重型汽车半轴加工用整体摆碾模具
2015-09-02 01:53:23李重阳秦峰卢焦作市政工程建设集团有限公司河南焦作454000焦作锦标机械制造有限公司河南焦作454000焦作大学河南焦作45400
焦作大学学报 2015年4期
李重阳秦 峰卢 杉(.焦作市政工程建设集团有限公司,河南 焦作 454000;.焦作锦标机械制造有限公司,河南 焦作 454000;.焦作大学,河南 焦作 45400)
重型汽车半轴加工用整体摆碾模具
李重阳1秦 峰2卢 杉3
(1.焦作市政工程建设集团有限公司,河南 焦作 454000;2.焦作锦标机械制造有限公司,河南 焦作 454000;3.焦作大学,河南 焦作 454003)
文章介绍了汽车半轴工艺原理及特点,针对半轴法兰摆碾成形存在的问题,进行环碾装置设计,通过对模具实际生产验证,表明使用该模具后,半轴毛坯成形质量和生产效率明显提高。
汽车半轴;摆碾技术;模具
汽车半轴是汽车差速器与驱动轮之间传递扭矩的长轴类锻件,其内端一般通过花键与半轴齿轮连接,外端与汽车轮毂连接,是汽车上传递动力的重要零部件。由于目前载重汽车大都处于超载工作状态,并且路况不太好,后桥半轴常发生早期断裂,给用户造成了一定的经济损失,严重时会引起行车安全事故,因此半轴锻造质量的优劣关系到汽车的整体传动。
传统半轴压力加工种类繁多,可采用自由锻、胎模锻等压力成型,这些加工方法对于生产中小直径零件具有优势,但是,对于大直径产品而言,设备往往结构复杂、吨位较大,并且功耗高,所以很难用传统的加工方法进行加工。因此研究汽车半轴摆碾工艺,对实现汽车半轴高效、高精度和节能化生产,具有一定的实际意义和应用前景。
1.摆碾及其工艺特点
摆辗机的摆辗是利用一个绕中心迅速滚动的圆锥形上模对毛坯端面局部加压,使毛坯逐步成形的一种加工方法。由于摆动辗压变形是局部接触顺序加压,其接触面积和单位压力都比较小,因此摆辗加工具有下述特点:
(1)加工成本低,节省工艺材料,减少模具震动,减少设备吨位。
(2)锻件质量好、生产效率高。由于摆碾力小,可以用于冷状态加工,从而提高锻件精度。摆动碾压成形使锻件坯料变形均匀,且使零件表面产生加工硬化现象,明显提高零件的机械性能。
(3)摆动碾压成形适于加工厚度较小且外形复杂的回转体零件。
(4)摆动碾压成形所用的模具寿命高。
(5)摆碾成形的工作环境好、劳动强度低,易于实现机械化、自动化。
图1所示为重型汽车半轴零件图,锻件法兰盘与杆部的截面积比约为14:1,属于截面积变化较大、形状复杂的锻件。由于一体式结构在成形过程中变形过大,采用传统的墩粗、摆碾工艺无法加工成形,国内大多采用平锻机锻造成形或采用焊接成形工艺进行加工,采用此类加工工艺存在设备成本较高、产品质量不稳定、制造成本高等不足,为了解决上述问题,考虑采用楔横轧制工艺与摆碾联合技术,选用DW99-160型摆碾机,通过环形摆碾装置实现成形工艺。

图1 重型汽车半轴零件
2.摆碾装置设计
摆碾加工设备是通过摆头的摆动辗压,可以将加热的饼类工件表面扩展延伸,可以用小吨位设备加工更大的法兰,但这种加工设备中的摆头要做偏心摇摆动作,结构复杂、受力不均衡,导致摆头轴承寿命很短,由此加工的法兰直径也有一定限度。
设计汽车半轴加工用环碾装置,如图2所示。顶面为具有平面11的放置模具的托台7,托台7上方设有辊压装置,辊压装置包括圆周对称设置的至少两个尖端相对设置的锥形辊子6和锥形辊子上方的连接架3,锥形辊子6均横向设置,且圆锥面最低端圆锥线12沿水平方向延伸,圆锥形辊子6的大端中心处均固设辊轴4,两辊轴4均插接于连接架3下部,连接架3上设置竖向的转轴2,转轴2与电机1驱动连接。圆锥形辊子6在转轴2两侧对称设置。碾压装置还包括底端为圆锥状的压辊9,压辊9的圆锥状部分尖端向下且该部分的圆锥面两侧分别与圆锥形辊子6的尖端锥面压接。压辊9的顶端设有旋转轴8,旋转轴8插接于连接架3上,压辊9可在圆锥形辊子6的带动下绕轴8旋转。在连接架3与辊轴4之间以及旋转轴8与连接架3之间均设置轴承5。
