中厚板辊式矫直过程倾斜矫直模型研究
2015-10-15 00:58:03郁瑞平陈海东
河南科技 2015年22期
郁瑞平 陈海东
(1.国家知识产权局专利局专利审查协作广东中心,广东 广州 510530;2.东风汽车有限公司东风日产乘用车公司 ,广东 广州510800)
中厚板辊式矫直过程倾斜矫直模型研究
郁瑞平1陈海东2
(1.国家知识产权局专利局专利审查协作广东中心,广东广州 510530;2.东风汽车有限公司东风日产乘用车公司,广东 广州510800)
为了提高某钢厂横切生产线上宽厚板的矫直质量,根据调整工艺建立了矫直机的倾斜模型,并采用有限元分析软件ANSYS/LS_DYNA分析了倾斜模型和其他不同矫直方案对板材矫后质量的影响。结果表明采用倾斜模型加上适当调整出口辊的方案矫直使矫后板材等效应力和残余应力分布较均匀,一定程度上降低了残余应力值,同时也减少各个工作辊的矫直力,从而发挥了矫直机的生产能力。
矫直机; 倾斜模型; ANSYS/LS_DYNA;残余应力; 矫直力
矫直机作为中厚板、横切生产线上的重要设备,是保证板带材平坦度、消除残余应力或使矫后残余应力分布均匀的重要设备[1]。目前,矫直机的压下量设定模型及应用已较为成熟,国内外学者利用有限元软件对矫直过程进行了模拟[2]。
本文建立倾斜模型并给出第1辊的调整量公式,以及动态有限元模型。对不同矫直方案以及不同工况的模拟,定量分析了辊系倾斜对矫直后板材内应力的影响,对指导现场生产具有重要意义。
1 矫直机倾斜模型的建立
1.1矫直机的辊系结构及参数
现场矫直机的结构辊数为11辊,上5下6,上排工作辊可以绕着6辊前后倾斜,也可以上排辊整体平行压下。下工作辊可以单独调节压下量。
1.2矫直机倾斜模型
确定第3辊和第9辊的压下量后,中间各辊的压下量可以按照直线比例递减得到[3]。如图1为按大变形矫直方案得到的上排辊平行压下量和转角的关系。
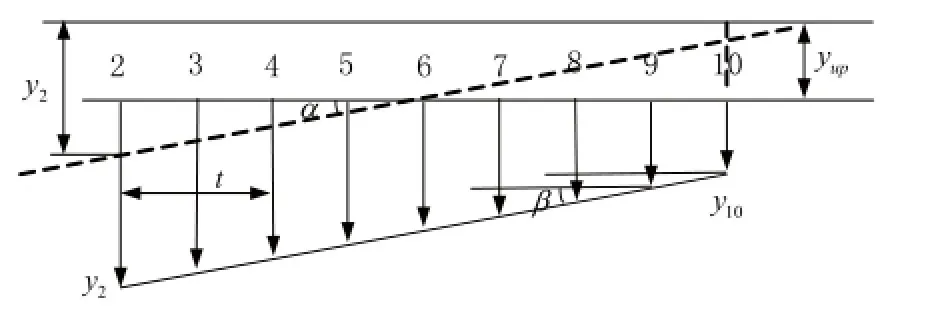
图1 倾斜角与上排辊整体压下量和各辊压下量关系
图1中yup为上排辊整体压下量值,yi为各辊压下量,a为上辊系绕着矫直机中心转动的角,β为压下量按线性递减形成的角度,t为辊距。由图1可得到
由几何平行关系可得a=β。
当上排辊系转动a角度时,第二辊的实际压下量y2a,

综上,确定了矫直机的倾斜矫直方案。
2 有限元模型的建立
2.1初始条件建模参数
根据现场数据确定的压下量可得到倾斜角度a=0.068。以及第1辊实际压下量y1a=0.273mm。本文里矫直转速为10.91弧度/s,矫直的钢板的宽度1848.5mm,厚度10mm,屈服极限取345MPa,弹性模量206GPa,切线模量520MPa,泊松比为0.3。
钢板划分单元选用8节点单元solid164,单元选用双线性随动材料,板材与各矫直辊的接触采用面与面接触,动摩擦系数0.08,静摩擦系数为0.1。
