
海南精细化工项目液化石油气球罐关键焊接技术
2015-08-29 01:16:30林强胡成伟李立威
金属加工(热加工) 2015年2期
林强 胡成伟 李立威
1.工程概述
海南精细化工项目位于海南省东方工业园区,总投资83.34亿元,分为一期工程、二期工程。一期工程投资43.41亿元,主要装置:200万t/a原油预处理、120万t/a催化裂解(DCC)、60万t/a气体分馏、30万t/a裂解柴油加氢、8万t/a甲基叔丁基醚(MTBE)、2 000t/a硫磺回收和4 000Nm3/h制氢以及产品精制等8套主要装置。一期主装置区全貌如附图所示。
海南精细化工项目一期工程焊接工程存在以下特点:
(1)施工周期短 项目总工期26个月,共经历了8次台风。钢筋制做安装10 000t,混凝土浇筑50 000m3;设备安装849台(使用1 000t吊车安装设备有6台),钢结构安装约10 000t;地上管道96km,地下管23km,总计46万DIN(焊接当量),热处理焊口22 000道;电气电缆总长度370km,仪表电缆总长度1 120km,调试回路3641个。
(2)装置布局紧凑 装置区没有大型设备和框架的预制场地,大部分预制场地利用附属装置暂缓施工位置和道路,待大型设备就位,吊车撤离后再施工。
(3)球罐现场组焊 10台球罐(最大容积3 000m3/台),材质为Q370R,壳体厚度最高为46mm,焊缝长度达4 286m,现场进行组装、焊接、无损检测、热处理、水压试验。保证球罐组对几何尺寸正确的同时,严格控制焊接变形,杜绝了冷裂纹现象,保证了焊缝的焊接质量,无损检测采用既环保又快速的TOFD检测。
(4)反应器的制作 第一三反应器-沉降器最大直径为10 200mm,高度62.35m,金属总质量420t;再生器最大直径为12 600mm,高度47.9m,金属总质量680t。第一三反应器-沉降器和再生器统称为“两器”。“两器”的现场制作所需要的场地非常大,按照常规至少需要10 000m2的场地才能满足制作、材料堆放的需要,且所需时间至少8个月,但现场不可能提供得出这么大的场地,因此在进行总图规划时采取如下措施:一是占用产品精制三、四区的场作为预制场,产品精制三、四区的施工放在两器制作完后进行,到时采取必要的小区域赶工措施来保证施工进度要求;二是同业主采购沟通,两器的材料、内件进场按我方提供的进度计划要求进场,充分利用外部供货厂家的场地,缓解了现场场地不足的压力;三是“两器”筒节预制完后,及时吊装进行空中组对;通过这些措施的采用,两器现场的主场地降到了21m×80m,再加3 000m2的堆场,彻底解决了施工场地不够的问题,同时也节约了大量的场内转运费用和大吊车使用费用。

一期主装置区全貌
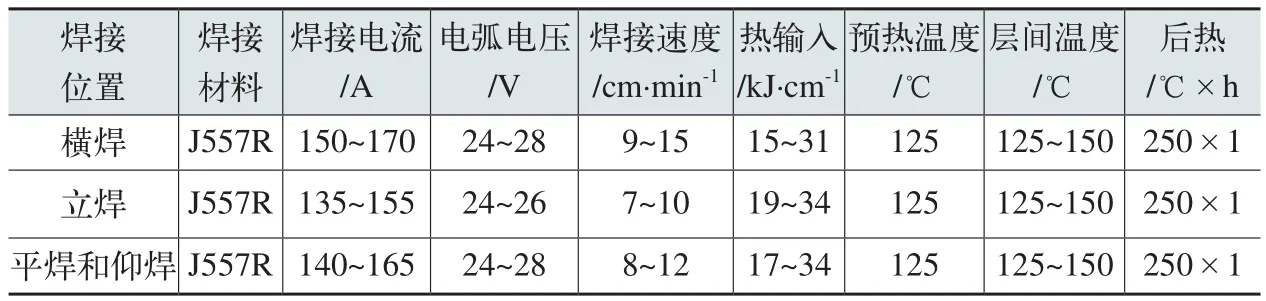
焊接参数
2.关键焊接工艺及新技术
(1)焊接工程主要施工特点 焊接工程主要施工特点包括以下三方面:
第一,我公司在本项目承担了10台液化石油气球罐的安装任务,由于焊接质量要求高,焊接工艺要求严格,现场作业环境要求比较高,为此我公司提出了合理的焊接工艺,同时培训了42名球罐焊工。
第二,钢结构安装工期紧迫,采用工厂化预制,现场使用钢强度螺栓连接。总计约10 000t钢结构,高空作业多,施工难度大,其中最高的火炬塔架为120m。
