
含孔洞缺陷焊接接头电磁热强化及组织与性能分析
2015-10-29 02:33:25付宇明宋炳材李艳芳郑丽娟
中国机械工程 2015年20期
付宇明 宋炳材 李艳芳 郑丽娟
燕山大学,秦皇岛,066004
含孔洞缺陷焊接接头电磁热强化及组织与性能分析
付宇明宋炳材李艳芳郑丽娟
燕山大学,秦皇岛,066004
通过自制的ZL-2型超强脉冲放电装置对含孔洞缺陷的A356铝合金焊接接头进行了电磁热强化实验,采用金相显微镜对强化前后焊接接头各区域微观组织和孔洞附近组织进行了对比分析,利用微机控制万能实验机对强化前后试件的拉伸性能进行了测试,并用SEM扫描电镜对拉伸断口进行了分析,采用型号为FM-700的显微硬度计对强化前后试件进行了硬度测试。结果表明:合适的脉冲电流有较好的晶粒细化效果,强化后的焊接接头各区域组织得到细化,焊接接头的力学性能得到改善,经脉冲放电后的抗拉强度平均提高了11%,延伸率平均提高了14.2%,且强化后接头的硬度明显较强化前高。
电磁热强化;孔洞;焊接接头;A356铝合金
0 引言
A356铝合金为常用的铸造铝-硅-镁系合金,具有铸造流动性好、气密性好、收缩率小和热裂倾向小等优点,经过变质和热处理后,具有良好的力学性能、物理性能、耐腐蚀性能和较好的机械性能[1-2],被广泛应用于汽车行业。由于铸造自身的影响以及焊接技术本身的局限性,焊接过程中易产生夹杂、气孔、裂纹等缺陷,缺陷的存在严重影响了焊接接头的性能。
