一种物联网环境下的制造资源配置及信息集成技术研究
2015-10-29 03:05刘明周
中国机械工程 2015年3期
刘明周 马 靖 王 强 杨 清
合肥工业大学,合肥,230009
一种物联网环境下的制造资源配置及信息集成技术研究
刘明周马靖王强杨清
合肥工业大学,合肥,230009
针对应用物联网技术对于促进制造系统发展所具有的重要现实意义,结合物联网技术在机械产品制造系统中的应用模式,以基于物联网技术的制造资源为研究对象,以构建物联网环境下的资源配置模型为核心目标开展研究。 结合机械产品制造过程及制造资源特点,在分析物联网制造系统特征的基础上,提出物联网环境下的制造资源分类方法;据此,采用面向对象的资源建模、任务资源匹配等映射机制,构建物联制造资源本体模型、映射模型和组态模型,并建立制造资源感知和信息集成框架,实现制造资源的互联感知与信息集成。研究结果为物联网环境下的制造资源配置提供了一种有效的参考模式和实现途径。以生产实践中开发的原型系统为例,验证该方法的可行性和有效性。
资源配置;物联网;资源感知;信息集成
0 引言
在日益增强的市场经济杠杆的作用下,为了适应复杂多变的市场环境,机械产品制造系统的智能高效与制造过程的透明化已经成为新的发展方向。随着物联网制造思想在企业中不断渗透,物联网技术已被部分应用于制造过程监测与控制中,企业的制造过程已由传统的“黑箱”模式逐渐向“多维度、透明化和泛在感知”模式发展。例如,文献[1]提出的一种基于物联网技术的制造执行系统实现方法与关键技术、文献[2]提出的基于RFID的实时制造信息追溯技术、文献[3]提出的基于射频识别的车间物料实时管理等,这种以信息感知技术为驱动力的制造系统——物联制造系统,将有力地推动着制造系统向全球化、信息化、智能化和绿色化方向发展[1]。
制造资源是生产系统运行的基础,制造系统的运行与动态优化受到资源的约束,建立物联制造资源模型不仅是物联网环境下的制造系统过程分析与动态优化的基础,而且在物联网制造模式下,企业通过物联网形成了一个大范围资源共享的物联制造系统,基于物联网技术的制造系统已不再局限于自身资源的互联、共享与集成,研究物联网环境下的制造资源建模、组态及其信息集成,实现物联制造资源的共享和优势互补,利用物联网优势促进机械制造业的发展,已经成为制造企业发展的必然趋势。很多文献针对不同的制造环境、制造系统和建模目的,使用不同的方法建立了不同的制造资源模型和信息集成方法。文献[4-6]分别建立了云制造环境和不确定环境下的资源分配模型;文献[7]针对不同的生产系统建立了制造资源模型;文献[8-9]分别使用基于元模型、本体(Ontology)和特征的方法建立了制造资源模型;文献[10]构建了云制造资源集成共享模型。
不同制造环境下的资源分类和配置方法不同。装配是机械产品制造过程中的最后一个生产阶段,具有工艺过程复杂、资源种类繁多等特点。本文结合机械产品装配工艺和最新的物联网技术,以机械产品装配过程中的制造资源为研究对象,以构建物联网环境下的资源配置模型为核心目标,在分析物联制造特征和提出物联制造资源分类的基础上,构建面向机械产品装配过程的资源本体模型、映射模型和组态模型,并提出制造资源感知和信息集成框架,最后通过实例分析验证了该方法的可行性和有效性。
1 物联制造的特征及资源分类
1.1物联制造的特征
文献指出物联网的目标是通过传感器、RFID、图像识别等技术,实时采集任何需要监控、连接、互动的物体或过程,实现物与物、物与人的泛在链接,达到对物品和过程的智能化感知、识别与管理,具有普通对象设备化、自治终端互联化和普适服务智能化等重要特征[1,11]。本文在结合机械产品制造系统特点和最新物联网技术及其特点的基础上,认为物联制造具有以下特征:
(1)多源异构性。物联网环境下的制造资源种类较多、交互协议等各异。