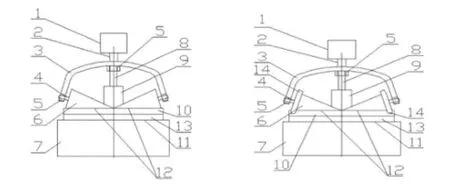
图2 全封闭式整体摆碾模具
工作原理:工作时,托台 7上方安装有模具13,先将处于锻造加热状态的钢件10放置于模具13上的平面上,电机1通过连接架3带动圆锥形辊子6围绕转轴2形成竖直轴线转动,利用圆锥形辊子6不断向下进行碾压,本加工用环碾装置可将钢件10碾压成所需的汽车主轴锻件。压辊9可向圆锥形辊子6力量较薄弱的尖端施压,起到使工件受压均匀的作用。
本装置除了加工汽车半轴外,还可完成饼类、高颈法兰件等其他零件加工,将圆锥形辊子6在圆周方向均匀布置三个或者更多,也能使转轴2不受偏心摇摆力矩作用,延长设备使用寿命。另外,根据不同加工钢件10的需求,在锥形棍子6的锥形表面不同的位置设计出不同的凸台 14,如图2(b)装置还可加工表面带有环形凸起的高颈法兰件。
该摆碾装置在企业中使用,成功解决了分模飞边及错模问题,产品加工余量由 2mm降低至1.5mm,废品率由0.2%降低至 0.05%,后道工序生产效率提高 10%以上。
3.结论
本装置是一种新型压力加工成型设备,可以对被加热的工件进行压力加工,使工件达到所需的形状;使用小的吨位即可达到加工大直径饼类、高颈法兰的目的,具有结构简单、成本低、节约能源的优点。
(责任编辑 张 蓓)
Whole Pendulum Grinding Die for Heavy Truck Halfshaft Processing
LI Chongyang1QIN Feng2LU Shan3
(1.Jiaozuo Municipal Construction Group Co.Ltd.,Jiaozuo;
2.Jiaozuo Jinbiao Machinery Manufacturing Co.Ltd.,Jiaozuo;
3.Jiaozuo University,Jiaozuo 454003,China)
The principle and characteristics of automobile halfshaft technology is introduced,and the problem of the half shaft flange is put out.The design of the ring is carried out.Through the actual production of the die,it shows that the forming quality and the production efficiency of the half shaft are obviously improved.
automobile halfshaft;pendulum grinding technology;die
TG316
B
1008-7257(2015)04-0085-02
2014-12-08
李重阳(1968-),男,河南正阳人,焦作市政工程建设集团有限公司工程师,研究方向:机电产品的设计制造与安装。
猜你喜欢
中国地市报人(2022年7期)2022-07-21 07:33:58
小学生学习指导·高年级(2021年6期)2021-09-10 08:02:11
橡塑技术与装备(2021年16期)2021-08-27 11:49:12
橡塑技术与装备(2021年5期)2021-03-16 06:43:48
机械设计与制造(2018年11期)2018-11-12 08:05:26
大众文艺(2017年18期)2017-10-13 05:42:16
中国卫生(2016年7期)2016-11-13 01:06:26
农机化研究(2016年6期)2016-03-23 06:45:13
建筑工程技术与设计(2015年22期)2015-10-21 18:37:26
红蜻蜓·低年级(2014年7期)2014-10-20 02:27:32