3 模拟结果和分析
3.1矫直过程中矫直力的分析
矫直过程中各辊的矫直力随时间变化的历程曲线。结果由图2所示,可看出,采用了倾斜模型,从第6辊开始,矫直力减少的很快,第10辊在后期矫直时矫直力过度很平缓,说明板材尾部在脱离矫直机甩尾比较稳定,减少对出口矫直辊的损坏和磨损,减少了工作辊辊面的划伤,进而提高板材尾部表面的质量,提高了成材率。
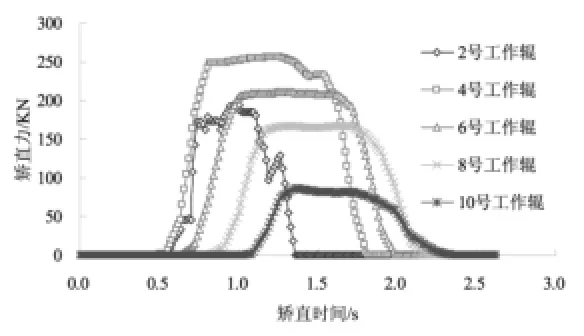
图2 各矫直辊矫直过程受力
3.2不同矫直方案对矫后残余应力影响分析
本文取板材板宽方向前端纵向残余应力。由图3可知,倾斜1的矫直方案应力范围为-15.81~15.62MPa。采取倾斜1的工艺矫直,使得板材矫后的残余应力分布趋于均匀,减少了后续加工出现的板形问题。
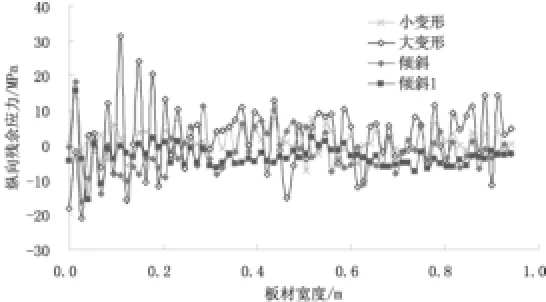
图3 宽度方向纵向残余应力
4 结论
建立了有限元仿真模型,采用倾斜1矫直工艺,使得矫后板材残余应力分布较为均匀,有效的降低了应力值。根据有限元仿真结果及现场应用情况,采用倾斜调整工艺,使得矫直机的总矫直力降低很大。
[1]F.Cui: Straightening Principles and Straightening Machinery(Thesecondedition),(MetallurgicalIndustryPress,Beijing,2005)
[2]E Doegel,R Menzl,S Huinink.Analysis of the levelling
process based upon an analytic forming model[J],Iron and Steel
Engineer,2002,28(6):29-34
TG335.11
A
1003-5168(2015)11-023-01
郁瑞平(1985.10-),女,硕士,审查员,研究方向:板带轧制质量控制研究。
猜你喜欢
锻压装备与制造技术(2023年5期)2023-11-22 03:51:04
矿冶工程(2022年1期)2022-03-19 07:07:02
冶金设备(2021年2期)2021-07-21 08:44:18
建材发展导向(2021年9期)2021-07-16 07:10:58
冶金设备(2021年1期)2021-06-09 09:35:16
山东工业技术(2019年1期)2019-02-08 13:02:24
新疆钢铁(2016年3期)2016-02-28 19:18:54
中国机械工程(2015年13期)2015-12-16 12:25:36
冶金与材料(2015年5期)2015-08-20 02:14:18
山东冶金(2014年3期)2014-04-08 22:20:38