(2)物物互联性。“物联网关”与“中间件”等能够实现对传统物理世界和信息世界的互联和整合[12]。
(3)实时感知性。物联制造资源具有主动感知能力,能够实时反映生产过程中的资源状态变化。
(4)动态性。制造资源的快速流动和生产环境的动态变化等特征,使制造系统整体呈现动态性。
(5)共享与协作性。物联制造资源能够被物联网环境下的其他自治单元所共享。
(6)其他特征。物联制造系统还具有普适制造服务智能化与链条化、自组织与自维护等特性。
1.2物联网环境下的制造资源分类及特征
文献[13]指出,为了实现对软硬物理制造资源的全面互联、感知与反馈控制,解除物理制造资源与制造应用服务之间的紧密耦合关系,必须将物理制造资源虚拟化和逻辑化,并转化为信息制造资源。因此,文献[13]在结合传统资源分类的基础上,将制造资源分为物理制造资源Pmr(physical manufacturing resources)和信息制造资源Imr(information manufacturing resource)。其中,信息制造资源是对物理制造资源的逻辑映射和虚拟化。物理制造资源分为软制造资源和硬制造资源,软制造资源包括知识资源、软件资源、人力资源等,硬制造资源包括物料资源、设备资源、硬件资源等[4,13],相关文献已经给出了详细的描述,在这里不再赘述。
制造资源具备互联感知与交互能力是物联网环境下制造系统的重要特征。为了体现物联网环境下制造资源的特点,在结合相关文献中资源分类方法的基础上,从机械产品装配过程角度出发,依据车间物联网环境下制造资源的存在形式和使用途径,采用面向对象的思想,将软硬制造资源按照车间物联网环境下制造系统的功能特性进行分离,并组合成信息单元、控制单元、标识单元、执行单元、管控处理器、柔性智能装配单元、管控中心等智能制造资源和其他辅助资源(如物料资源、知识资源、人力资源等),智能制造资源[1]具有任何单一物理资源不具备的制造能力集,信息制造资源是对智能制造资源的逻辑映射,相关定义如下:
定义1柔性智能装配单元Fiu(flexible and intelligent assembly unit),能够主动感知装配环境信息和执行多种柔性装配功能,并且具有独立的监控和通讯功能的装配单元称为柔性智能装配单元。它是物联网环境下的机械产品装配系统的主要组成部分,主要由信息单元、控制单元、标识单元、执行单元、管控处理器、知识规则库组成。
定义2管控单元Ui={Iui, Cui, Idui, Eui},是柔性智能装配单元中能完成相同基本系列功能且能够独立运作的自治单元,属于柔性智能装配单元基本组件,主要包括信息单元、控制单元、标识单元与执行单元[14]。
(1)信息单元Iu(Information Unit),负责感知制造资源和传递感知信息,并触发相应的生产管控事件,诸如扫描枪、RFID、各类状态和数值传感器等。
(2)控制单元Cu(Control Unit),负责响应信息单元所传递的控制信号阀值,并执行生产管控事件。诸如电磁阀等具有实际触发功能的硬件功能团或监控线程等具有逻辑触发功能的线程组或程序段。
(3)标识单元Idu(Identifying Unit),负责标识装配对象与装配物料等,诸如一维码、二维码、RFID电子标签、状态指示灯等实际标识功能团。
(4)执行单元Eu(Execution Unit),负责响应管控指令和执行逻辑动作,诸如测量机、机器人手臂、物料配送单元等具有实际执行功能的硬件组或逻辑控制功能的系统。
定义3管控处理器Cmp(Control and Management Processor)是柔性智能装配单元正常运转实现预期装配功能的核心组件。负责分解上层管控策略、接收和解析智能管控单元反馈信号,输出管控优化指令。管控处理器由物理分散逻辑统一的事务处理单元组成,诸如可编程处理器PLC、服务器、工控机等具有自主传输、数据存储与逻辑判断能力的设备群。
