Sn60Pb40焊层在热循环过程中蠕变行为的仿真研究*
2015-09-08 10:14:56王志海
电子机械工程 2015年1期
杨 静,王志海
(中国电子科技集团公司第三十八研究所, 安徽 合肥 230088)
Sn60Pb40焊层在热循环过程中蠕变行为的仿真研究*
杨 静,王志海
(中国电子科技集团公司第三十八研究所, 安徽 合肥 230088)
文中采用ANAND焊点本构关系模型描述了Sn60Pb40焊层蠕变行为,通过MARC有限元软件模拟了电子封装器件Sn60Pb40焊层在热循环中的蠕变过程,研究了Sn60Pb40焊层的蠕变应变最大值出现的位置,分析了封装结构热失配和焊层厚度对Sn60Pb40焊层蠕变应变的影响。结果表明:焊层边角处最早发生蠕变断裂,降低封装结构热失配程度和优化焊层厚度均可减小Sn60Pb40焊层的蠕变变形。该研究结果不仅为封装结构的热匹配优化设计提供了新的思路,也为预测焊层蠕变断裂位置和优化工艺提供了技术支持。
Sn60Pb40焊层;蠕变应变;热循环;热失配
引 言
随着电子技术的发展,新型电子封装产品朝着高密度、高性能、高可靠性、小型化方向发展。焊点作为芯片与基板或基板与电子封装外壳材料之间的连接,主要承担着传递信号、提供散热途径、结构保护与支撑等作用,其可靠性直接影响电子产品的性能。
Sn60Pb40基焊料具有低熔点,并且对Cu、Au、Ni、Ag等金属有良好的润湿性,在航空和航天电子封装中得到了广泛应用。电子封装器件在服役条件下,周期性通断电和周期性的环境温度变化会使Sn60Pb40基焊点经受温度循环的过程,封装材料间的热失配会使焊点内部产生周期性的应力应变,同时Sn60Pb40基焊料的低熔点特性也会引起焊点发生蠕变变形,疲劳和蠕变的共同作用将导致焊点裂纹的萌生和扩展,最终使焊点失效。热循环试验是研究电子封装焊点服役条件下可靠性的常用物理模拟方法。研究表明:在热循环条件下,Sn60Pb40 焊层蠕变过程是焊点失效的主要机制[1],借助于有限元仿真,可实现对热循环条件下焊点中的应力、应变及其历史过程的描述。
封装结构热匹配设计是防止芯片断裂、基板断裂以及焊点失效的重要手段。已有研究大多从热应力角度着手,通过研究热失配对芯片应力、基板应力或焊点应力的影响,进行封装结构材料的热匹配优化设计。热应力虽是进行热匹配设计的一个重要依据,却无法反映出Sn60Pb40焊层粘塑性材料特性和时间效应的影响。此外,封装结构设计是综合了材料的热匹配以及材料的密度、导热系数、加工难度和成本等因素的影响后的折中方案,最终的封装结构必然存在一定程度的热失配。因此,如何通过优化焊接工艺减小前期封装结构设计造成的热失配对焊点可靠性的影响,是目前面临的又一重要问题。
基于以上几点考虑,本文采用有限元方法,对航天产品电子封装器件中Sn60Pb40焊层在热循环中的蠕变行为进行了研究。
1 有限元模型
因焊层平面各部分的结构和连接形式相同,因此,为简化模型,本文在焊层宽度上只选取部分焊层进行分析。有限元模型由壳体、LTCC载体、LTCC和Sn60Pb40焊层几部分组成,如图1所示。模型各部分均采用实体单元,为保证Sn60Pb40焊层蠕变的计算精度,焊层高度方向的单元数在4层以上,其它部分高度方向的单元数为3层。

图1 有限元模型
1.1 几何尺寸
以下部分除特别说明外,均以模型长度6.25 mm、宽度1 mm、Sn60Pb40焊层厚度0.05 mm为基准进行计算。
1.2 材料属性
除Sn60Pb40焊层外,其它部分材料均作各向同性线弹性材料处理。在热循环过程中,Sn60Pb40焊层发生弹性变形和非弹性变形,非弹性变形包括塑形变形和蠕变变形2种,本文采用ANAND粘塑性材料本构模型来描述焊层的塑形变形和蠕变行为[2]。
ANAND模型流动方程可以描述为
(1)

变形阻抗s的演化方程为
(2)

