汽车转向管柱齿板异响质量问题研究
2015-09-14 01:34:28李文贺徐龙飞郭路卫
中国新技术新产品 2015年16期
李文贺 徐龙飞 郭路卫 刘 佳
(长城汽车股份有限公司 整车事业部,河北 保定 071000)
1 转向管柱介绍
转向管柱是连接汽车方向盘和转向机的机构,其作用是通过方向盘转动转向柱产生转向力,转向力传递至转向机推动车轮实现转向功能。同时转向柱具有调节方向盘上下的作用,其主要是依靠齿板的换位实现角度调节。
2 转向管柱构成
转向管柱由手柄、回位弹簧、齿板销、上齿板和下齿板构成。
3 问题现状

图1

图2

图3
某车型售后市场反馈车辆行驶颠簸路时,转向管柱异响,造成客户抱怨,对故障件分析,齿板打滑异响占91%。
4 原因分析
(1)齿板打滑异响机理
静止状态,齿板销和上齿板连接,弹簧拉动手柄向下,下压到齿板销,带动上齿板下压和下齿板啮合,因此,当齿板啮合状态不良时,上下齿板的齿间存在间隙,车辆行驶颠簸路时,由于方向盘重力的作用,齿板前后移动产生碰撞,出现异响。
(2)故障件拆解分析
对市场故障件进行拆解分析,发现所有故障件上齿板连接销都存在弯曲现象,且弯曲方向均为向下,现场更换齿板销后,上下齿板啮合状况良好,异响消除,因此,齿板销向下弯曲是导致异响的原因。
5 确定整改措施
(1)齿板销弯曲机理
齿板销压装于上齿板中,和手柄连接,手柄开启时,带动齿板销向上移动,上齿板打开;当手柄松开时,弹簧拉动手柄向下,带动齿板销向下,上齿板和下齿板啮合。当正常使用时弹簧拉力大于齿板销屈服力或装配时敲击侧向力大于齿板销屈服力时,齿板销发生弯曲。
(2)齿板销弯曲原因分析
(a)分别测量工作状态下,齿板压紧和开启时,齿板最大受力为47N,小于齿板屈服强度(200N),可以判定转向管柱在整车上的工作状态不会导致齿板销弯曲现象的发生,即此问题非设计或配合问题。
(b)在生产现场连续跟踪200件齿板销装配过程,对齿板销弯曲结果进行统计,装配过程存在齿板销弯曲的现象。
通过观察员工作业,发现齿板销的装配用铁榔头敲击,敲击力的方向偏差(如下F2),会导致齿板销弯曲,敲击方向偏差越大,弯曲程度越大。
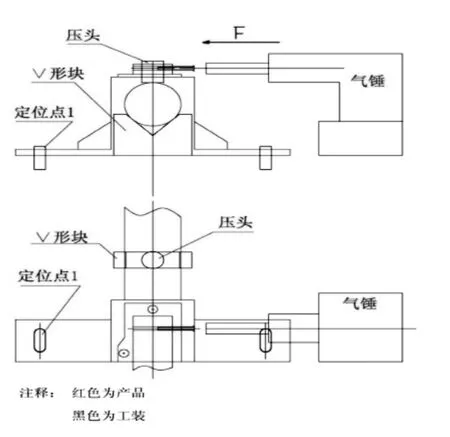
图5
(3)制定对策
更改装配工艺,由手工装配更改为设备装配,具体方案如下(图5):
气锤本身固定在工装台架上,齿板销相对气锤的位置固定,气锤敲击的最长位置则为齿板销装配到位的位置,气锤定位敲击,敲击方向沿齿板销轴线方向,每次敲击的方向均为同一方向,避免受力方向偏差的现象,从而可以避免齿板销装配过程弯曲的出现。
6 改进效果验证
每200件为一个统计子组,取10组,共2000件,进行过程能力探测,过程能力提升明显。
结语
过程设计应以质量为基础,寻求最佳加工路径和方法,明确各加工参数对产品特性的关系,选择最佳加工参数,保证长期过程能力的稳定。
[1]王鑫.转向管柱异响的检测及优化[J].汽车制造业,2012:66-67.
猜你喜欢
当代化工研究(2022年7期)2022-05-12 07:28:10
科教导刊·电子版(2021年29期)2021-11-19 08:05:42
今日农业(2020年16期)2020-12-14 15:04:59
中国自行车(2018年12期)2019-01-29 02:50:54
知识经济·中国直销(2018年3期)2018-04-12 06:43:36
林业科学(2017年11期)2017-12-15 01:02:01
传媒评论(2017年8期)2017-11-08 01:47:36
汽车维护与修理(2015年5期)2015-02-28 12:16:40
汽车维护与修理(2015年1期)2015-02-28 12:15:26
汽车零部件(2014年5期)2014-11-11 12:24:30