工程实践中,经常采用补焊的方法对在役含裂纹等缺陷的焊接接头进行修复,但是该方法对焊接技术要求很高,而且容易产生较大焊接应力和变形,甚至会产生二次裂纹,使焊接接头的性能表现出极不均匀性。还有学者研究了利用等离子技术、激光熔覆技术以及离子注入技术等对含缺陷的焊接接头进行强化修复的方法,但上述方法也只是对焊接构件的表面起作用,而对构件内部存在的裂纹、孔洞、夹杂等焊接缺陷达不到强化和修复的效果。近年来,利用电磁热止裂来遏制金属裂纹的扩展逐渐发展为一种很有前景的修复结构内部损伤的新技术,成了未来止裂技术发展的新亮点。对于铝合金焊接难以避免的缺陷就是气孔,气孔往往是焊接构件疲劳断裂开始的地方[3]。本文利用脉冲放电的方法对含孔洞缺陷的A356铝合金焊接接头进行修复,从而提高其力学性能。通过前期工作发现焊接接头电磁热止裂后抗拉强度、抗弯强度、断面伸长率均有所提高,同时止裂后,缺陷附近微观组织明显细化,出现强韧性均好的白亮层组织,进一步阻止了裂纹的扩展[4-6]。选用含孔洞缺陷的A356铝合金对接焊焊接接头,旨在研究焊接接头电磁热强化后的微观组织和力学性能。
1 实验方法
1.1理论依据
孔洞缺陷可处理成广义埋藏裂纹缺陷,应用放电强化是可行的[7]。在向含有孔洞缺陷的焊接接头中通入强脉冲电流时,在球形截面上出现绕流现象,同时在欧姆效应作用下产生了大量的焦耳热,导致截面处温升瞬间超过材料熔点,冷却后形成焊口,并且其周围发生有利于提高金属性能的组织变化,围绕孔洞形成一层白亮层组织,对孔洞缺陷向裂纹演变的过渡过程起到屏蔽作用,达到了强化效果。
1.2实验材料
实验用铸造A356铝合金经T6热处理,其化学成分见表1。焊接方法为TIG焊,焊丝选用ER5356,焊丝的化学成分见表2。焊接工艺参数见表3,焊接方式为不开坡口的对接焊,且各个试件的焊接工艺参数均相同,焊后缓冷至室温。焊接接头尺寸如图1所示。