定义4管控中心Cmic(Control and Management Integration Center),是装配系统正常运转实现预期装配目标的核心部件,主要负责提供资源配置、数据协议转换与系统应用等服务,并驱动和监控柔性智能装配单元完成装配目标(信息装配目标和实体装配目标)。
本研究结合物联制造资源的分类与时间特性,将物联网环境下的资源对象特征分为静态特征Sf(Static Feature)、组合特征Cf(Combined Feature)和运行特征Df(Dynamic Feature),分别用于表征资源的静态特性、资源之间的耦合特性与资源的动态特性。
2 资源模型
依据上述对物联网环境下的资源分类方法,本文从机械产品装配过程角度出发,采用面向对象和基于本体相结合的资源建模方法,从资源本体、资源功能和资源之间的联系入手,分析多粒度、多层次资源的特点与功能,归纳物联网环境下制造资源的特性,建立统一、规范的资源本体模型(resource-ontology model,R-O)和资源映射模型(resource mapping model,R-M)。
2.1资源本体模型(R-O)
本体作为知识的良好载体,有很好的概念层次结构以及对逻辑推理的有效支持,它实现了各个层次资源领域本体之间的独立性,具有良好的可扩展性和互操作性,能够为合理选择、配置设备、人员、知识等资源提供依据[15]。在结合物联网环境下的制造资源分类方法的基础上,从智能制造资源基本功能角度出发,结合资源本体和元资源建模方法[8,15-16]对多粒度资源领域的知识进行描述和建模,并使用形式化的方法进行表达。
定义5元资源Sui,属于制造资源基本粒度,是不可再分的单元资源。元资源的描述方法为DeSui∷={Ob-Type,Obj-Name,Obj-Id,Obj-Adress,Obj-Pa,Obj-Pro,Obj-Provaule,Obj-Sta,Obj-Rela,Obj-Res,Obj-Other}, 其中,Obj-Type为元资源所属类别,Obj-Name为元资源名称,Obj-Id为元资源标识,Obj-Adress为元资源操控地址,Obj-Pa为父节点资源及属性集,Obj-Pro为属性集,Obj-Provaule为属性值集,Obj-Sta为元资源状态,Obj-Re为元资源关系集,Obj-Res为元资源约束集,Obj-Other为其他特征,元资源Sui表对资源的静态特征Sf进行了形式化表征。
定义6组合资源,具有可再分性,是多个元资源或其他资源的组合体,用ComSui表示,其数学表达式为ComSui∷=∪{Su1,Su2,…,Sun,ComSu1,ComSu2,…,ComSuj}(i=1,2,…,n;j=1,2,…,m)。组合资源是元资源在一定的约束条件下耦合而成的,描述方法为DeComSui∷={Com-name,Com-Id,Com-Adress,Com-Type,Com-Pa,Com-Sta,∑DeSui,Com-Re},其中Com-Name为组合资源名称,Com-Id为组合资源标识,Com-Adress为组合资源操控地址,Com-Type为组合资源所属类别,Com-Pa为父节点资源,Com-Sta为组合资源状态,∑DeSui为元资源集合,Com-Re表示元资源之间的关系集合。组合资源的状态Com-Sta∷={Com-Failure,Com-Leisure,Com-Halfload,Com-Foad,Com-Overload}。其中,Com-Failure为故障状态,Com-Leisure为空闲状态,Com-Halfload为未满负荷,Com-Foad为满负荷,Com-Overload为超负荷。组合资源ComSui对资源的组合特征Cf进行了形式化表征。
2.2制造资源映射模型(R-M)
