
汽车尾气净化器双环缝焊机的机械结构设计
2015-10-19 08:18:54邬玉晶
岳阳职业技术学院学报 2015年2期
邬玉晶
(无锡开放大学机电工程系,江苏无锡214011)
汽车尾气净化器双环缝焊机的机械结构设计
邬玉晶
(无锡开放大学机电工程系,江苏无锡214011)
该文分析了当前汽车尾气净化器的结构特点和常用的加工方式,有针对性地设计了双环缝焊接专机。具体设计了双环焊缝的形成轨迹、夹持净化器装置的专用夹具、放置焊接工件的托架。实验测试表明:该焊接专机在保证焊接质量的同时,焊接速度比焊接机器人提高了2倍有余,且焊机成本只有焊接机器人的1/4,大幅度降低了生产成本。
汽车尾气净化器;焊接专机;双环缝
随着我国汽车行业的快速发展和尾气排放要求的提高,对汽车尾气净化器的产量和质量提出了更高的要求。汽车排气系统为管状结构的连接[1],净化器是其中的一部分,其生产方式主要是焊接加工,焊接方式过去是半自动人工气体保护焊,人工焊接的产品质量不够稳定、生产效率比较低,还存在安全保障问题[2],随着产品数量和质量要求的提升,已不能满足生产实际的需要;现在工厂多采用焊接机器人,但存在投资费用大,使用维护成本和对焊材质量的要求高等问题[3]。
1 汽车尾气净化器的结构特点
1.1结构特点
汽车尾气净化器外壳一般采用不锈钢或者409低碳钢板[4],经过剪切、冲压成型、焊接、热浸渗镀铝等工艺制成。低碳钢板渗铝工艺可代替不锈钢,经过渗铝的低碳钢能长期在900摄氏度高温下使用而不损坏,低碳钢的成本要比不锈钢低很多,而且低碳钢的焊接性能比不锈钢好[5]。汽车尾气净化器的外形如图1所示。端盖的一端通过焊接连接排气管,另一端通过焊接连接净化器壳体。汽车尾气净化器壳体由剪切、冲压成型和直线焊缝弧焊加工完成[6]。 1.2加工方式
两个端盖的连接由两个环焊缝组成。环焊缝的加工过程相对比较复杂。现阶段一般采用焊接机器人加工完成,每次只能焊接一条环焊缝。焊接机器人在焊接双环缝焊接的过程中,存在焊接效率低、辅助时间长、焊接工艺要求高等缺陷[7-9]。本文研究开发可以同时焊接两个环焊缝的焊接专机的机械机构。
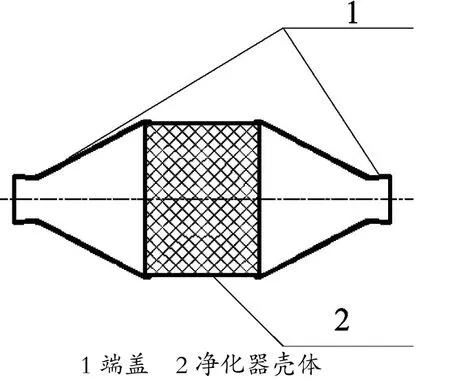
图1 净化器外形图
2 汽车尾气净化器双环缝焊机的机械设计
2.1焊机轨迹形成设计
焊接专机的研发主要包括两个部分:机械零件部分和电气控制部分。焊接动作过程为:启动—夹紧—烧焊—焊枪回-位—夹具松开—停止。根据零件形状特点,在保证焊接质量的前提下,为了提高工作效率,本焊接专机采用双工位即两个环缝同时焊接的工作方式。焊接专机焊接工件的结构简图如图2所示。调整好两个焊枪的位置后固定不动,开始焊接之前,手工调整横杆和竖杆上的螺母,让两个焊枪之间的距离刚好和两个焊缝之间的距离相等,引弧时焊枪和焊点之间有合理的距离,这样既保证引弧成功,又保证两条环缝的焊接质量相同。