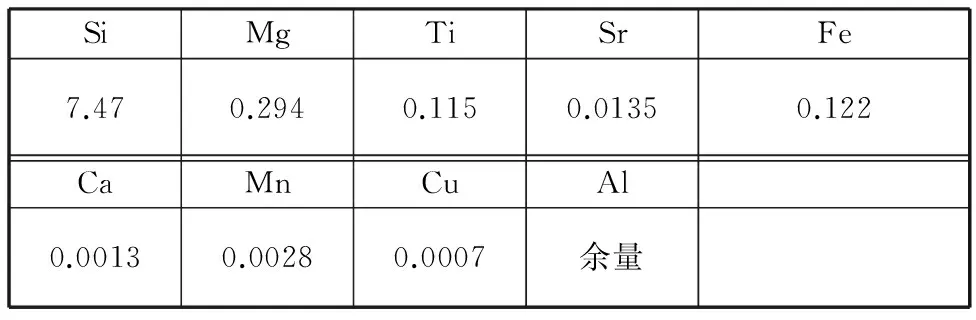
表1 A356铝合金成分(质量分数) %
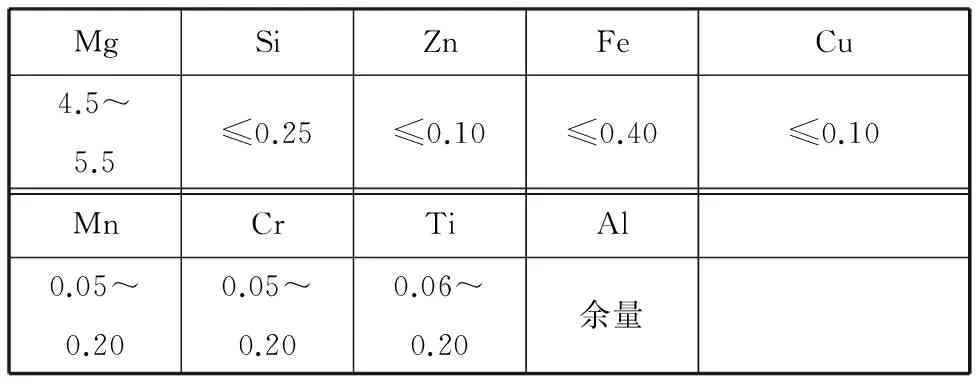
表2 焊丝成分(质量分数) %

表3 焊接参数
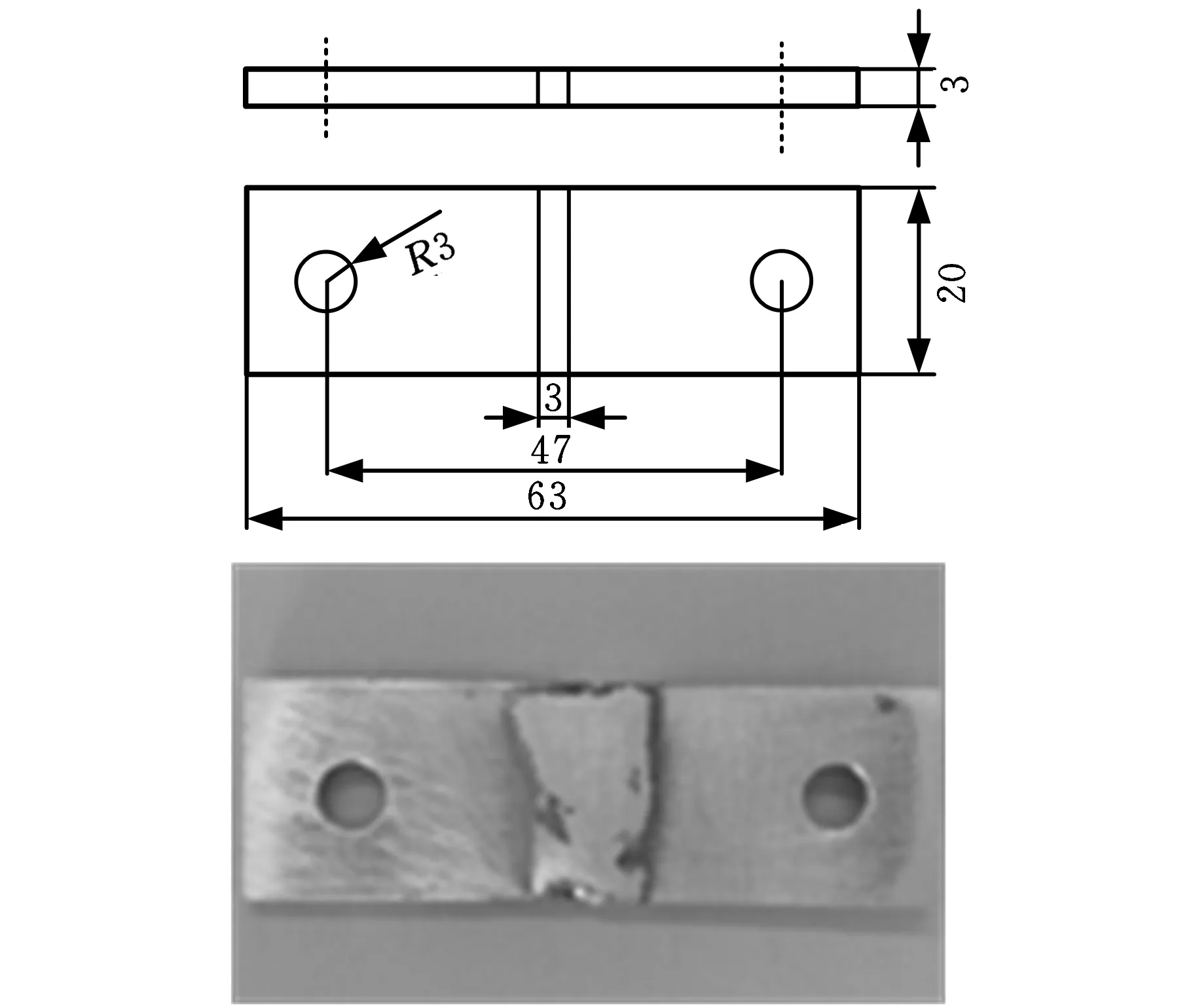
图1 焊接接头及尺寸
1.3实验过程
用超声波探伤仪探出含缺陷的焊接接头,图2、图3所示分别为超声波探伤图形和含微观孔洞缺陷试件。根据超声波探伤原理选出缺陷大小和位置基本一致的试件进行脉冲放电实验,放电电压为6 kV,进行一次脉冲放电,脉冲电压施加在试件的两端,作用于整个焊接接头区域,电流遇孔洞缺陷时产生绕流,使缺陷附近电流密度提高,产生大量焦耳热,钝化了孔洞缺陷。实验是在自制ZL-2型超强脉冲电流发生装置上完成的。实验设备的最小放电周期为250 μs,最大输出放电电流为140 kA。取强化前后的1号和2号焊接接头,用线切割机在焊缝处、熔合区和母材区取样,尺寸为5 mm×5 mm×3 mm,先在不同粗细的金相砂纸上打磨,然后用不同粒度的金刚石研磨膏进行抛光。腐蚀液是浓度为0.5%的HF溶液,腐蚀时间是1 min,然后在金相显微镜下观察其微观组织。取三组强化前后的试件在WDW3035微机电子式万能试验机上进行拉伸实验,用SEM扫描电镜对强化前后的拉伸断口进行分析。采用型号为FM-700的显微硬度计对止裂强化后的试件进行硬度测试,实验前对焊接接头的各个区域在砂纸上磨光,并在抛光机上进行抛光,实验时根据材料的特性选择加载载荷为0.98 N,加载时间为15 s,分析强化前后各区域的硬度变化。

