
锅炉主蒸汽管道空气管角焊泄漏原因查找
2015-10-13 09:14吴卫华湖南特检院怀化分院湖南怀化418000
建材与装饰 2015年52期
吴卫华(湖南特检院怀化分院 湖南怀化 418000)
锅炉主蒸汽管道空气管角焊泄漏原因查找
吴卫华
(湖南特检院怀化分院湖南怀化418000)
锅炉角焊泄露严重威胁了锅炉的安全运行,需要针对其泄露的原因找出减少这种缺陷的方法,保证锅炉的使用安全。本文主要从锅炉主蒸汽管道空气管角焊泄露出发,简述了引发泄露的原因,并且提出相应的解决措施,以彻底消除主蒸汽管道空气管角焊缝泄露。希望本文能为相关人员带来一定的帮助。
锅炉;主蒸汽管道;空气管;角焊泄露
1 引言
在平时的生产生活中,锅炉已经成为重要的设备,在诸多方面都发挥了巨大的作用。我们知道,采用角焊缝结构可以缩短生产周期、简化制造工艺以及节省费用,但是锅炉在经过一段时间的运行使用之后,角焊结构部位往往都会产生一些问题,轻者影响锅炉的使用,重者则会对人们的生命财产安全造成威胁。锅炉主蒸汽管道空气管作为锅炉中的重要部件,对锅炉的使用安全具有重要影响,所以及时发现空气管角焊泄露问题,并及时排除问题隐患是锅炉使用的重中之重。
2 角焊缝结构种类及应力分析
2.1角焊缝结构种类
角焊缝一般可定义为用焊接的方式连接两个成直角或者一定角度的表面的焊缝结构,焊缝的截面是一个近似的三角形。
2.1.1双边V形坡口的焊缝接头
这种接头按照实际承受载荷的情况,可以归入对接焊缝,而对于单边拉伸的载荷情况,则可以当作角焊缝结构。
2.1.2单边V形坡口的角焊缝
这是一种可以承受设计要求载荷的单边焊透型焊缝,这种焊缝有时又被称为角接焊缝。为了减少焊缝缺口效应,经常要求在未开坡口的一侧进行填角焊。
2.1.3不开坡口的双面角焊缝
这是一种辅助作用的构件,可以承受轻微的载荷,也可能不承受任何载荷,只需要把构件连接起来。
2.2应力分析
因受焊缝外形、载荷分布等因素的影响,角焊缝接头中的应力情况比较复杂。一般可以把这些应力扥为压应力、剪应力以及拉应力等。由于角焊缝在特殊场合的应用可以节约巨大成本,所以人们总是尽可能扩大角焊缝的使用范围。为了降低角焊缝应力集中带来的不利影响,可以采取以下措施:
(1)角焊缝截面形式的优化选择
可以有效改善角焊缝内的应力分布。
(2)在角焊缝另一侧内角加背焊
从实验结果来看,加背焊可以有效减缓应力集中,缓解疲劳强度。
(3)尽量采用全焊透结构。
(4)其他工艺措施
可以采用一些附加的工艺措施,例如:加热、局部加压、预先超载、砂轮打磨等措施,这些措施都会不同程度上降低应力集中。
3 空气管接管角焊缝泄漏原因分析
3.1宏观检查
(1)首先进行现场勘查,找出泄露部位并进行标注。
(2)检查空气管、主蒸汽管道表面颜色是否有变化,并且检查是否有过热现象出现。
(3)检查空气管接管角焊缝是否是在根部产生,测量裂纹长度,并且判断是否是造成泄露的主要根源。
(4)检查角焊缝泄露是否对周边部件造成影响,如果造成影响,则需要对受损部件进行检查评估,并做好记录。
3.2壁厚测量、光谱分析与渗透检查
测量空气管的规格、壁厚,使用光谱分析主蒸汽管材质以及焊缝熔敷金属,根据空气管探伤,测量出裂纹长度所占接管周长比例。
3.3裂纹产生原因分析