图2 焊接专机结构简图
开始焊接之前,通过安装在横杆和竖杆上的螺母调整好焊枪和焊接位置之间的位置关系。用专门设计的夹具固定两头的端盖,同时夹紧焊接工件。启动控制面板上控制按钮,设计好的传动部件带动工件开始旋转—焊枪靠近—引弧—烧焊—停止焊接—焊枪回-位。为了减少辅助时间和提高生产效率,设计放置工件的托架,方便工件在准备焊接和焊接结束的时候互不影响。在整个工作过程中,机械装置和电气控制部分相互配合,实现对汽车尾气净化器套筒类零件的焊接。
用焊机座两头的夹头用来夹紧工件,中间设计了一个放置工件的托架。在夹紧前工件放在托架上,保证工件的轴线和夹紧装置的轴线等高,夹紧后托架缩回,不影响工件焊接过程,焊机结构如图3所示。
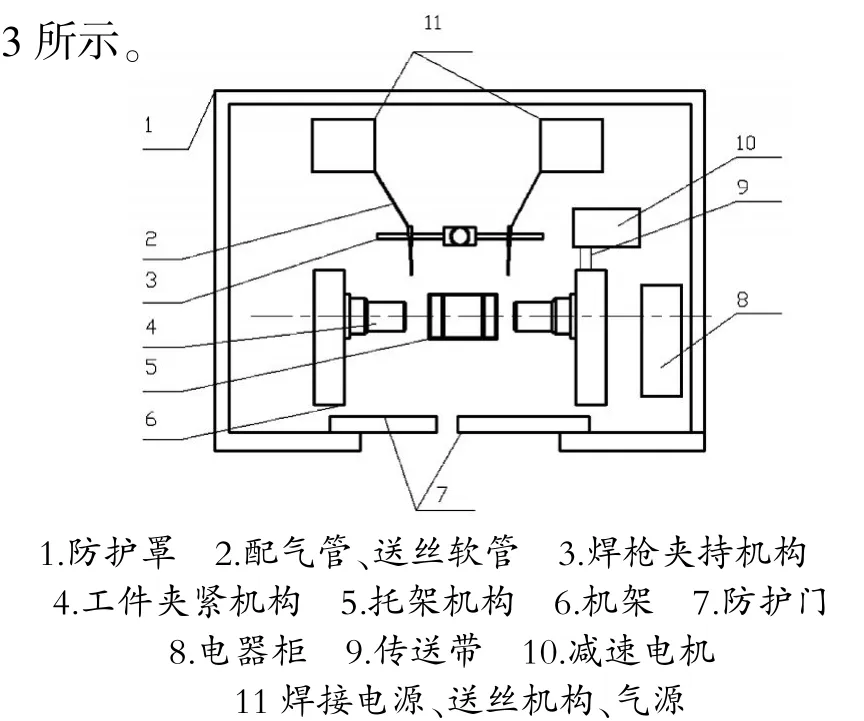
图3 焊机结构俯视图
2.2夹具设计
按照夹具设计的基本理论设计本专机的夹具,设计好的夹具如图4所示。由顶头定位,顶头是圆锥形,锥度的大小同端盖。锥形顶头限制工件5个自由度,绕轴线旋转的自由度没有限制。因为工件是要环焊加工,可以不要限制。按照焊接件的大小设计不同的顶头,从而满足不同直径排气管的焊接加工。由一个双作用汽缸14作为夹紧装置。气压传动,动作灵活,可靠性高,且该汽缸动作要求简单。汽缸的动作由电控换向阀控制。根据焊接件的长度设计不同的前伸轴的长度,以满足不同长度的焊接件,或者在轴套上设计沉头螺钉,限制前伸轴伸长的距离,从而满足不同长度的焊接件。这种夹紧装置,简单可靠,定位精度高,成本低,维护、调试也很方便。
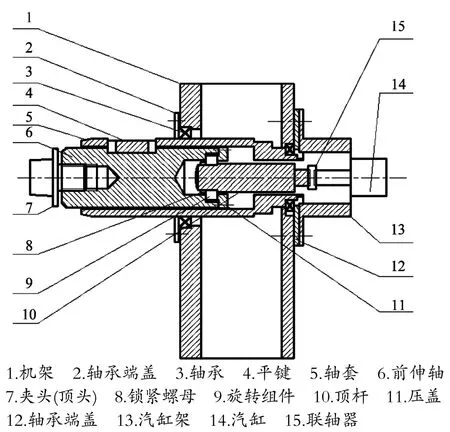
图4 夹具装配示意图
2.3托架设计
为了装卸工件方便,缩短焊接辅助时间。设计一个托架组件,托架能自动上下移动,安装在夹具的下方,供上料和接料使用。焊件待加工的时候,托架和夹紧装置轴线等高。夹紧工件后,托架缩回,不影响工件旋转。托架组装图如图5所示。控制托架上下自动运动可以用液压缸、汽缸、电机通过丝杠驱动,这里选择气缸。托架板21放置在托板22上,两个托架板之间的距离可以通过调节宽度的螺母来调整,为的是保证不同长度的焊接工件放置稳定。托板22通过螺母固定在伸缩汽缸的活塞杆上,托板可以随汽缸的动作上下运动。为了让托板在上下运动的时候,运动平稳。设计了4根导柱,导柱和机架25相连,可以相对滑动。机架25可以通过螺母调节高度,以配合不同焊接工件在-始位置的高度。初始位置调节成:工件放置在托架21上,轴线和焊接工件两端的夹紧装置轴线等高,汽缸处在伸长状态,可以通过高度调节螺母精确校验。当焊接工件夹紧后,汽缸自动缩回,不影响施焊过程。焊接过程结束后,汽缸再次自动伸出到-始位置,当夹紧装置松开后,托架接住工件,等待焊接工人拿走焊完的工件。工人拿走焊接好的工件后,放置下一个待焊接工件,就这样不断重复焊接。这种设计动作简单快速、稳定性好,机械装置结构简单,成本很低,维护方便,易于操作。提高了生产效率,降低了工人的劳动强度。