依据物联制造资源的分类方法,面向机械产品物联装配过程的Pmr主要包括Ui、Cmpi、Fiui、Cmici和其他辅助资源等,是满足某种特定装配工艺的物理制造资源集合。而Imr主要包括客户需求Cri、制造任务信息集和生产信息集等,是机械产品装配任务的抽象描述和实体装配目标的虚拟映射。
本文在结合物联制造特征和制造系统功能结构的基础上,从Imr-Pmr、Pmr-Pmr、Pmr-Imr、Imr-Imr4种映射模式入手,基于制造任务资源匹配与闭环反馈等映射机制,将映射模型从上到下依次分为企业资源计划层、管控中心层、柔性智能装配层和生产信息层,映射模型如图1所示。其中,企业资源计划层旨在完成基于客户需求的制造任务的分解、制造任务的管理和生产进度跟踪等,实现Imr-Imr映射。
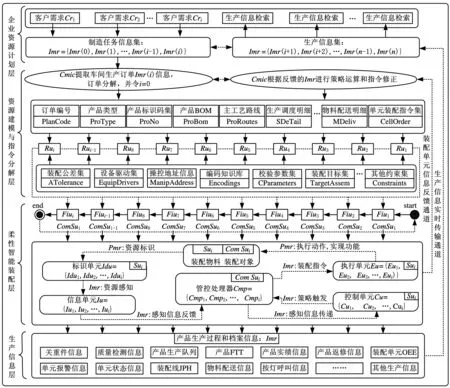
图1 制造资源映射模型
Cmic在资源模型配置的基础上,以制造任务Imr(i)为驱动因子,通过模型解析、对象结构化派生和过程数据加载实现生产任务的分解,生成与Fiui相关联的生产任务资源匹配因子Rui={PlanCode,ProType,ProtNo,ProBom,ProRoutes,SDetail,…,MDeliv,CellOrder},驱动柔性智能装配单元Fiui完成装配目标(实体装配目标和信息装配目标),同时对Fiui反馈的异常信息进行策略运算与指令修正等,最终实现Imr-Pmr映射。
组合资源Fiui∷=∪{Cui,Idui,…,Iui,Eui,…,Cmpj}。其中,Fiui通过解析生产任务资源匹配因子Rui获得柔性智能装配单元生产指令和单元知识库等;信息单元Iui通过信息感知线程实时采集标识单元Idui中的资源状态和装配数据链,并通过管控处理器Cmpi将差异数据传输至控制单元Cui;当差异值达到控制单元Cui某个控制指标的阀值时,控制单元Cui改变自身状态标识量并向管控处理器Cmpi发送策略触发信号;管控处理器Cmpi在接收到控制单元Cui传输的策略触发信号后,对其进行判断辨识,启动相应层次与相关方面的关联管控策略模块进行策略分析,并生成装配指令,最终通过调用执行单元Eui完成物理和信息装配目标,从而实现Pmr-Pmr、Pmr-Imr映射;装配过程数据通过生产信息实时传输通道反馈至企业资源计划层,实现Imr-Imr映射, 最终实现闭环映射。
综上所述,生产任务资源匹配因子Rui与柔性智能装配单元Fiui的运行过程体现了资源的运行特征Df。
2.3资源组态与模型解析
本文将生成与Fiui相关联的生产任务资源匹配因子Rui的过程称为资源组态与模型解析,如图2所示。
(1)资源组态。首先,在物联网环境下的制造资源分类方法、资源本体R-O与映射模型R-M的基础上,结合生产系统组态因子,采用面向对象的组态思想,以生产过程基本资源(包括元资源Sui和组合资源ComSui)对象构建生产系统柔性组态基元,主要包括产品信息类(如产品BOM)、智能管控单元Ui(Iui,Cui,Idui,Eui)与管控处理器Cmpi、生产事件类(如质量参数校验、装配完整性校验、Fiui故障等)、响应事件类(主要包括触发条件和响应事件,如设备报警、质量报警等);其次,依据生产系统柔性组态基元与组态因子,构建以柔性智能装配单元Fiui为元载体的生产系统基本粒度, 其中元载体Fiui={Person-Parment,Equipment,UCmp-Configure,Event-Configure,Respon-Configure,Others};最后,在对柔性智能装配单元Fiui与组态因子进行抽象和封装的基础上,采用耦合映射机理构建以工艺路线为组合载体的资源组态模型,模型中耦合了Fiui、工序、物料、质量规范等参数,最终能够为指令分解模块提供结构化派生和处理对象。
