬.符合热胀冷缩性质的结构设计准则[J].机械设计,1998(11):4-5.
[2]宋述稳,陈勇.利用热胀冷缩修复铝合金零件[J].机械制造,2003,4(10):54-55.
HIGH TEMPERATURE COATING JIG
ZHOU Bin
(Xinhua Precision-Machined Electronic Company,GuangdongHuizhou516001)
For the surface coating is large size glass panel,and in the case of deposition environment is high temperature,the traditional clip clamping method is not applicable.In this paper,a new way has been provided and a new fixture has been disigned to solve this problem.Using the diffrent characteristics of glass substrate and metal material thermal expansion coefficient,the fixture has been disigned by alumiunm alloy and heat resistant combinational steel,and it counteracted deformation caused by high temperature.Inverse side of the glass substrate was used to support the glass.
heat dilatation cold shrinkage;high temperature coating;large-plane substrate
TB742
A
1006-7086(2014)06-0059-03
10.3969/j.issn.1006-7086.2014.06.014
2014-07-15
周斌(1989-),男,陕西咸阳人,助理工程师,主要从事真空设备设计和真空镀膜的相关工作。E-mail:13542765320@ qq.com
猜你喜欢
表面技术(2022年3期)2022-03-31 05:48:24
建材发展导向(2021年18期)2021-11-05 09:19:20
装备制造技术(2021年1期)2021-05-21 07:54:52
哈尔滨轴承(2021年4期)2021-03-08 01:00:48
装备制造技术(2020年9期)2021-01-26 00:15:30
影像视觉(2020年5期)2020-06-30 03:42:35
上海建材(2018年4期)2018-11-13 01:08:52
制造技术与机床(2017年10期)2017-11-28 05:20:46
上海建材(2017年4期)2017-10-16 01:33:33
陶瓷学报(2015年4期)2015-12-17 12:45:02