图2 波形图
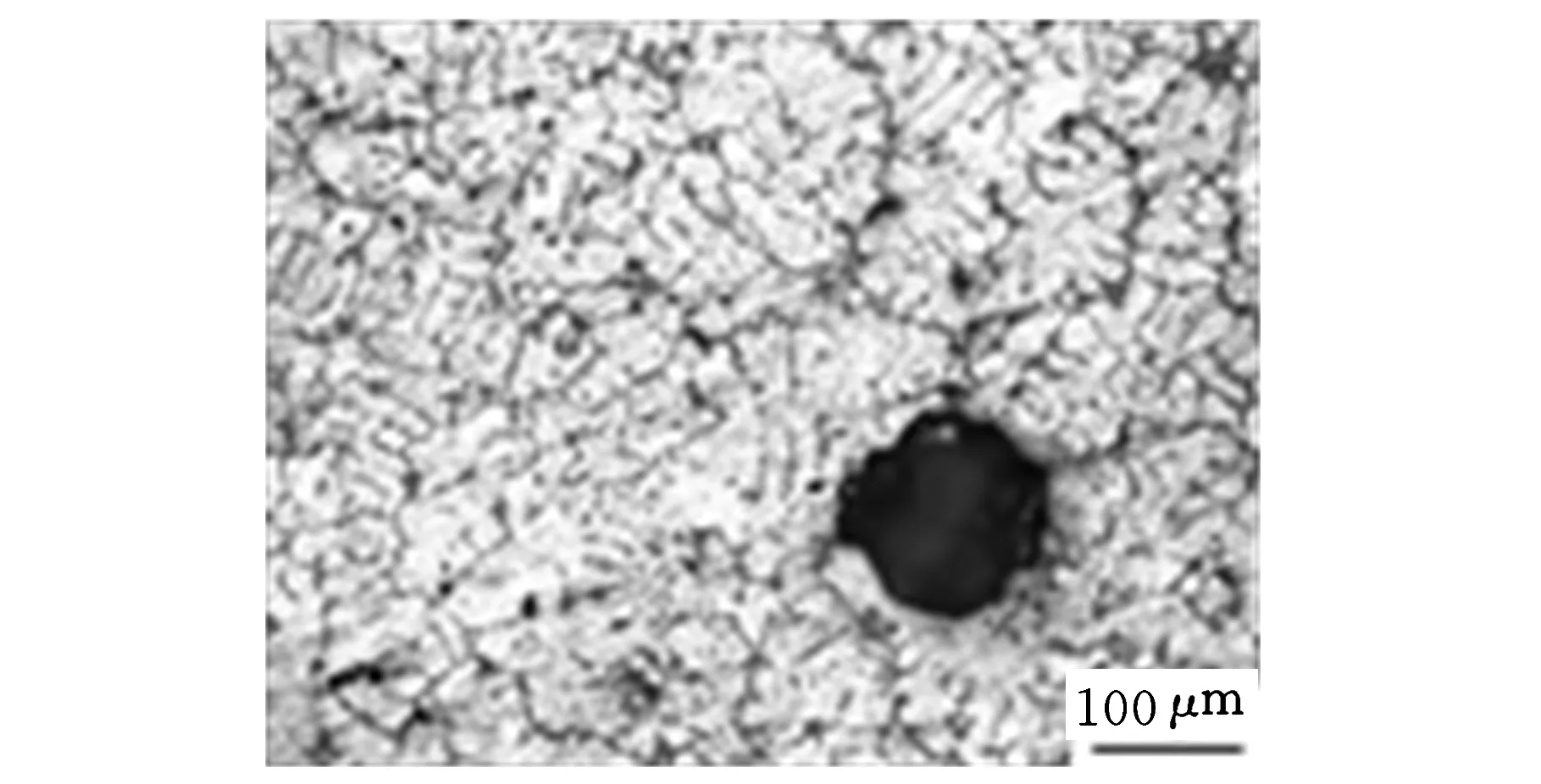
图3 微观孔洞

图4 ZL-2脉冲放电装置
2 实验结果与分析
2.1强化前后孔洞边缘组织对比图

(a)放电前(b)放电后
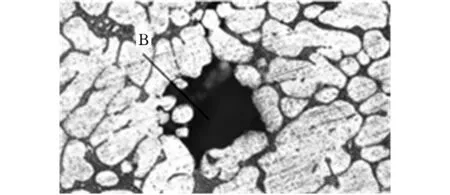
(c)孔洞B的局部放大图
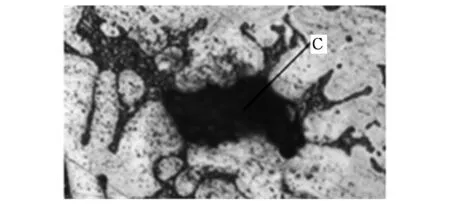
(d)孔洞C的局部放大图图5 孔洞缺陷附近组织对比图
图5为强化前后微观孔洞缺陷附近组织对比图,仔细观察图5c、图5d可发现:放电后在孔洞周围形成一层白亮层组织,这是因为脉冲电流在遇到孔洞缺陷时产生绕流集中效应,产生的热量瞬间熔化了孔洞边缘尖锐的部位,实现了孔洞边缘微裂纹的钝化,遏制了孔洞缺陷附近微裂纹的萌生和进一步的扩展,从而达到强化目的。
当对试件施加脉冲电流时,由于脉冲电流作用时间极为短暂,整个过程属于瞬时的高能量输入,在很短的时间内缺陷附近材料迅速升温并急速下降,并且因为焦耳热集聚在缺陷附近,而焊缝是缺陷的主要部位,所以会使焊接件的焊缝处经过一个类似热处理的过程,使焊缝区域出现细小的组织。比较图6c和图7c可知,母材区的组织变化不大,共晶硅多呈粒状均匀分布,晶粒大小相当,说明电磁热对母材区影响不大,进一步说明母材区几乎没有缺陷。
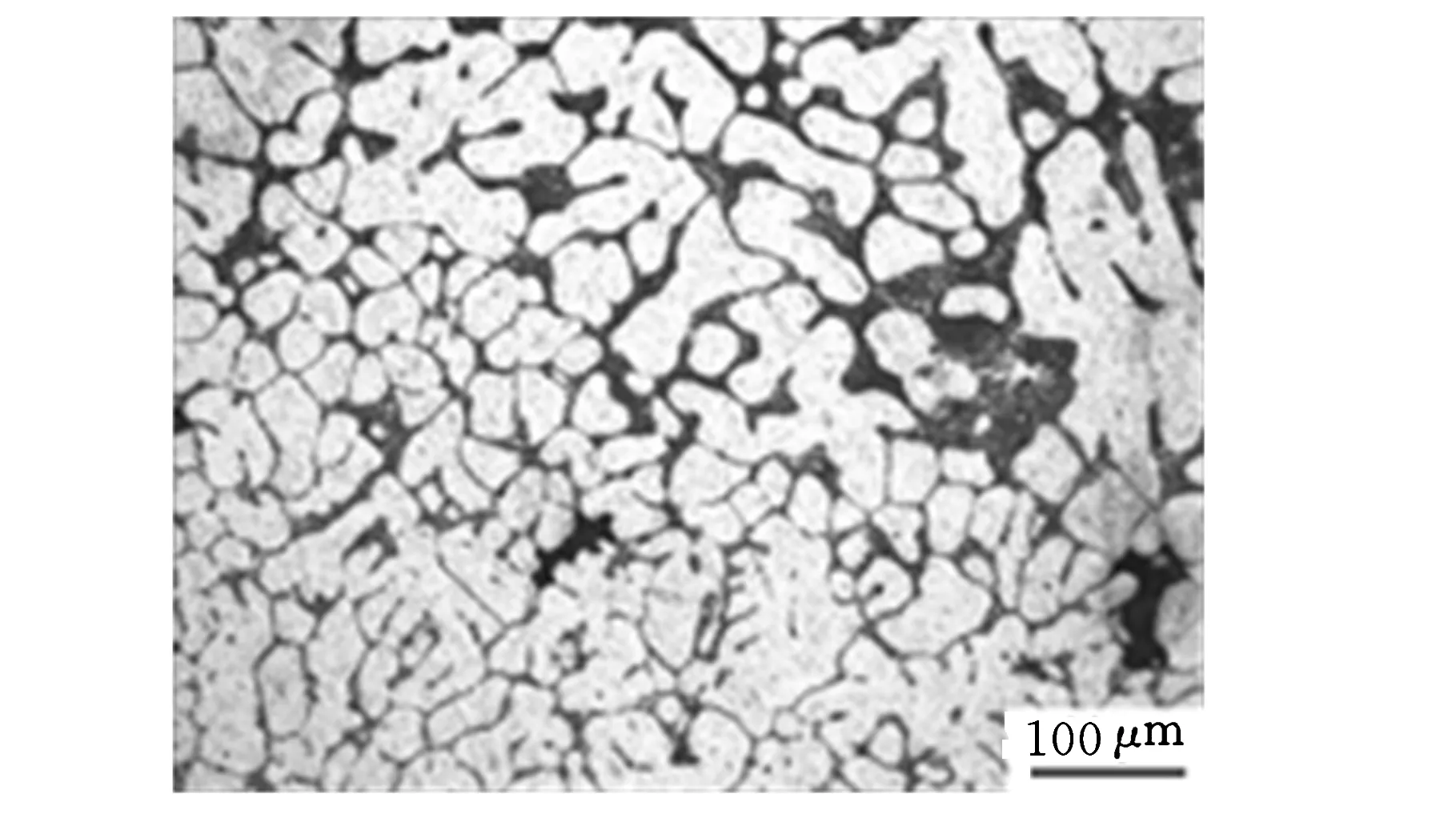
2.2金相分析
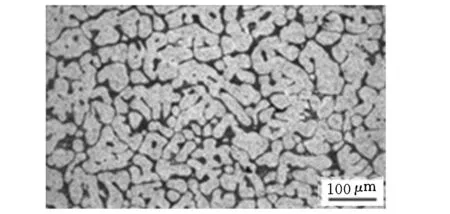