式(2)中,变形阻抗的饱和值为
(3)

表1和表2分别给出了材料的线弹性力学参数和ANAND模型中的各个参数值。
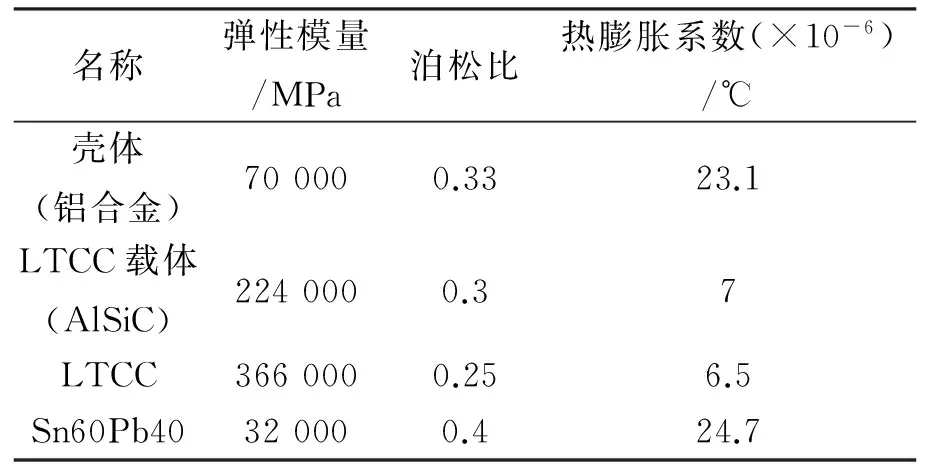
表1 各个材料的线弹性力学参数

表2 Sn60Pb40焊层的ANAND模型参数[3]
1.3 边界条件和载荷
分析时认为壳体底面固定不动,在壳体底部施加全约束。热循环载荷采用复合SnPb焊点典型的温度加载曲线,温度范围为-55 ℃~+125 ℃,每个温度循环的时间为1 h,高低温的停留时间均为20 min[4]。图2为热循环温度曲线。
1.4 模型的初始状态
本文仅对焊层在热循环中的蠕变行为进行研究,不考虑周期性热应力引起的疲劳以及疲劳和蠕变引起的断裂,并且在计算过程中不考虑焊接过程对焊层应力的影响,认为模型初始状态为零应力状态。

图2 热循环温度曲线
2 仿真结果分析
2.1 有限元模型可靠性分析
材料的蠕变变形是在温度和应力长时间共同作用下逐渐积累起来的塑形变形,此类变形引起的断裂为蠕变断裂。Sn60Pb40的材料特性、温度、应力和时间是蠕变发生的诱因,蠕变变形是蠕变的结果,而蠕变应变作为描述蠕变变形程度的物理量,是预测蠕变断裂的一个主要依据。
仿真结果表明,Sn60Pb40焊层最大蠕变变形出现在LTCC载体与铝合金壳体之间Sn60Pb40焊层的边角处,如图3所示。因为焊层的最大蠕变变形位置是发生蠕变断裂的危险点,因此可以推断,Sn60Pb40焊层的边角处可能最早发生蠕变断裂,这与文献[1]通过试验得出的92.5Pn5Sn2.5Ag焊层裂纹位置(如图4所示)相近,由此可说明本文建立的焊层蠕变分析的有限元模型是可靠的。