(2)模型解析。指令分解模块以计划、物料配送等为驱动因子,通过调用制造资源标准化对象结构和加载动态生产数据,最终完成基于指令驱动的资源组态模型实例化分解,并生成与Fiui相关联的生产任务资源匹配因子Rui并驱动柔性智能装配单元完成装配目标,对象结构更新事件能够对资源组态模型进行定期更新。
3 信息集成
物联网技术实现了制造系统对资源的互联、识别、感知以及信息传输、集成和共享等[13]。生产系统通过RFID、传感器、条码识别、以太网等物联网关键使能技术将生产资源接入物联网制造环境。其中,将配备感知元件的生产资源称为感知资源,感知资源(人、设备、装配对象、物料等)根据所配备感知元的能力不同分为主动感知源(配备量值和状态传感器、条码识别和无线射频识等信息单元的资源)和被动感知源(配备电子标签与条码等标识单元的人员、装配对象、装配物料和承载托盘等)。资源感知及信息集成模型如图3所示,主要包括物理感知层、感知中间件层和信息集成与共享层。
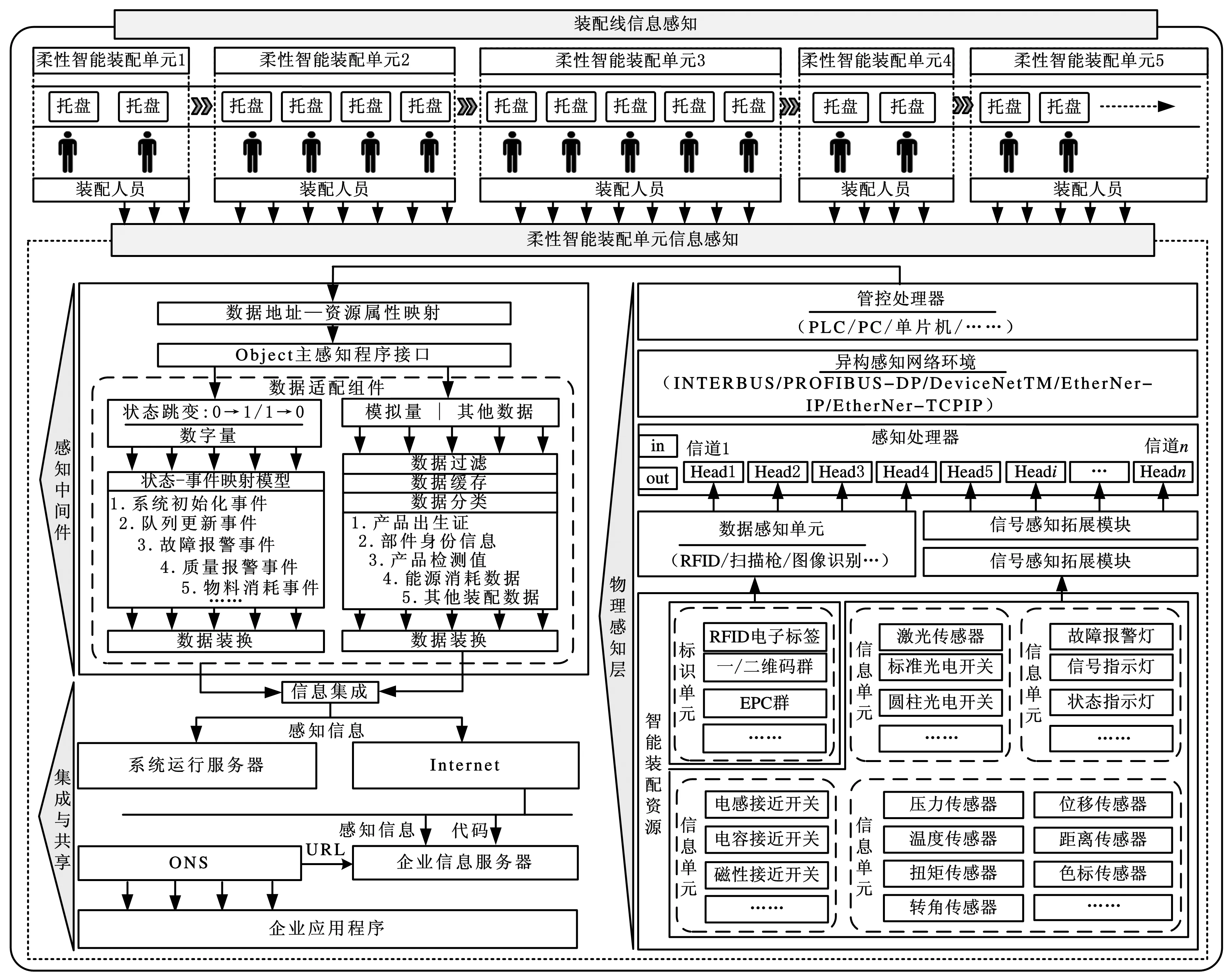
图3 制造资源的感知与信息集成模型
(1)物理感知层。在资源模型和组态模型的支撑下,系统物理感知层以管控处理器Cmpi为核心组件,通过调用信息单元Iui完成状态、数值等数据感知。其中,面向机械产品装配过程的信息单元主要包括扫描仪、RFID和传感器等。其中,RFID、扫描仪等能够激活Idui(电子标签、条码)并采集Idui中的资源信息;传感器通过功能敏感元件、信息转换元件和发送原件等对产品装配过程中的各种资源的状态、参数值进行感知、转换和输出(位移传感器、压力传感器、温度传感器和光电传感器等),并能够按一定规律将感知信号转换成数字量、模拟量或其他所需形式的数据输出。如果采用面向对象的嵌入式开发思想,将嵌入式技术与信息单元相结合,不仅可以扩展信息单元的功能,而且能够提高信息单元的智能程度与处理能力,实现制造资源的物物互联与感知。
(2)感知中间件层。在组态操控地址与信息映射关系的基础上,构建感知事件和操控地址关系映射模型,并基于操控地址与信息映射组件(kepserverex、siemens、mitsubishi等opc组件)将物理感知数据接入object主感知组件,最终实现对接入数据的特征分析、数据路由与分类等。其中,数据融合功能块能够根据数据类型智能选择融合模型,并进行融合处理和输出增值信息。
(3)信息集成与共享层。物联网环境下的制造资源实现互联与感知后,通过传感网、工业以太网技术等将增值信息传递、存储到车间管控中心服务器与企业信息服务器,实现多源异构资源感知信息的标准接入和信息集成, 资源信息访问Client通过xml可扩展标记语言、标准以太网交互协议和ONS交互协议分别实现与车间管控中心服务器和企业信息服务器的信息共享。
4 实例验证
基于上述设计思想,本文以某高校物联网环境下的生产系统虚拟仿真实验室(图4)为背景,采用基于.NET构架开发了物联网环境下的机械产品资源配置和集成平台原型,验证了本文所提出的物联网环境下的制造资源配置和集成方法的有效性和可实现性。目前,该方法已初步应用于国内汽车制造业的车桥、主减速器、发动机、变速箱等装配线,并在智能制造领域与国内外高校进行了交流与合作。
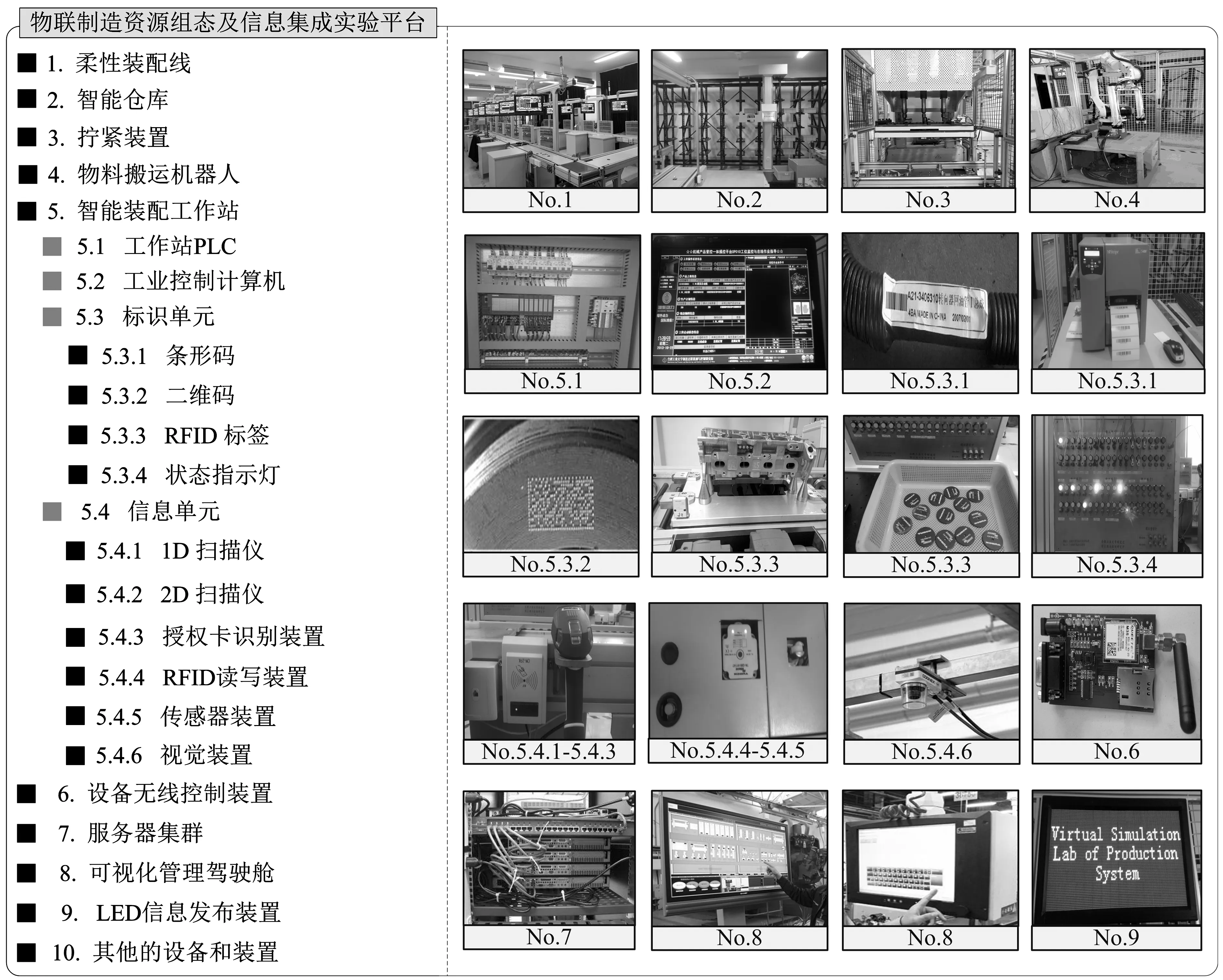
图4 物联制造资源组态及信息集成实验平台
如图4所示,实验平台主要包括元资源Sui和组合资源ComSui,其中Iui(如扫描枪、身份授权设备、传感器与RFID等)、Idui(如电子标签、条形码与指示灯等)、Eui(机器人、堆垛机和动力头等)、Cui(如电磁阀与监控线程等)、Cmpi(PLC、MU主控制器与工控机等)与感知物料(如配备一维码的节气门体、二维码的凸轮轴等)等为元资源;Fiui(实验工位)、Cmici(实验室控制中心)与感知产品(如配备电子标签的缸盖装配体等)等为组合资源。