主要原因预测是主蒸汽管与空气管为不同材质钢材焊接连接,并且其热处理与焊接工艺没有达到规定的标准。同时主蒸汽管道与空气管直接连接,没有采用更加安全的加强标准接管座型式。根据已有经验预测,空气管线走向可能布置在固定压力管槽钢梁与充氮压力管之间,当空气管处于工作状态时,由于来自空气管内部的蒸汽压力作用在固定压力管槽钢梁与充氮压力管上,致使空气管内部压力膨胀受阻,进而导致空气管角焊缝开裂泄露。图1为空气管线走向布置图。
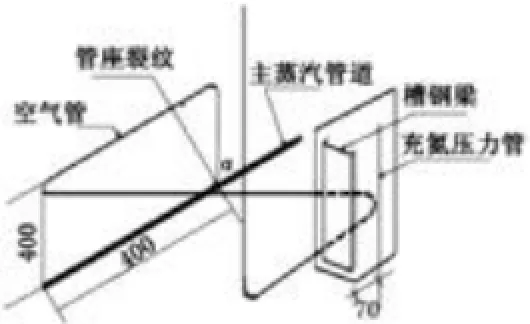
图1 空气管线走向布置图
4 接管角焊缝裂纹消除方法
可以采用角向无齿锯对焊缝根部对接管进行割除处理,并且使用融水纸将主汽管道进行封堵处理,需要特别注意的是,在进行操作的过程中要防止金属杂物掉入管道内,操作结束后的多余焊肉需要使用角向磨光机进行打磨去除,在打磨过程中结合渗透检查的方法进行检测,直到确认裂纹完全被去除为止。
5 焊接材料的选取及要求
(1)氩弧焊丝采用铈钨极,氩气的纯度应该不低于99.99%。
(2)焊件在进行焊接之前需要将坡口表面以及附近母材表面、内部的锈、漆、油等杂质清理干净,清理标准是直至材料露出金属光泽为止。
(3)焊条应选用E5015-B2-V,焊丝应该选用TIG-R31。
6 管座配制加工
(1)重新配置接管座,确定材质、规格以及加工管段长,采用机械加工的方法对坡口进行加工,管子两侧坡口应加工成不同角度。图2为重新配置接管座。
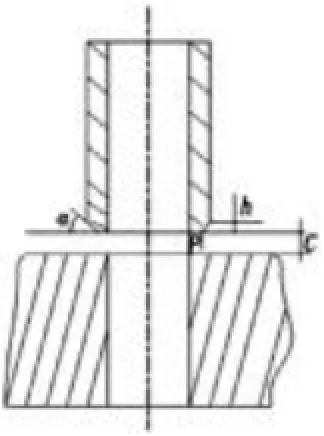
图2 重新配置接管座
(2)对加工之后的坡口内外边缘进行除锈处理,结合渗透探伤检查空气管无毛刺、重皮、裂纹等缺陷。
(3)新的空气管必须经过光谱分析进行确认,加工之后的空气管需要经过表面探伤检查合格之后才可以进行使用。
7 空气管座角焊缝焊接与热处理工艺
7.1焊接环境
在进行焊接时,需要保证主汽管道与空气管接管内没有对流风,要避免焊接场所有过强的风力,并且焊接场所之内的环境温度要高于10℃。
7.2焊接材料的准备
(1)焊丝在进行使用之前需要进行检查验收,在经过光谱分析之后,确认合格的才可以使用,在焊接现场需要注意的是焊接材料应该单独进行存放。
(2)焊条在进行使用之前,需要按照要求进行烘干处理,焊接现场使用焊条时,需要按照规定将焊条放在专用的保温桶之内,避免受潮,随时用随时取。
7.3焊前预热温度
接管座在进行焊接之前可以进行适当的预热,预热的温度可以控制在150~200℃之间。
7.4焊接要求
7.4.1电焊
要注意钢的合金量相差的大小,由于熔池中金属液体的流动性较差,所以对焊接工艺的要求比较高,应该采用弱规范小电流、多道多层焊,并且控制输入的线能量等方法进行焊接,只有这样才可以保障焊接接头的质量。电焊需要采用逆向起弧,电焊填充需要防止在焊道间随意引弧而产生应力裂纹和气孔,接头处可以用角向砂轮机进行打磨,收弧时需要注意的是熔池必须填满,这样可以保证焊接之后不会产生弧坑裂纹。表1为电焊盖面焊工艺。
7.4.2氩弧焊

表1 电焊盖面焊工艺
管座角焊采用氩弧打底,表2为氩弧焊打底焊接工艺参数。

表2 氩弧焊打底焊接工艺参数
(1)充氩保护
为了避免产生延迟裂纹,防止主蒸汽管道钢焊缝根部氧化,氩弧打底焊之前必须在管道内侧进行充氩保护。充氩保护的方法主要是将氩气通过接管座送至主蒸汽管道的内壁,形成密闭的气室。
(2)焊口组对
