
一种发动机高压涡轮装配夹具
2015-09-14 01:34孙玉林宋慧军田继伟金渊勇
中国新技术新产品 2015年16期
孙玉林 李 赞 宋慧军 田继伟 金渊勇
(中航工业沈阳黎明航空发动机(集团)有限责任公司工装制造厂,辽宁 沈阳 110043)
发动机主燃烧室是整个发动机重要三大组成部分之一。其按照工序集中原则研制,主要加工集中在精密定位、数控铣榫头和数控铣型面工序。解决如何使叶片快速准确地定位问题,对于提升叶片制造能力,提高生产效率,实现精益生产,都具有非常重要的意义。
图1为发动机主燃烧室组成部分局部示意图。
本夹具设计的目的是为了装配主燃烧室内部的螺母,它位于轴颈顶部下方320mm处,直径在Ф195圆周上,力矩要求在1500N·cm左右,从图1中可以看出,装配是在近似于倒立的喇叭口状腔体内进行,上端Ф120止口为扳手进、出位置,由于装配位置在Ф195圆上,通常扳手很难伸到内部,也达不到力矩要求,因此设计了本夹具,以达到装配目的和限力要求。
1 夹具设计
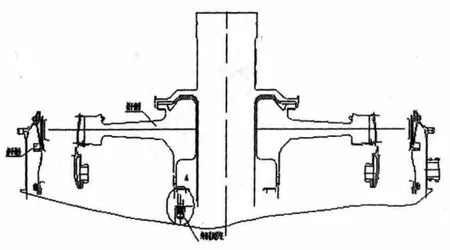
图1

图2

图3 限力扳手组件

图4
根据工艺要求,首先在螺母限力前,静子部分与转子部分要保持相对位置不动,静子部分首先固定于安装架上,因此首先设计了固定盘与转子部分连接,设计反扭架,反扭架上加工了20个圆孔,用来套装转子部分上的螺母,反扭架通过螺栓与固定盘连接,这样发动机静子部分,转子部分、固定盘、反扭架固定在一起,通过静子部分的20个螺母的反作用力实现了静子部分和转子部分的相对静止。
图2为夹具固定部分(不包括发动机零件)。
其次,设计螺母限力扳手,扳手要有足够的长度和强度,要在施加大扭矩的时候不会变形甚至断裂,扳手主体部分采用Ф30X6X301的冷拔钢管,一端焊接扳手头,扳手头加工有与拧紧螺母配合的12角孔,钢管另一端焊有一个转接块,用于与折叠扳手块连接,转接块上加工了与折叠扳手块配合的导轨槽,折叠扳手块伸直时将扳手组件伸进发动机内部,套进限力螺母,折叠扳手块合上,插上限位插销,则扳手组件处于拧紧状态。
图3为限力扳手示意图。
第三,在施加力矩时,为避免力矩损失,必须保证力矩旋转中心与12角螺母中心基本重合,因此夹具还设计了转接盘,转接盘上加工有24处于拧紧螺母对应的圆孔,圆孔与折叠扳手块上的圆凸台配合,这样就保证了力矩旋转中心与螺母旋转中心重合,避免力矩损失而达不到限力要求。
2 实用情况
设计的夹具,经过实际应用,每个螺母都达到了设计要求的条件,夹具结构简单,使用方便,而且第一次实现在发动机内部安装螺母,根据操作者反应,夹具最大优点是而且使用方便快捷,限力效果好,节省时间,生产效率高。
图4为夹具使用装配示意图。
结语
本夹具从设计到使用完全符合设计和工艺的要求,也是首次实现发动机内部安装,结构新颖,操作简单、实用,具有较高的使用价值和推广价值。
[1]发动机零件设计图[Z].
[2]航空工艺装备夹具设计手册[M].北京:国防工业出版社.
猜你喜欢
有色金属加工(2020年4期)2020-08-20
航空发动机(2020年3期)2020-07-24
河北画报(2020年22期)2020-07-12
思维与智慧·上半月(2020年4期)2020-04-13
思维与智慧(2020年7期)2020-04-09
作文周刊·高一版(2020年39期)2020-01-27
保健与生活(2019年22期)2019-11-25
福建质量管理(2018年20期)2018-11-14
凿岩机械气动工具(2017年3期)2017-11-22
军营文化天地(2017年7期)2017-09-25