xml、owl语言等对资源进行统一、规范化描述,能够屏蔽资源的异构性,规范制造资源描述,同时便于模型网络传输[17]。由于篇幅限制,本文根据资源本体模型及实验平台资源配备,构建了基于xml资源数据模型片段,对组合资源ComSui(PLC与Fiui)进行语义化描述,模型数据片段如下:
<∑DeSui>
<∑DeSu1>RFID、扫描枪
<∑DeSu2>数模量传感器
<∑DeSu3>电子标签、条形码和指示灯
<∑DeSu4>拧紧机动力头
<∑DeSu5>拧紧参数合格校验线程
<∑DeSui>
<∑DeSu1>设备PLC
<∑DeSu2>RFID、扫描枪
<∑DeSu3>数字量传感器
<∑DeSu4>电子标签、条形码和指示灯
<∑DeSu5>拧紧机动力头
在结合资源本体模型实例化和语义描述的基础上,开发了物物互联感知与信息集成平台。本文以缸盖凸轮轴螺栓拧紧工位为例,对资源的感知互联与信息集成流程进行描述,主要实现流程为:装配资源标识→资源组态与互联→资源操控地址映射→事件映射→资源编码→数据感知与集成。
(1)装配资源标识。在托盘上配备RFID电子标签,用于标识缸盖和存储缸盖装配过程质量数据链;在凸轮轴上配备条形码,用于标识物料并与缸盖进行BOM匹配性校验;在动力头上配备扭矩和转角传感器,用于采集螺栓拧紧所产生的扭矩和转角质量参数。
(2)资源组态与互联。使用DP总线、以太网等网络通讯协议将PLC、RFID网关、传感器接入模块等进行互联,形成工位互操作网络环境。
(3)资源操控地址映射。使用映射组件kepserverex对PLC与控制器中所有资源所对应的物理地址进行映射。如缸盖标识码在PLC中的物理存储地址为db116, array[1,20],在映射组件中的地址为s7.zone1.op166.bornbarcode。
(4)事件映射。在平台中配置所有映射地址与生产事件之间的映射关系(如s7.zone1.op116.t2_equip_breakdown与op116装配单元设备报警信息关联)。
(5)资源编码。用于从物品组合码中解析出系统运行所需要的编码信息(如供应商编码、物料型号与生产流水号等)。
(6)数据感知与集成。平台加载资源映射地址,并与映射组件kepserverex建立数据传输链路;PLC调用RFID、扫描枪和传感器分别获取缸盖、凸轮轴与拧紧数据,并存储到相应的物理地址; 感知中间件通过数据传输链路获取物理感知数据及其映射地址;在结合资源编码库的基础上,根据映射地址建立生产事件与数据之间的对应关系,将物理感知数据进行映射、解析、分类与转换,并输出系统运行所需生产信息。
5 结语
本文对物联网环境下的制造资源配置进行了前期探索与研究,构建了基于本体与面向对象等技术的资源配置方法,建立了物联网环境下的制造资源感知与信息集成框架,并通过实例验证了该方法的可行性和有效性,从而为企业和其他研究人员提供了参考依据。当前,物联网环境下的制造资源优化配置等技术尚处于起步阶段,相关理论、关键技术和应用还有待深入探索和实践,该方向将是下一步的研究重点。
[1]张映锋, 赵曦滨,张树栋,等. 一种基于物联技术的制造执行系统实现方法与关键技术[J].计算机集成制造系统, 2012, 18(12): 2634-2642.
Zhang Yingfeng, Zhao Xibin,Zhang Shudong,et al. Network Manufacturing and Enterprise Integration[J]. Computer Integrated Manufacturing Systems, 2012, 18 (12): 2634-2642.
[2]Zhang Y, Jiang P, Huang G, et al. RFID-enabled Real-time Manufacturing Information Tracking Infrastructure for Extended Enterprise[J]. Journal of Intelligent Manufacturing, 2012, 23(6): 2357-2366.