第三,工艺管线安装量大,共计119km,46万DIN(焊接当量),焊接工艺要求高,其中TP321、15CrMo、1Cr5Mo材质焊口全部要求焊后热处理,对焊接方法的选用及焊接、热处理工艺的执行和质量控制提出了很高的要求。
(2)焊接工程质量管理 主要包括以下几方面:第一,建立健全质量保证体系,落实质量责任。为此,我公司成立“压力容器现场组焊质量保证体系”、“压力管道安装质量保证体系”、“起重机械安装质量保证体系”,分别设置专职责任师进行系统质量控制。
第二,采取制度化管理,加强考核。明确各级人员的质量责任和工作标准,加大焊接质量的奖惩力度。
第三,强化过程控制,确保质量受控。①项目部质检部门焊接检验责任人员重点加强焊接过程的控制,在施焊前对施焊人员进行详细的技术交底,明确焊接技术要领和工艺参数、注意事项。同时对焊接人员的技能、焊接参数选用等各项措施的执行情况进行监督检查。②严格执行焊工自检、班组互检、质检员专检的“三检制”制度,全部检查合格后向监理单位进行报验,进行无损检测。
(3)焊接工艺评定 施焊前应按照NB/T47014—2011《承压设备焊接工艺评定》对焊接接头进行焊接工艺评定试验,并按照设计文件的要求,以及评定合格的焊接工艺,制定焊接工艺规程。具体焊接参数如附表所示。
(4)焊工资格管理及人员培训 根据项目施工材料特点和“特种设备焊接操作人员考核细则”要求,公司安排长期从事球罐焊接的人员对此种材料进行焊接技能培训,包括模拟现场实际位置进行适应性训练,提高焊接操作技能,为Q370R球罐焊接打下坚实基础。开工后项目部质检员强化现场焊接质量管理,对每个焊工的最初焊接质量进行评价,对焊接过程中出现的焊接缺陷进行总结分析,对参加施焊人员进行现场技术交底。
(5)检测新技术 3 000m³液化石油气球罐距离化学股份公司运输道路78m,球罐直径18m,壁厚46mm,如果用Ir192作业连续曝光时间为35~40h,将要封闭疏港大道,也将影响化学股份公司的监测及生产。经监理、设计、业主现场确认采用TOFD、手工超声波和磁粉检测代替射线对球形储罐进行检测。
3.结语
海南精细化工项目一期工程压力管道共计射线检测55 400张,一次检测合格54 993张,一次合格率99.3%;压力容器共计射线检测6 673张,一次检测合格6 487张,一次合格率97.2%;非标设备计射线检测2 314张,一次检测合格2 260张,一次合格率97.7%;TOFD检测4 286m,一次合格4 280m,一次合格率99.8%;热处理焊口达到22 086道,一次合格22 086道,一次合格率100%。均超过我公司制定的项目质量控制目标。
猜你喜欢
现代畜牧科技(2021年9期)2021-10-13 06:38:48
中国特种设备安全(2021年10期)2021-03-08 02:43:26
中国特种设备安全(2019年7期)2019-09-10 07:30:38
石油化工建设(2018年3期)2018-11-30 02:03:16
中国盐业(2018年23期)2018-03-30 01:29:30
中国盐业(2018年21期)2018-03-05 08:06:16
民用飞机设计与研究(2015年3期)2015-12-07 12:09:28
中国卫生质量管理(2015年2期)2015-12-01 05:43:57
焊接(2015年3期)2015-07-18 11:03:25
中央民族大学学报(自然科学版)(2015年3期)2015-06-11 02:13:42
