
油漆桔皮的控制
2015-09-04 01:30:18王宗明吴灵龙刘涛
汽车工程师 2015年2期
王宗明 吴灵龙 刘涛
(上海大众汽车有限公司)
油漆桔皮可以通过激光桔皮仪进行定量测定,桔皮仪测定原理是利用60°激光聚焦在涂层表面,在10cm的距离内定量测定涂层表面波纹的光学轮廓,获得准确的数据。为模拟人眼的分辩率,将波纹结构尺寸>0.6 mm的测量数据归纳为长波,代表了表面较长波幅的变化;将波纹结构尺寸<0.6 mm的数据归纳为短波,代表较短波幅的变化。数值越低,表示涂层表面的桔皮越少,表面质量越好。长短波的影响因素众多,车身板材、电泳、中涂、色漆及清漆对长短波都有影响,其中车身板材、电泳及中涂对短波的影响最为明显,而中涂、色漆及清漆对长波的影响明显[1-2]。目前并无统一的标准评价油漆桔皮,各大汽车厂商根据自身情况制定企业标准来控制油漆桔皮。
1 油漆桔皮产生的机理及防治措施
研究表明:桔皮缺陷大多是由湿漆膜内涂料流动引起,受表面张力、重力及粘滞力等的制约,湿漆膜在干燥过程中会产生有规律的流动现象,随着溶剂的挥发,在湿漆膜表层形成较高的表面张力,随溶剂的挥发粘度增大,这样造成湿漆膜里层和表层之间的表面张力和粘度的梯度。按照Helmholtz流动分配理论,这种流动形成边与边相接触的不规则六角形网络,涡流的原动点在格体中间,涂料沿格体边缘下沉,在湿涂膜上形成许多漩涡状小格,待干燥后就留下不均匀的网格,形成桔皮。
影响桔皮的因素较多,要减少桔皮,就需对涂装生产的各个环节进行控制,主要还是从涂装设备、工艺和材料等方面进行改善[3]。优良的车身钢板(粗糙度Ra≤1 m)、磷化和电泳涂层质量可为中涂和面漆提供一个良好的涂层基础。中涂漆应选择对电泳涂层填充效果好、抗流挂和流平性能好的油漆。一般情况下,在满足遮盖力的前提下要尽量减少色漆的膜厚,并要防止漆雾对车身的影响。金属色漆漆膜的干燥也十分重要,在不干的金属色漆层罩清漆易引起桔皮和失光[4]。烘干方式、工艺温度等对桔皮的产生也有影响,在烘干时应使升温曲线平坦些,保证色漆和清漆喷涂后在闪干期间要有足够流平和溶剂挥发的时间[5]。生产时应连续进行,否则会造成车身不同部位干燥程度不一样,桔皮会更明显。油漆粘度的增加会减少油漆流平时间,引起长短波的增加,尤其对长波影响更大。在实际生产过程中可使用快干、慢干流平剂来改善涂膜外观,性能好的流平剂能降低熔融粘度,有助于熔融混合和颜料分散,提高底材的润湿性和涂层的流动流平。某汽车制造厂A和B线都是采用传统溶剂油漆和机器人喷涂的涂装工艺,某次B线三平面出现长短波数据超差,造成大量返工。以下对其原因进行分析,并提出相应的解决措施。
2 实验结果与分析
2.1 油漆工艺
白车身→预处理→电泳→电泳烘房→PVC→PVC烘房→电泳打磨→吹灰擦净→中涂内腔人工喷涂→中涂外表机器人喷涂→中涂烘房→中涂打磨→吹灰擦净→色漆内腔人工喷涂→色漆ESTA喷涂→色漆GUN喷涂→色漆小烘房强制闪干→清漆内腔人工喷涂→清漆外表ESTA喷涂→面漆烘房→整理报交。
表1和表2分别示出在正常生产条件下,测量A和B线50台车身电泳+中涂+面漆后(深黑)三平面的平均长短波数据。

表1 A线电泳+中涂+面漆

表2 B线电泳+中涂+面漆
文章以改善B线油漆桔皮为研究对象,探究油漆桔皮的一些控制方法及解决对策。表3示出某次B线长短波数据超差时采集的20台车身电泳+中涂+面漆后(深黑)三平面的平均长短波数据。