[3]Qu T, Yang H D, Huang G Q, et al. A Case of Implementing RFID-based Real-time Shop-floor Material Management for Household Electrical Appliance Manufacturers[J]. Journal of Intelligent Manufacturing, 2012, 23(6): 2343-2356.
[4]王时龙,宋文艳,康玲,等.云制造环境下的制造资源优化配置研究[J].计算机集成制造系统, 2012, 18(7): 1396-1405.
Wang Shilong, Song Wenyan, Kang Ling, et al. Research of Manufacturing Resource Allocation Based on Cloud Manufacturing[J].Computer Integrated Manufacturing Systems, 2012, 18(007): 1396-1405.
[5]Bessai K, Youcef S, Oulamara A, et al. Resources Allocation and Scheduling Approaches for Business Process Applications in Cloud Contexts[C]//2012 IEEE 4th International Conference on Cloud Computing Technology and Science (Cloud Com). Singapore, 2012: 496-503.
[6]吕民,孙雪冬,王刚.支持不确定环境下制造过程优化的资源建模[J].计算机集成制造系统, 2010, 16(12): 2611-2616.
Lu Min, Sun Xueong, Wang Gang. Resource Modeling to Support Manufacturing Process Optimization under Uncertain Environment[J]. Computer Integrated Manufacturing Systems, 2010, 16(12): 2611-2616.
[7]张映锋, 江平宇.e-制造系统的制造资源动态配置过程研究[J].计算机集成制造系统, 2006, 12(1): 78-83.
Zhang Yingfeng, Jiang Pingu. Research on Dynamic Reconfiguration of Manufacturing Resources for E-Manufacturing System[J]. Computer Integrated Manufacturing Systems, 2010, 16(12): 2611-2616.
[8]韦韫, 李东波, 童一飞. 面向服务的基于元模型的统一制造资源建模研究[J]. 中国机械工程, 2012, 23(15): 1818-1824.
Wei Yun, Li Dongbo, Tong Yifei. Service-oriented Unified Manufacturing Resource Modeling Based on Meta-model[J].China Mechanical Engineering, 2012, 23(15): 1818-1824.
[9]郑立斌, 顾寄南, 代亚荣.基于本体的制造资源建模[J].机械设计与研究, 2009, 25(5): 61-63.