图3 LTCC载体与铝合金壳体之间Sn60Pb40焊层上的边角区域等效蠕变应变分布
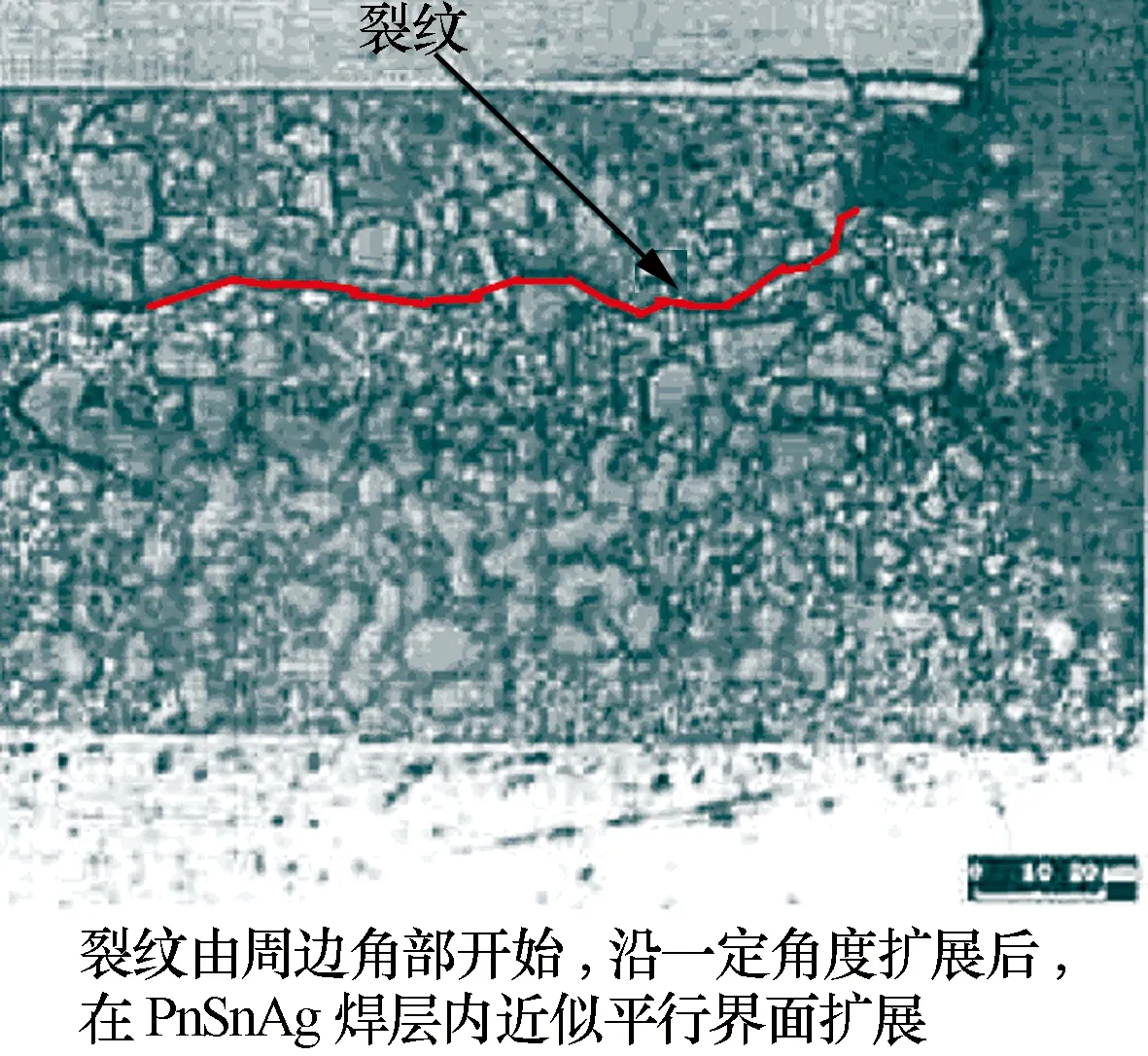
图4 文献[1]实验得到的92.5Pn5Sn2.5Ag焊层裂纹位置
2.2 Sn60Pb40焊层蠕变变形的影响因素分析
2.2.1 热失配对Sn60Pb40焊层蠕变变形的影响
图5为5个热循环结束时LTCC与LTCC载体、LTCC载体与铝合金壳体上的Sn60Pb40焊层蠕变应变分布云图。LTCC与LTCC载体之间的Sn60Pb40焊层的最大蠕变应变为0.11,LTCC载体与铝合金壳体之间的Sn60Pb40焊层的最大蠕变应变为0.56,这主要是因为LTCC载体(AlSiC)与铝合金壳体之间热失配程度较大,热循环过程中在Sn60Pb40焊层上产生了较大的应力,加剧了焊层的蠕变变形,而LTCC和LTCC载体热膨胀系数相近,其间的焊层蠕变变形也较小。因此,在进行电子封装结构设计时,选择热膨胀系数相近的材料可大幅度减小Sn60Pb40焊层的蠕变变形。
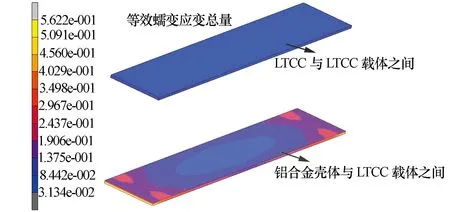
图5 Sn60Pb40焊层等效蠕变应变分布云图
2.2.2 焊层厚度对Sn60Pb40焊层蠕变变形的影响
焊层厚度分别取为0.05 mm、0.075 mm和0.1 mm,得到高度方向尺寸变化对焊层蠕变应变的影响曲线,如图6所示,焊层的最大蠕变应变随厚度的增加而减小,在进行焊接工艺设计时,适当提高焊层厚度可减小焊层的蠕变变形,进而提高焊层的蠕变寿命。
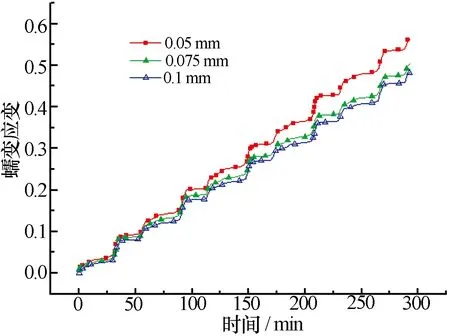
图6 焊层厚度取不同数值时的蠕变应变
3 结束语
通过MARC有限元软件研究了Sn60Pb40焊层在热循环过程中的蠕变行为,得到如下结论:
1)对LTCC与LTCC载体之间以及LTCC载体与铝合金之间的Sn60Pb40焊层进行了蠕变分析,预测了焊层断裂最早发生的位置,并通过与已有文献实验结果进行对比,验证了模型的可靠性;
2)从焊层的蠕变变形特点出发,探讨了热失配对焊层蠕变行为的影响,为封装结构的热匹配优化设计提供了一个新的思路。此外,研究表明:在工艺设计时,优化焊层厚度还可在一定程度上抵消前期封装结构设计造成的热失配对焊点蠕变变形的影响,从而提高焊层的蠕变寿命。
[1] 张胜红. 电子封装SnPbAg焊层热循环可靠性研究[D]. 上海: 中科院上海冶金研究所, 2000.
[2] 韩潇, 丁汉, 盛鑫军,等. CSP封装Sn-3.5Ag焊点的热疲劳寿命预测[J]. 半导体学报, 2006, 27(9): 1695-1700.
[3] 陈颖, 康锐. PBGA封装焊点寿命影响因素的有限元分析[J]. 半导体技术, 2008, 33(7): 563-566.
[4] 王艳良, 邱宝军. BGA焊点的有限元模拟仿真分析[J]. 电子质量, 2009(1): 24-27.
杨 静(1982-),女,博士,工程师,主要从事结构力学仿真研究。
Simulation Study on Creep Behavior for Sn60Pb40 Welding Layer during Thermal Recycle
YANG Jing,WANG Zhi-hai