表3 B线电泳+中涂+面漆
首先对中涂、色漆及清漆材料批次、机器人喷涂和施工参数及设备故障记录进行调阅分析,材料批次、喷涂参数(流量、成型空气、高压、转速等)和施工参数(沉降风速、温湿度、粘度、助剂等)无变化和异常,设备正常运转。
2.2 分层膜厚
对电泳车身、中涂车身、色漆车身及清漆车身的前盖中间区域各涂层进行分层膜厚测量,各个涂层符合工艺要求的最佳膜厚,为此B线车身长短波数据的超差可以初步排除涂层膜厚变化因素。表4示出长短波数据超差时各涂层分层膜厚。
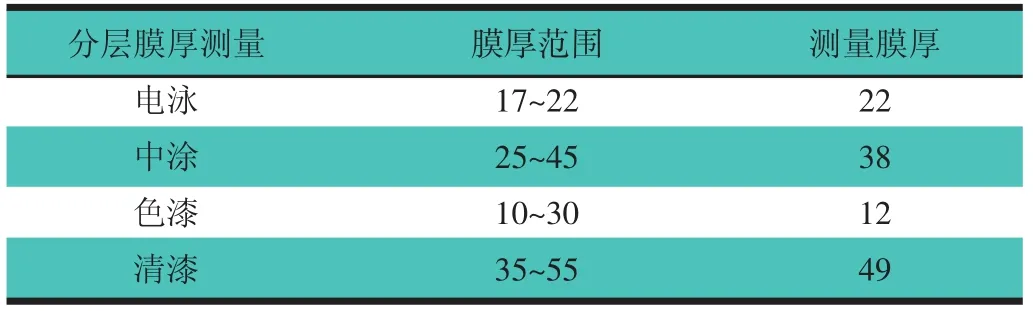
表4 长短波数据超差时各涂层分层膜厚 μm
由于镀锌涂层膜厚在7~9 μm,从分层膜厚可以看出,各涂层膜厚数据正常,总膜厚在130 μm左右。
2.3 调整清漆施工参数
为了进一步验证清漆施工参数对长短波的影响,清漆平面区域机器人喷涂流量增加20 mL/min,流平剂添加量增加1%,车身三平面长短波数据无明显改善,数据仍然超差。
2.4 排除色漆漆雾飞扬
喷漆室内色漆漆雾飞扬,一种是人工补喷内腔时飞扬至外表;另一种是色漆机器人ESTA旋杯转速过高,使雾化过细,导致漆雾损失,溶剂挥发过快,使涂膜所含溶剂量降低,漆雾飞扬和转速过高都容易引起失光和桔皮。取消色漆人工内腔喷涂,只进行色漆机器人外表喷涂,消除人工内腔喷涂时对车身外表造成的漆雾影响,测量面漆烘干后车身平面长短波数据,与表3进行对比,结果无明显改善。验证色漆ESTA转速过高因素,降低色漆ESTA转速,转速从35 000 r/min降至32 000 r/min,转速降低约9%,长短波数据平均值分别为5.9和23.9,结果无明显改善(小于10%)。
2.5 优化中涂施工参数
增加B线三平面中涂机器人喷涂流量20 mL/min和成型空气20 NL/min,使中涂三平面平均膜厚较修改前增加2 μm,面漆后的三平面长短波数据平均值分别为5.8和24.1,与表3进行对比,结果无明显改善。
2.6 优化电泳涂层
表5为相同板材分别经A线和B线电泳后的长短波数据,对比可以看出,B线电泳板材长波、短波数据都比A线高。

表5 A、B线电泳长短波数据
将A线和B线两种电泳后的板材做交叉对比验证,即经A线电泳后的板材在B线进行中涂和面漆,经B线电泳后的板材在A线进行中涂和面漆。在各涂层分层膜厚和总膜厚一致的情况下,分别测取长短波数据,测取结果,如表6所示。

表6 A、B线交叉试验面漆长短波数据
从上述试验结果可看出,车身板材经A线电泳后,经后道中涂和色漆参数及操作的优化,长短波未见明显改善,可以推断A线电泳参数方面未调整至最佳状态,通过将A线和B线两种电泳后的板材做交叉对比试验,进一步佐证了这一推断。为此对A线电泳参数进行调整,电泳高沸点溶剂添加量由0.3%增加至1.0%,以此改善电泳漆膜的流平,车身板材经A线中涂和面漆后测得长短波数据平均值分别为3.6和15.2,符合该制造厂的标准要求。图1为电泳调整前后的微观漆膜状态。图1a电泳漆膜表面明显粗糙,同时存在凹坑,说明电泳漆流平性能较差。增加电泳溶剂添加量后,电泳漆膜的流平性明显好转,漆膜细致均匀。
图2示出分别在图1a和1b的电泳板材上直接喷涂色漆,经过烘干后呈现的漆膜微观状态,图2的状态也在一定程度上反映出电泳漆膜的状态,图2a色漆漆膜表面比图2b明显粗糙,原因是电泳漆膜的粗糙表面向上传递影响着色漆层漆膜的粗糙度,进而影响面漆后油漆桔皮状态。
3 结语
综上所述,板材表面的缺陷未能很好地被电泳涂层遮盖和消除,不能为中涂和面漆提供一个良好的涂层基础,即使在后道的中涂和面漆工序进行优化调整,面漆后的长短波改善也是有限的,免中涂水性漆工艺少了一道中涂涂层,面漆的外观将会更加依赖电泳表面的涂层质量。文章通过改善电泳涂层的流平性,解决了面漆长短波数据超差,使漆膜外观得到极大的改善。
猜你喜欢
大众文艺(2020年22期)2020-12-13 11:37:10
陕西科技大学学报(2020年5期)2020-10-13 03:06:58
看世界·学术上半月(2020年7期)2020-09-10 07:53:37
兽医导刊(2020年8期)2020-08-13 05:58:52
E动时尚·科学工程技术(2019年20期)2019-09-10 01:32:55
小小艺术家(2019年4期)2019-05-10 03:33:04
汽车与驾驶维修(维修版)(2019年12期)2019-03-10 09:29:20
中兽医学杂志(2018年8期)2018-01-20 17:55:43
上海涂料(2017年2期)2017-06-24 11:41:59
化纤与纺织技术(2010年3期)2010-04-08 17:21:03