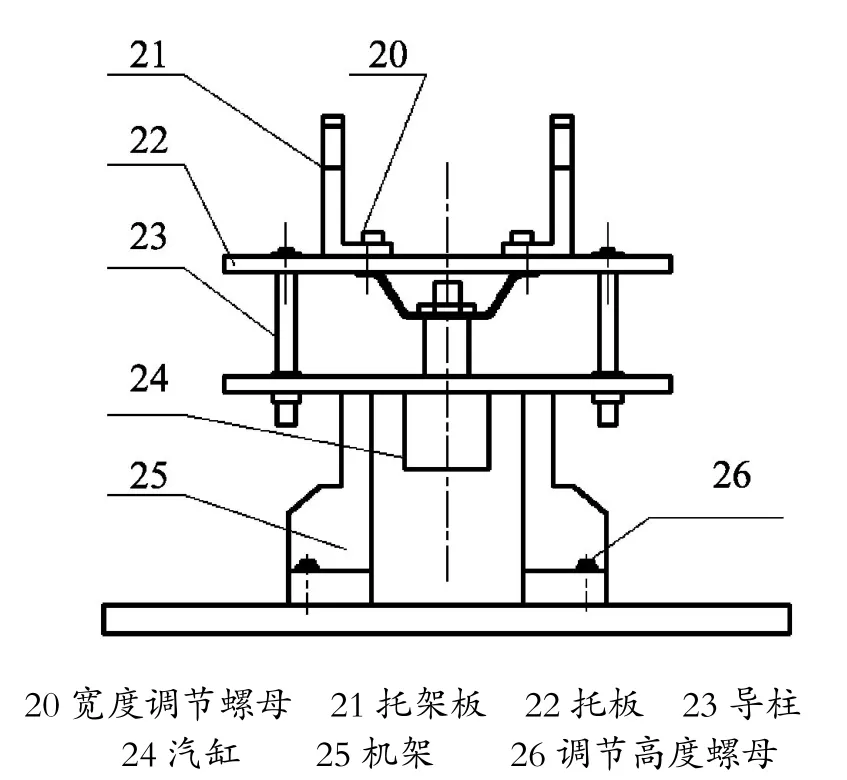
图5 托架组装图
3 测试结果及分析
3.1本专机焊接试验
用本专机焊接φ118mm外圆、409碳钢双环缝。焊接参数如表1所示。焊缝外观图片如图6所示。
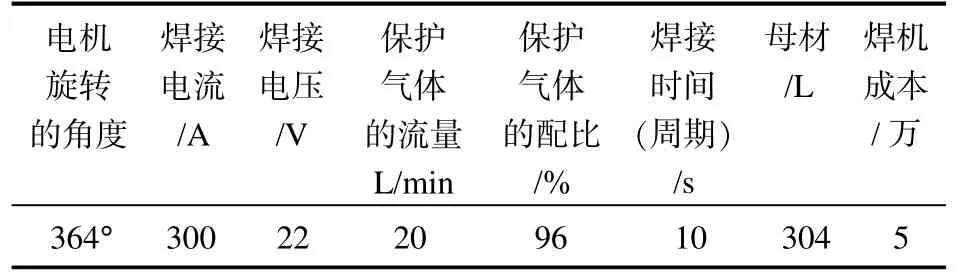
表1 专机焊接参数
3.2焊接机器人焊接试验
用机器人焊接同一种尺寸和材料的工件。工件的直径118mm,零件材料是409碳钢。焊接参数如表2所示。焊接机器人焊接焊缝外观图如图7所示。将图6与图7对比分析,可以看出焊接专机和焊接机器人的焊接外观质量基本相同。将表1与表
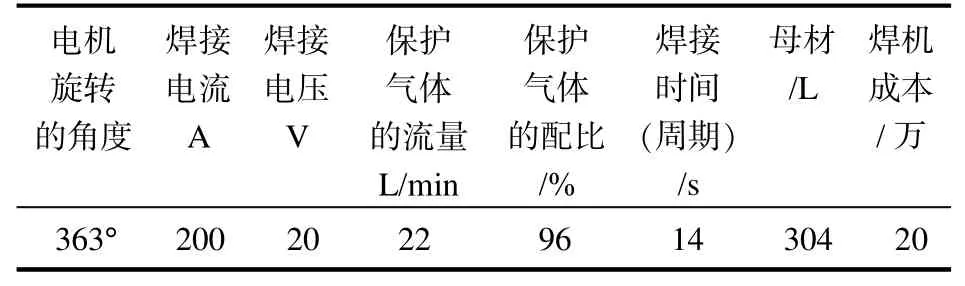
表2 机器人焊接参数

图6 专机焊接焊缝

图7 机器人焊接焊缝
2对比分析,焊接专机焊接的速度比焊接机器人快,且焊接专机一次焊接可以完成两条焊缝,而焊接机器人一次焊接只能完成一条焊缝。焊接专机具有投资使用成本低,效率高的特点,在大批量生产过程中优势明显。
4 结论
4.1本文开发的焊接专机可以通过工人手动调整夹具位置和焊枪位置、改变焊接参数,焊接多种尺寸和多种材料的汽车尾气净化器。并且同时焊接2
条环缝。
4.2经过焊缝质量检测试验本专机焊接的焊缝质量符合工厂的焊缝指令要求。
4.3本文开发的焊接专机焊接速度提高了2倍,
而且缩短了焊接辅助时间,提高了生产效率。
4.4本专机是在普通的电弧焊机的基础上,增加了专门的辅助机械装置和电气控制系统,焊机成本只有焊接机器人的1/4。
[1]周敏,董天顺,刘小光,等.机器人在汽车净化器壳体柔性化焊接中的应用[J].焊接技术,2007(4).
[2]张文钺.焊接”金学(基本-理)[M].北京:机械工业出版社,1995.
[3]刘月.汽车后桥用焊接专机的研制[D].沈阳:沈阳工业大学,2007.
[4]刘宇飞.汽车车桥半轴套管、过渡接盘焊接设备PLC控制及焊接工艺[D].沈阳:沈阳工业大学,2008.
[5]韩娜.低合金高强钢焊接热影响区组织转变规律研究[D].包头:内蒙古科技大学,2014.
[6]刘丽丽.汽车连杆类焊接专机的设计[D].沈阳:沈阳工业大学,2007.
[7]张颜峰.自动化焊接机器人生产线优化研究中国汽车技术研究中心[D].上海:上海交通大学,2010.
[8]张磊.不锈钢焊接件激光冲击波强化抗气蚀工艺及机理研究[D].镇江:江苏大学,2013.
[9]王建伟.专用焊接机器人焊接误差分析及补偿研究[D].武汉:华中科技大学,2008.
(责任编校:马余平)
Mechanical Structure Design of Double Circular Seam Welding Machine for Automobile Exhaust Purifier