将主蒸汽管道与空气管接管加工坡口的一侧进行连接,对口间隙需要保持一定的合适距离,需要进行垂直点固并且使用拐尺进行校准。
(3)预热
在焊接之前可以适当的对主蒸汽管道施焊处进行预热,可以采用履带式加热片对管道进行整体加热,预热温度150~200℃,需要注意的是,要避免温度过高,温度过高会危害焊缝金属的韧性。
(4)送丝均匀
收头时要把电流减下来,要避免根部突出,填满弧坑之后需要移向坡口边沿收弧,这样可以有效避免弧坑裂纹。可以使用角向砂轮机或者是钢锯条对焊缝进行清理,需要注意的是尽量避免重力打击焊缝。
(5)控制温度
控制好道、层之间的温度,如果温度过高,容易造成焊缝韧性降低,层间温度最好控制在220~250℃,或者在降低一点之后再继续进行焊接。
(6)需要随时调整充氩方向并观察焊缝背面的情况。
(7)保证厚度
打底焊时要尽量保证焊缝厚度,首先可以保证根部焊缝的氧化程度变慢,其次可以防止焊缝被电弧焊填充时烧穿。
(8)每层焊道厚度以焊条直径为宜,采用弱规范小电流多到多层焊接。
7.5焊后热处理工艺
热处理的温度为740~760℃,温升温降在100~150℃左右,在进行焊接之后需要缓冷至100~150℃并进行保温,保温约2h,300℃以下可以不控制,自由冷却至室温。
8 热处理质量、焊接质量检查
8.1硬度检验
对管座角焊缝进行硬度检测,标准为GB/T17394。
8.2磁粉检查对空气管接管管座进行磁粉探伤,检测标准为JB/T473.-
2005。
9 主蒸汽管道修复
将损坏的主蒸汽管道使用角向砂轮机进行打磨过度,经超声波和渗透检测无缺陷之后,检测强度,如强度达标,则不必进行补焊。
10 结语
锅炉作为生产生活中的重要设备,对我们生产生活具有重要作用,保障锅炉的使用安全是锅炉使用的重要方面。锅炉主蒸汽管道空气管作为锅炉中的重要部件,对锅炉的使用安全具有重要影响,在实践中,只要严格按照要求进行施焊,加强对焊接接头的监督检测就可以防止故障的出现,所以及时发现空气管角焊泄露问题,就可以保证机组长期安全经济运行。
[1]章应林.新型耐热钢焊接[M].北京:机械工业出版社,2010(11):111~ 112.
[2]杨富.特种金属构件焊接及修复技术[M].北京:中国电力出版社,2011 (23):15~16.
[3]赵健仓.焊接结构[M].北京:中国电力出版社,2013(18):154~155.
TG441.7
A
1673-0038(2015)52-0055-03
2015-12-12
吴卫华(1967-),男,工程师,本科,主要从事特种设备检测工作。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
舰船科学技术(2022年20期)2022-11-28
中国金属通报(2022年1期)2022-06-02
锻压装备与制造技术(2021年2期)2021-07-19
World Journal of Diabetes(2019年7期)2019-07-23
四川轻化工大学学报(自然科学版)(2017年3期)2017-06-29
中国核电(2017年1期)2017-05-17
小猕猴智力画刊(2017年4期)2017-05-04
军事文摘·科学少年(2017年1期)2017-04-26
大型铸锻件(2015年4期)2016-01-12