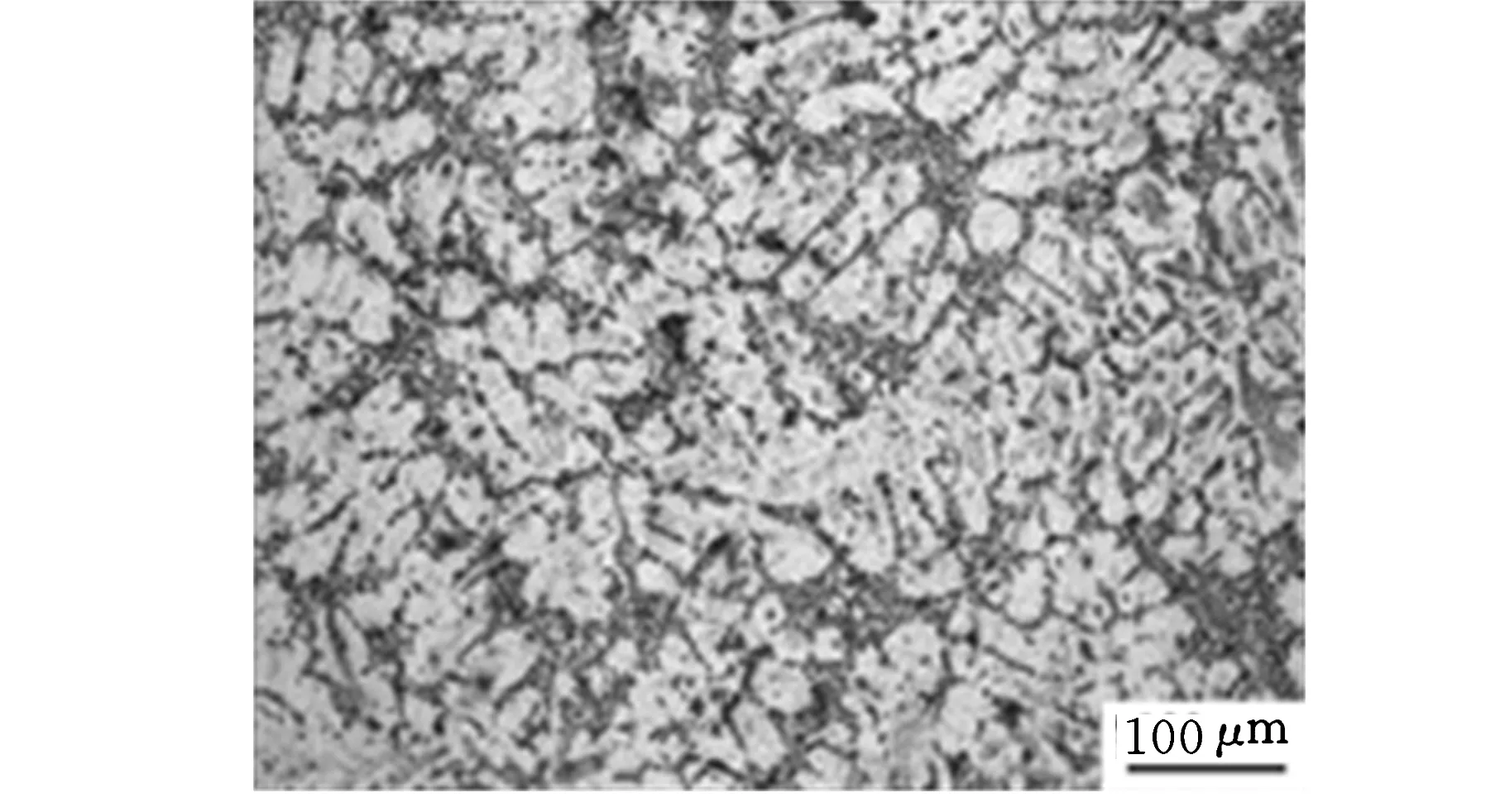
(a)焊缝横截面
(b)熔合区
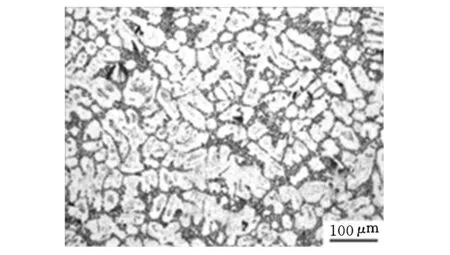
(c)母材图6 强化前焊接接头显微组织
用金相显微镜在200倍率下观察强化前后的各区域的组织变化情况,如图6、图7所示。根据Al-Si二元相图,A356属于亚共晶合金,其凝固过程先析出初级的Al枝晶,然后Al-Si共晶体在枝晶臂之间形成,铸态A356合金的相包括:α-Al基体、Mg2Si、Si、铁基化合物以及各种缺陷,如:夹杂,缩孔、氧化膜等。图6、图7中白色相为初生α-Si相,灰色相为共晶组织,从图6a、图6b和图7a、图7b可以看出没有经过脉冲处理的焊缝区组织粗大,经过脉冲放电处理的焊缝组织出现细化现象。
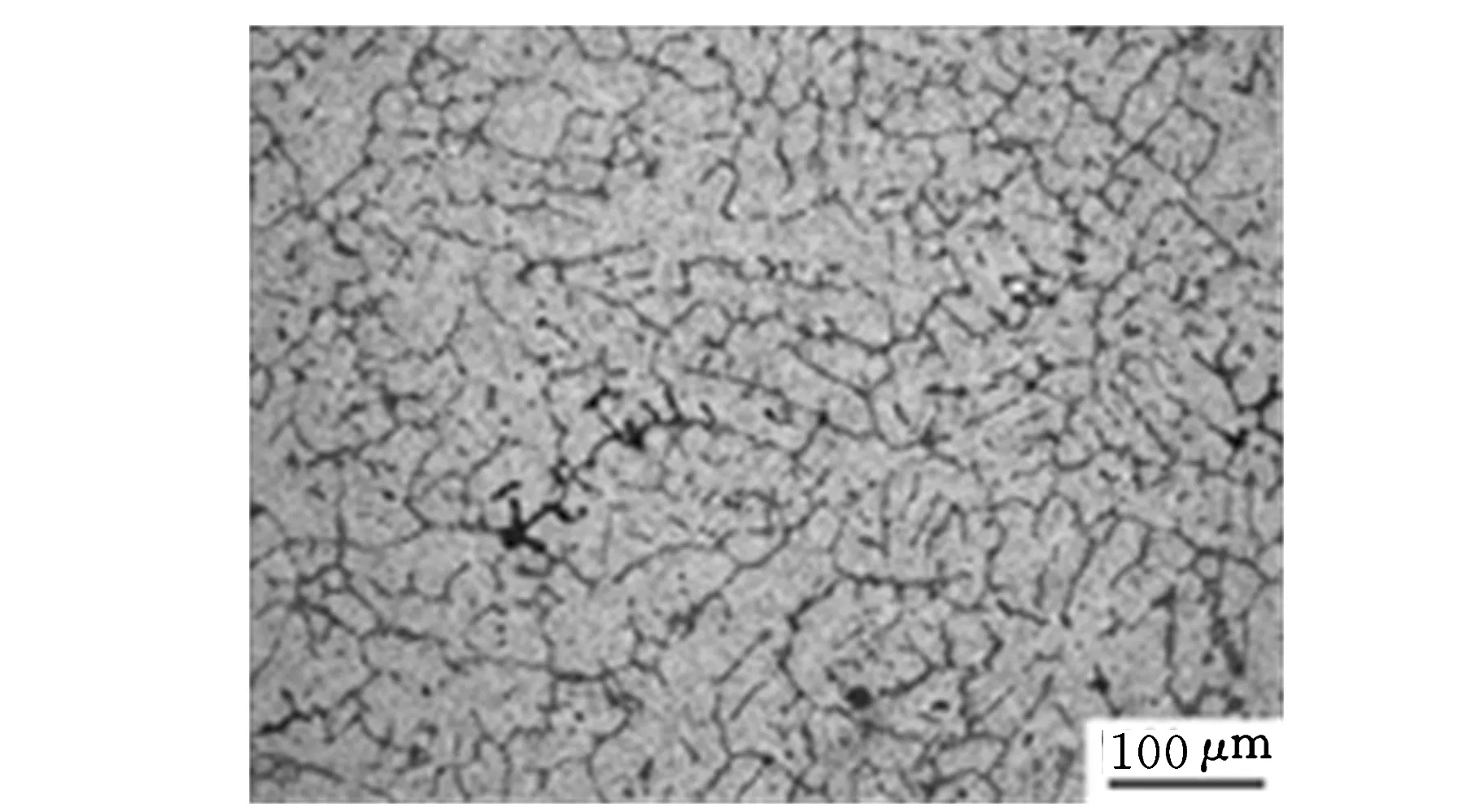
(a)焊缝横截面
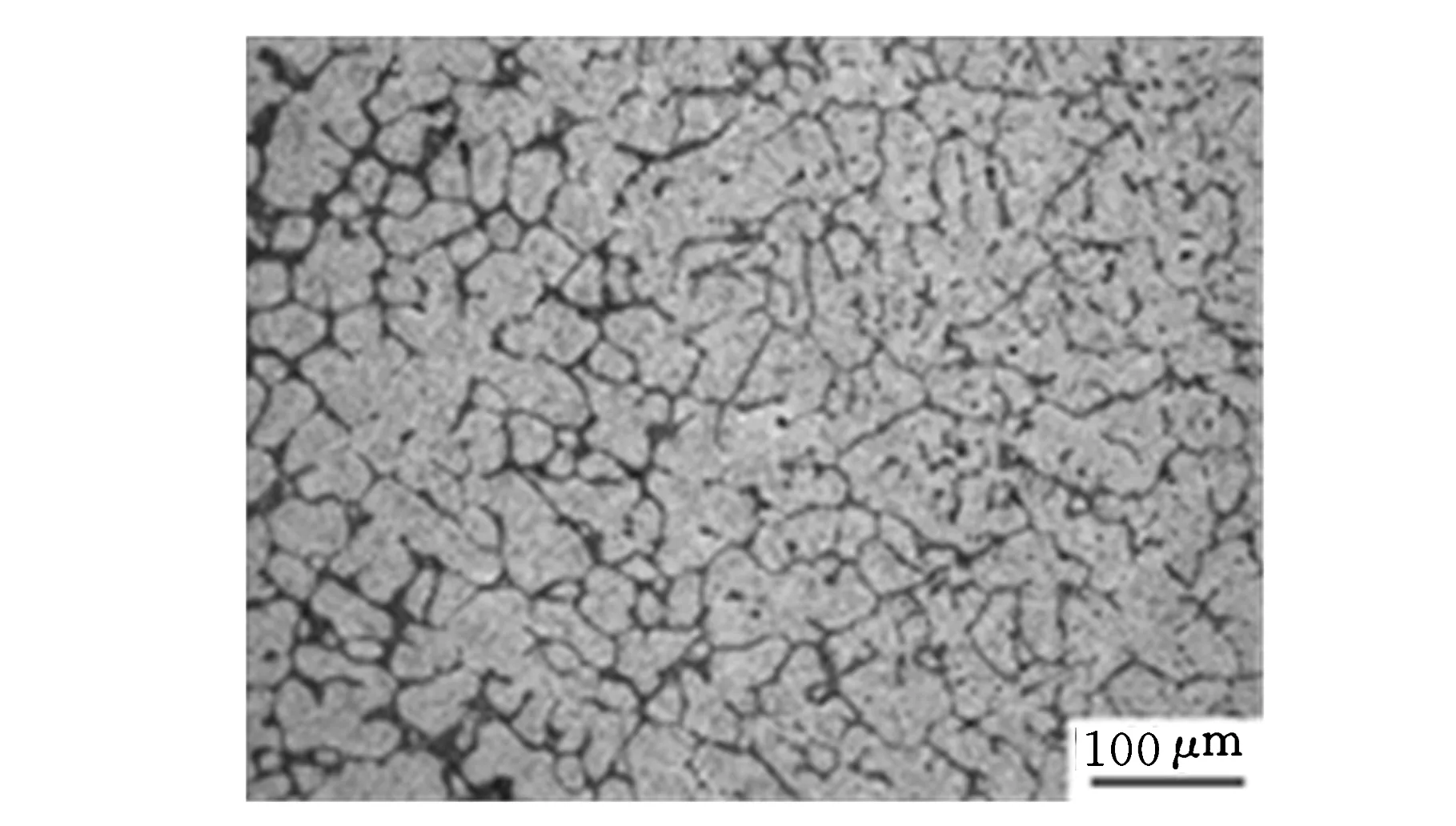
(b)熔合区
(c)母材图7 强化后焊接接头显微组织
2.3拉伸性能分析
在室温下对强化前后的铸造A356-T6铝合金进行拉伸实验,分别取强化前后试件各3个,采用对比实验方法,所用焊接试件为非标准试样,拉伸实验均采用5 mm/s的拉伸速度,所得结果见表4。从表4中可以得出A356铝合金焊接接头强化前的平均最大拉伸力为10 415 N,强化后的平均最大拉伸力为11 691 N,抗拉强度平均提高了11%;延伸率较强化前提高了14.2%。由此可知,采用脉冲放电的方法可以达到焊接接头强化的目的,明显提高焊接接头的力学性能。

表4 强化前后焊接接头拉伸性能