Zhang Libing, Gu Jinan, Dai Yarong. Modeling of Manufacturing Resources Based on Ontology[J].Machine Design & Research, 2009, 25(5): 61-63.
[10]王正成, 黄洋. 面向服务链构建的云制造资源集成共享技术研究[J]. 中国机械工程, 2012, 23(11): 1324-1331.
Wang Zhengcheng, Huang Yang. Research on Integration Sharing Technology of Cloud Manufacturing Resource Oriented to Service Chain Construction[J].China Mechanical Engineering, 2012, 23(11): 1324-1331.
[11]刘云浩.物联网导论[M].北京:科学出版社,2010.
[12]Chen K Y. Cell Controller Design for RFID Based Flexible Manufacturing Systems[J]. International Journal of Computer Integrated Manufacturing, 2012, 25(1): 35-50.
[13]任磊, 张霖, 张雅彬,等. 云制造资源虚拟化研究[J].计算机集成制造系统, 2011, 17(3): 511-518.
Ren Lei, Zhang Lin, Zhang Yabing, et al. Resource Virtualization in Cloud Manufacturing[J]. Computer Integrated Manufacturing Systems, 2011, 17(3): 511-518.
[14]刘明周,王榜.管控一体柔性装配线管控策略实验平台研究[J].合肥工业大学学报(自然科学版),2011,11(5):1003-5060.
Liu Mingzhou, Wang Bang. Research on Experimental Platform for Strategy of Integrated Management and Control of Flexible Assembly Line[J].Journal of Hefei University of Technology (Natural Science), 2004, 15(15):1333-1346.
[15]孙卫红,冯毅雄.基于本体的制造能力P-P-R建模及其映射[J].南京航空航天大学学报,2010, 42(3):214-218.
Sun Weihong, Fei Yixiong. Manufacturing Capability of P-P-R Modeling and Mapping Based on Ontology[J].Journal of Nanjing University of Aeronautics &. Astronautics, 2010, 42(3):214-218.
[16]王成恩, 郝永平, 舒启林. 产品生命周期建模与管理[M].科学出版社, 2004.
[17]郑浩, 冯毅雄, 谭建荣,等. 一类制造资源的协同建模, 优化与求解技术[J]. 计算机集成制造系统, 2012, 18(7): 1387-1395.
Zheng Hao, Feng Yixiong, Tan Jianrong, et al. Collaborative Modeling Optimization and Solving Technology for One Manufacturing Resource[J]. Computer Integrated Manufacturing Systems, 2012, 18(7): 1387-1395.
(编辑郭伟)
Research on Manufacturing Resources Allocation and Information Integrated Technology Based on IoT
Liu MingzhouMa JingWang QiangYang Qing
Hefei University of Technology,Hefei,230009
Research on IoT technology has a significant effect on the development of the manufacturing system. In order to build a manufacturing resource allocation model under the IoT-enabled manufacturing environments, this paper studied the application methods of IoT technology in the mechanical product assembly system, and took the IoT-enabled manufacturing resources as the research object. Then, based on analyzing the manufacturing processes and resource features for mechanical products, and combining the characteristics of the IoT-enabled manufacturing system, a resource classification method of the IoT-enabled manufacturing system was proposed. Accordingly, several mapping mechanism was used for building resource ontology model, mapping model and configuration model under the IoT-enabled manufacturing environments, such as object-oriented resource modeling, resource and task matching mechanism. For realizing the resource sensing and information integration, a framework was put forward to cope with this objective. Finally, a prototype system was developed to verify the feasibility and effectiveness of this method. It is hopeful that the insights and lessons gained from the proposed methods will provide an important reference value for configuring IoT-enabled manufacturing resources.
resources allocation; internet of things(IoT); resource sensing; information integration
2013-12-24
国家重大基础研究发展规划(973计划)资助项目(2011CB013406);国家自然科学基金资助项目(51375134)
TH186DOI:10.3969/j.issn.1004-132X.2015.03.010
刘明周,男,1968年生。合肥工业大学机械与汽车工程学院教授、博士研究生导师。研究方向为制造过程监测与控制、制造系统建模与仿真和CIMS等。马靖(通信作者),男,1987年生。合肥工业大学机械与汽车工程学院博士研究生。王强,男,1987年生。合肥工业大学机械与汽车工程学院博士研究生。杨清,女,1989年生。合肥工业大学机械与汽车工程学院硕士研究生。
猜你喜欢
智能物联技术(2022年2期)2022-11-10
水泵技术(2022年4期)2022-10-24
党的生活(黑龙江)(2022年4期)2022-04-25
现代电子技术(2022年8期)2022-04-13
现代电子技术(2022年4期)2022-02-21
今日农业(2021年8期)2021-07-28
河北农机(2020年10期)2020-12-14
通信世界(2018年27期)2018-10-16
商周刊(2018年16期)2018-08-14
凿岩机械气动工具(2017年2期)2017-07-19