(The38thResearchInstituteofCETC,Hefei230088,China)
In this paper, the creep behavior for Sn60Pb40 welding layer,which is described using ANAND solder constitutive relation model, is simulated by MARC software during thermal cycle. The location of maximum equivalent creep strain for the welding layer is studied and the influence of electronic package structure thermal mismatch and welding layer thickness on Sn60Pb40 creep behavior is analyzed. The results show that the welding layer creep fracture first appear at the corner, and the Sn60Pb40 welding layer creep strain can be reduced by decreasing the package structure thermal mismatch and optimizing welding layer thickness. The results provide a new thought of package structure thermal match optimization design and technical support for the prediction of the welding layer creep fracture location and the optimization of process.
Sn60Pb40 welding layer; creep strain; thermal recycle; thermal mismatch
2014-09-05
TP391.99
A
1008-5300(2015)01-0042-04
猜你喜欢
电机与控制应用(2022年4期)2022-06-27 06:29:22
有色金属(矿山部分)(2021年4期)2021-08-30 06:10:50
新疆大学学报(自然科学版)(中英文)(2020年2期)2020-07-25 01:40:48
雷达学报(2018年3期)2018-07-18 02:41:26
中国塑料(2016年10期)2016-06-27 06:35:28
工业设计(2016年5期)2016-05-04 04:00:48
焊接(2016年5期)2016-02-27 13:04:44
焊接(2016年2期)2016-02-27 13:01:14
华东理工大学学报(自然科学版)(2015年4期)2015-12-01 04:00:42
华东理工大学学报(自然科学版)(2015年4期)2015-12-01 04:00:42