2.4拉伸断口分析
为了研究脉冲放电对焊接接头拉伸性能的微观机理,利用SEM扫描电镜对拉伸断口进行扫描分析。图8是强化前后不同倍率下的断口照片,观察发现这两个断口均表现出“花瓣”一样的断口特征。通常认为,具有这种断裂特征的断口是韧性断裂模式。韧窝断裂是延性断裂,是金属材料在微区范围内塑性变形,最后互相连接而导致断裂的痕迹,韧窝断裂要消耗大量的塑性变形能,结构件经过大量变形后发生的断裂,韧性断裂的断口一般能看到纤维区和剪唇区。形成纤维区的断裂机制一般是微孔聚合,在电子显微镜下呈韧窝状花样。比较放电前后的拉伸断口可知,放电后比放电前“花瓣”的密度要高,韧窝多而明显,这应该是因为放电后组织细化,从而呈现出更小更多的韧窝。由断口学分析理论可知:脉冲放电强化后,焊接接头中缺陷边缘处材料的塑性和韧性均得到了提高。
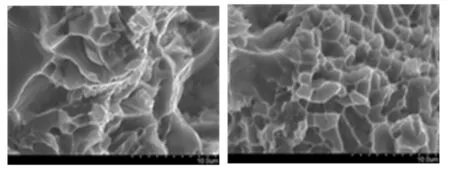
(a)强化前(×3000)(b)强化后(×3000)
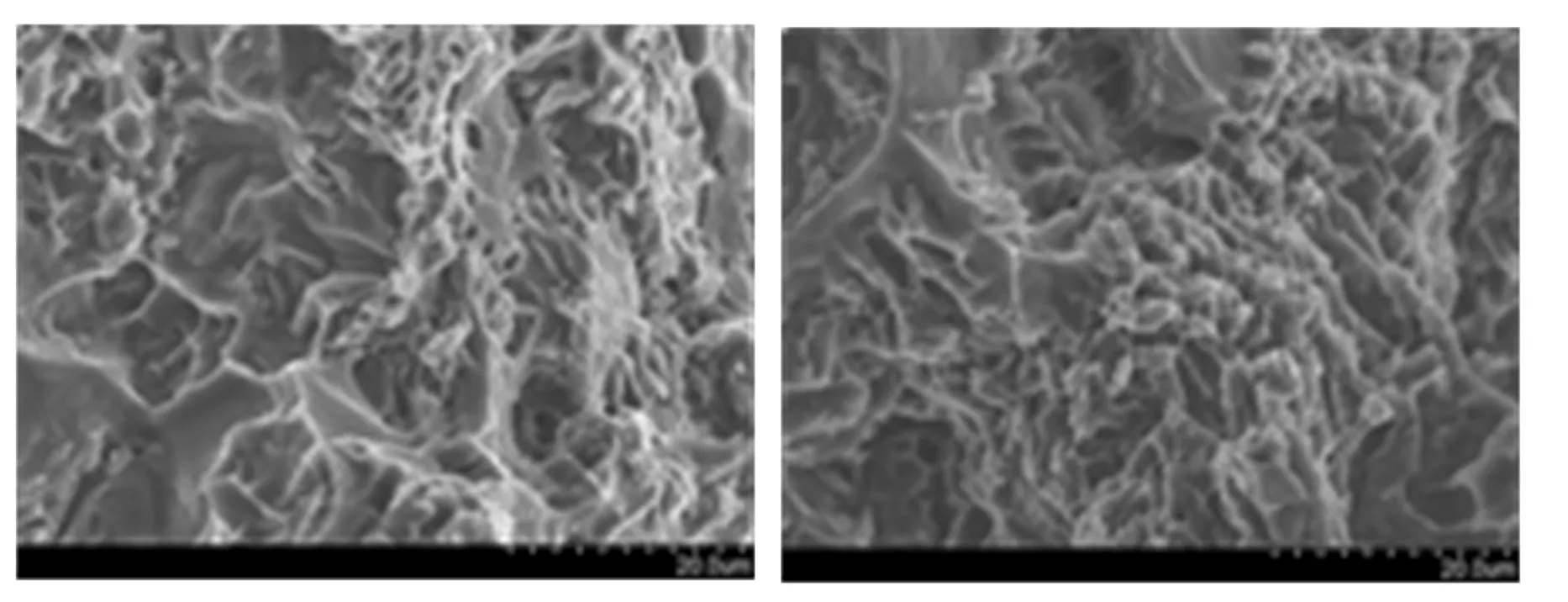
(c)强化前(×1000)(d)强化后(×1000)图8 不同倍率下的拉伸断口
2.5表面硬度分析
连续从试件中心线开始取焊缝区、热影响区、母材区试样进行磨平抛光,用显微硬度计在每个试样上各打6个点。每个点之间的距离为0.6 mm,记录数据。用Origin绘图软件画出硬度曲线,以焊接接头中心为原点,直到测试到母材位置。测试结果如图9所示。
