
硫化机群控系统中的MES应用
2015-09-03 10:52陈亮
橡塑技术与装备 2015年21期
陈亮
(三菱电机自动化(中国)有限公司,上海 200336)
硫化机群控系统中的MES应用
MES application in curing press group control system
陈亮
(三菱电机自动化(中国)有限公司,上海 200336)
在各轮胎厂逐步规模化生产的背景下,通过对就某大型轮胎厂运用三菱电机MES接口模块构建硫化机群控MES制造执行系统展开说明,最终实现了工厂的可视化管理,提升了生产效率。
硫化;PID;工业以太网;制造执行系统
近年来国内汽车销量快速上升,各大轮胎厂生产热火朝天、规模逐步扩大。然而,我国轮胎厂普遍面临片面追求产量销量、低价竞争等问题,面对美国双反、欧洲绿色标签法等贸易壁垒,一方面直接影响到部分企业的轮胎出口,另一方面迫使各大轮胎生产厂提高生产各环节监控力度,满足可追溯性等要求,提高产品质量,提升竞争力。在轮胎厂中,硫化机设备往往很多,其运行状态对轮胎质量、产量起到了非常重要的作用。本文主要说明某工厂硫化机从单台独立运行到整体群控系统的组网升级改造,提升了生产管理水平,提高了轮胎产品质量和生产力。
1 硫化机简介
在轮胎生产过程中,硫化是最后一道加工工序,是胶料在一定条件下,橡胶大分子由线型结构转变为网状结构的交联过程。轮胎定型硫化机主要由机架、蒸气室、中心机构(推顶器和胶囊)、升降机构、装卸胎机构、后充气机构和传动机构、电气控制系统等组成。典型硫化机三菱电机方案如图1所示。
其中,人机界面采用三菱电机GT1575,方便就地显示操作,可编程控制器采用Q系列PLC,通过数字量和模拟量I/O等实现对外围设备控制。在轮胎硫化过程中,影响轮胎质量的因素主要是轮胎硫化三要素:温度、时间、压力,对于温度、时间、压力的确定与选取,决定了PLC控制系统性能的要求。硫化温度的高低、温控的稳定性,直接影响硫化速度、产品质量和企业的经济效益,其中热板、模套温度PID控制如图2所示;硫化时间可根据范特霍夫方程或阿累尼乌斯方程进行等效计算;硫化压力控制的稳定性防止气泡产生,提高致密性,提高产品品质。

图1 三菱电机硫化机方案配置图
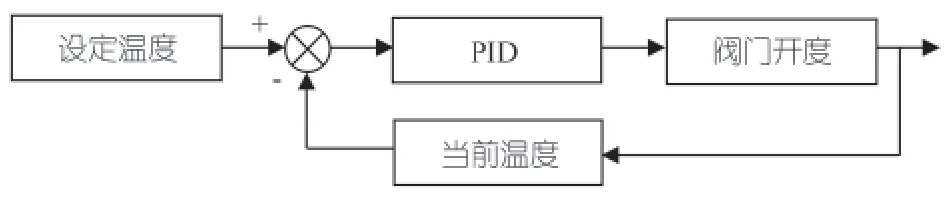
图2 温度PID控制示意图
2 硫化机群控方案说明
某大型轮胎厂要求将一分厂内所有硫化机组网,上位系统一方面可以监视硫化机运行状态,包括启动、停止、故障报警、运行中温度、压力、硫化时间等,另一方面可以在更换轮胎模具、更改工艺参数时,批量对各硫化机进行数据更改。今后分阶段逐步将成型机等其他设备、各跨地区分厂联网形成整体集团MES制造执行系统。针对客户要求,整体硫化机群控设计方案如图3所示。
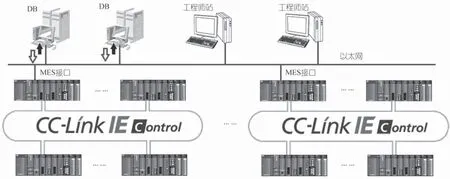
图3 硫化机群控MES系统方案图
其中,硫化机之间采用通讯速度为1 Gbps的 CC-Link IE Control工业以太网,根据上下传数据分配的要求,每台硫化机通讯数据量近200个,约20台构成一个CC-Link IE Control网络,并在主站添加MES接口模块QJ71MES96,通过以太网实现与SQL Server2008数据库的信息交互,构建了e-f@ctory。客户软件团队自行设计开发了上位MES软件,实现了以下功能:
(1)实时数据的显示,与胎坯条码的关联;
(2)主要工艺参数的记录、查询、报表功能;
(3)主要工艺参数的实时曲线的显示, 历史趋势查询;
(4)工艺参数的报警显示及通知功能(自动发送邮件给相关人员);
(5)设备运行状态及报警显示及通知功能,设备运行效率的统计分析、显示、报表;
(6)计划产量、实际产量等生产数据的显示、汇总统计;
(7)工艺参数的批量设定;
(8)操作记录及历史操作记录查询。
另外工程师站可通过主站以太网模块,直接无缝链接任一硫化机站点,完成程序修改、故障排查等调试和监控功能,整体方案充分考虑了今后工厂扩容、跨地区工厂联网等,为后期项目做好了铺垫。
3 小结
采用硫化机群控MES系统方案后,首先可靠性得到了提升,工厂现场的FA设备通过MES接口模块实现了与上位数据库的直接连接,与以往的网关计算机相比更加稳定可靠,在断线情况下还可以将数据自动备份在CF卡中,待网络恢复后自动重传,避免了数据的丢失,并通过时钟同步功能,确保数据的时效匹配。由于系统整体运用了工业以太网技术,确保了大容量数据传输的实时性,并实现了工艺数据、生产数据、品质数据等可视化管理。MES系统的实施后,工厂通过对工艺、工序的监控提升了产品品质,改善了成品率,通过设备运转率的监控,减少了待机空转时间,通过故障报警的监控与快速处理,提高了生产效率,降低了能源消耗,全面提升了工厂整体管理水平。
(R-01)

TQ330.493
1009-797X(2015)21-0051-02
B
10.13520/j.cnki.rpte.2015.21.008
陈亮(1978-),男,毕业于上海交通大学控制工程专业,目前负责技术管理工作。
2014-09-26
猜你喜欢
中国外汇(2020年14期)2020-10-28
中国外汇(2020年5期)2020-08-25
哈尔滨轴承(2020年4期)2020-03-17
中国特种设备安全(2019年3期)2019-04-22
橡塑技术与装备(2018年1期)2018-12-25
山东工业技术(2016年15期)2016-12-01
橡胶科技(2016年9期)2016-02-23
越玩越野(2015年2期)2015-08-29
橡胶工业(2015年10期)2015-08-01
弹性体(2015年1期)2015-06-11