WU Yu-Jing
(Department of Electrical Engineering,Wuxi Open University,Jiangsu 214011)
This article analyzes the structural characteristics and common process ways for current Automobile Exhaus Purifier,and a special double circular seam welding machine come out in a targeted manner of design.The detailed designs ar listed below:forming track for double circular seam,special fixture for clamping purifier device,bracket for placing weldin workpiece.Experimental test indicates:This special welding machine not only ensures welding quality,but also greatly reduce production cost.Welding speed is twice as fast as a welding robot,but welding cost is only a quarter of that.
Automobile Exhaust Purifier;Special welding machine;double circular seam
TG 43;U 463
粤
1672-738X(2015)02-0084-04
2015-03-06
邬玉晶(1980要),男,江苏南通人,机械工程讲师,机械工程硕士。主要研究方向:机械设计,电气自动化。
猜你喜欢
车主之友(2022年6期)2023-01-30 07:59:22
现代农机(2022年3期)2022-07-11 11:42:12
装备制造技术(2020年9期)2021-01-26 00:14:42
制造技术与机床(2019年6期)2019-06-25 10:18:32
环球时报(2019-05-15)2019-05-15 06:15:59
中国资源综合利用(2017年2期)2018-01-22 02:45:06
焊接(2016年6期)2016-02-27 13:04:57
环境科技(2015年5期)2015-11-08 12:09:10
环境科技(2015年5期)2015-11-08 12:09:08
制造技术与机床(2015年8期)2015-04-24 07:25:38