由图9可以看出母材区域的硬度值最高,从焊接接头中心到母材硬度值依次升高,这是因为构件在焊接过程中受焊接热循环作用,在焊接接头区域产生软化现象,离焊缝区越近软化现象越严重,所以使得从焊缝区—热影响区—母材区硬度呈直线上升趋势,而脉冲放电只是缓解了这种软化现象,但是无法改变上升的趋势。比较通电前后硬度曲线可知,通电后的显微硬度明显高于通电前,焊接接头平均硬度为52 MPa,热影响区的平均硬度是65 MPa,母材的平均硬度为72 MPa,母材区硬度与其他文献记载相差不大,说明电磁热对焊件母材的硬度影响不大。电磁热影响硬度是因为通电后缺陷处热量瞬时集中,相变区发生组织的转变,位错密度增加,塑性变形抗力随之增大,硬度值变高,耐磨性也会越好。从前面的组织分析可知,焊缝区主要相为α-Al,强化相比较少,所以焊缝区的硬度相对较低,分析可知,通过电磁热强化后焊接接头区的硬度、强度、耐磨性及韧性均得到了提高,达到了强化的效果。
3 结论
(1)针对A356铝合金焊接接头中存在的孔洞缺陷,对焊接接头进行了电磁热强化实验,并对接头各区域的微观组织进行了分析,结果表明脉冲放电对接头的组织有细化作用,而对母材组织影响不大,这说明电磁热强化是局部效应。
(2)对强化前后的焊接接头进行了拉伸性能实验和硬度实验,经电磁热强化焊接接头的抗拉强度平均提高了11%。延伸率较强化前提高了14.2%,焊接接头的硬度相比强化前也有所提高。
[1]Wang Q G.Micro-structural Effects on the Tensile and Fracture Behavior of Aluminum Casting Alloys A356/357[J].Metallurgical and Materials Transactions, 2003, 34(12):2887-2899.
[2]Atxaga G,Pelayo A,Irisarri A M.Effect of Microstructure on Fatigue Behaviour of Cast Al-7Si-Mg Alloy[J].Mater. Sci. Tech.,2001,17 (44) :446- 450.
[3]王恩泽.6082-T6铝合金MIG焊接头微观组织及力学性能的研究[D].吉林:吉林大学,2013.
[4]郑丽娟,向龙,刘会莹,等.异种钢焊接接头脉冲放电强化与力学性能分析[J].中国机械工程,2012, 23(12):1492-1495.
Zheng Lijuan,Xiang Long,Liu Huiying,et al.Pulse Current Discharge for Strengthening Welded Joints of Dissimilar Steel and Analysis of Mechanical Properties[J].China Mechanical Engineering,2012,23(12):1492-1495.
[5]付宇明,郑丽娟,何大川,等.45钢焊接接头电磁热强化及力学性能分析[J].焊接学报,2008, 29(5):5-8.
Fu Yuming,Zheng Lijuan,He Dachuan,et al. Strengthening of Welded Joint of 45 Steel by Electromagnetic Heat Effect and Mechanical Its Performance Analysis[J].Transactions of the China Welding Institution,2008,29(5):5-8.
[6]张洪潮,于静,郝胜智,等.电磁场的热效应在再制造毛坯裂纹止裂中的应用[J].中国机械工程, 2013, 49(7):21-28.
Zhang Hongchao,Yu Jing,Hao Shengzhi,et al.Application of Electro-magnetic Heat Effect on Arresting the Crack in Remanufacturing Blank[J].China Mechanical Engineering,2013, 49(7):21-28.
[7]郑丽娟,周红梅,刘会莹,等.含埋藏孔洞缺陷金属构件电磁热止裂强化分析[J].中国机械工程,2012,23 (11):1285-1288.
Zheng Lijuan,Zhou Hongmei,Liu Huiying,et al.Analysis on Crack Arresting and Strengthening of Metal Structures with Embedding Hole Defects by Using Electromagnetic Heating[J].China Mechanical Engineering,2012,23 (11):1285-1288.
(编辑陈勇)
Electromagnetic Heat Strengthening and Microstructure and Properties of Welded Joints with Hole Defects
Fu YumingSong BingcaiLi YanfangZheng Lijuan
Yanshan University,Qinhuangdao,Hebei,066004
By a ZL-2 super pulse discharge generator,the welded joints of A356 aluminum alloy with hole defects were discharged by electromagnetic heating.Microstructure of welded joints and the microstructure near the hole were analyzed before and after discharge by metallographic microscope.Tensile property test of specimens was made by microcomputer control universal testing machines.Scanning electron microscope was used to observe the fracture organization.Hardness test was made by FM-700 microhardness tester before and after reinforcement.The results show that the appropriate pulse current has better crystal grain refinement effect.After reinforcement the microstructure of welded joints becomes refining,mechanics property of the welding joints is improved,tensile strength is increased 11% and elongation is increased to 14.2% on average after pulse current experiments,and the hardness of welded joints increases obviously.
electromagnetic heating;hole defect;welded joint;A356 aluminum alloy
2015-01-27
国家自然科学基金资助项目(51105325);河北省自然科学基金资助项目(E2014203223,E2015203217);河北省高等学校科学技术研究重点项目(ZH2012022)
O346DOI:10.3969/j.issn.1004-132X.2015.20.020
付宇明,男,1971年生。燕山大学机械工程学院教授、博士研究生导师。主要研究方向为电磁热止裂强化技术。发表论文120余篇。宋炳材,男,1979年生。燕山大学机械工程学院博士研究生。李艳芳,女,1987年生。燕山大学机械工程学院硕士研究生。郑丽娟,女,1971年生。燕山大学机械工程学院教授、博士。
猜你喜欢
理化检验(物理分册)(2022年11期)2022-11-22 10:08:16
宁夏电力(2022年1期)2022-04-29 03:49:18
贵金属(2021年1期)2021-07-26 00:39:14
电子技术与软件工程(2021年7期)2021-06-16 09:35:48
收藏界(2019年3期)2019-10-10 03:16:22
光学精密工程(2016年4期)2016-11-07 09:04:56
焊接(2016年1期)2016-02-27 12:59:14
焊接(2015年8期)2015-07-18 10:59:14
汽车维护与修理(2015年6期)2015-02-28 12:17:29
计算物理(2014年1期)2014-03-11 17:00:29
