FANUC Oi-MD数控系统斗笠式刀库的PMC编程
2015-08-25 01:31周丽霞周树强
机电工程技术 2015年1期
周丽霞,周树强,覃 琴
(成都航空职业技术学院,四川成都610100)
FANUC Oi-MD数控系统斗笠式刀库的PMC编程
周丽霞,周树强,覃琴
(成都航空职业技术学院,四川成都610100)
通过FANUC系统宏程序与PMC编程的结合,实现斗笠式刀库的换刀控制。对FANUC Oi-MD数控系统斗笠式刀库控制的PMC编程思路进行了论述。说明了斗笠式刀库自动换刀的动作过程,给出了换刀宏程序,分析了主要PMC编程的编程思路。
斗笠式刀库;PMC;FANUC数控系统
DOI:10.3969/j.issn.1009-9492.2015.01.022
自动换刀是加工中心的重要辅助功能,作用是将主轴中用过的刀具还回刀库,又将需要的刀具从刀库取到主轴中,要求准确、无误、快速。加工中心常用的刀库有斗笠式、凸轮式、链条式等,其中斗笠式刀库斗笠式刀库具有结构简单、成本低、易于控制和维护方便等优点,因此在中小型加工中心上得到了广泛的应用。
基于FANUC 0iMD数控系统利用NC宏程序可以把轴控制与PMC控制有机地结合完成加工中心的换刀动作。其中宏程序需要根据换刀动作过程进行编写,宏程序中所用到的M代码的功能需要PMC编程实现。
笔者结合自己的工作经验,对斗笠式刀库的动作过程、换刀宏程序及PMC逻辑控制程序的设计要求进行简要地分析和说明。
1 斗笠式刀库的换刀动作过程
斗笠式刀库换刀时,首先比较当前刀套号是否与主轴刀号一致,如果不一致,先旋转刀库然后后刀库向主轴方向平行移动,取下主轴上原刀具,当主轴上的刀具进入刀库的卡槽时,主轴向上移动脱开刀具;接下来,主轴安装新刀具,首先刀库转动,当目标刀具对正主轴正下方时,主轴下移,使刀具进入主轴锥孔内,刀具夹紧后,刀库退回远离主轴位置,换刀过程结束[1-2]。
刀库换刀动作过程说明如下:
(1)刀库处于准备位置,即刀库停留在远离主轴中心的位置,主轴沿Z方向移动到第一参考点;
(2)如果当前导套号与主轴刀号不一致,刀库旋转;
(3)主轴沿Z方向移动到第二参考点,并完成定位动作。准备还刀;
(4)刀库平行向主轴位置移动;
(5)刀库抓刀确认后,主轴吹气松刀;
(6)主轴抬起到Z轴第一参考点位置;
(7)刀库旋转使当前刀套号与T代码一致;
(8)主轴下移到Z轴的第二参考点位置,并进行抓刀动作;
(9)主轴夹紧刀具;
(10)刀库向远离主轴中心位置侧平移;
(11)换刀操作完成。
整个刀库的动作主要靠刀库电机、汽缸和主轴的相互结合控制实现。刀库通过PMC功能指令实现刀库的正反转就近找刀,其中的接近开关信号可用于刀库计数以此实现刀库原点复归和数刀。汽缸的功能主要用于接收PMC发出的信号以控制刀库整体向前或后退,为换刀或换刀后的运行NC程序作准备。
2 FANUC换刀宏程序的编写
换刀动作的完成是执行换刀宏程序的过程中,当系统识别到关于PMC的M代码,PMC接收M代码对应的R信号,执行PMC程序完毕后,把完成信号传回到换刀宏程序,换刀程序才继续执行下面的程序。
当系统检测到程序执行M06T××换刀指令时,NC系统会自动调用换刀宏程序(NC参数6071设定为6,自动调用09001宏程序),并对T代码进行译码处理[3]。
斗笠式刀库实现自动换刀,其换刀宏程序如下:
N1 IF[#1000EQ1]GOTO21(T代码等于主轴刀号,换刀结束)
N2#199=#4003
N3#198=#4006(保留之前的模态信息)
N4 IF[#1002EQ1]GOTO9(如果主轴刀号为0,则直接抓刀)
N5 G21G91G30P2Z0(回第二参考点,准备还刀)
N6 M19(主轴定向)
N7 G04X0.1
N8 GOTO10
N9 G21G91G28Z0M19(回第一参考点,主轴定向)
N10 M32(确认状态:当前刀套号与主轴刀号一致或主轴无刀)
N11 M33(刀库向右靠近主轴,然后松刀吹气)
N12 G04X0.1
N13 G91G28Z0(回第一参考点)
N14 IF[#1001EQ1]GOTO18(如果指令T0,则无需抓刀)
N15 M34(刀盘旋转)
N16 G91G30P2Z0(回第二参考点,准备抓刀)
N17 G04X0.1
N18 M35(刀具卡紧,刀盘向左远离主轴)
N19 M36(旋转结束)
N20 G#199G#198(恢复模态)
N21 M99
在以上宏程序中,用宏变量来完成宏程序与PMC的结合,FANUC 0iMD数控系统规定了不同的G信号地址对应一个确定的宏变量,但具体编程人员采用哪个G信号可以自己决定,并且G信号的功能也是由编程人员自己定义。
下面依次说明上述宏程序中代表PMC信号的宏变量功能含义:
宏变量#1000对应PMC信号G54.0:判断指令T代码和主轴上的刀号是否一致,若一致#1000=1;
宏变量#1001对应PMC信号G54.1:判断指令T代码是否为0,若为T0,则#1001=1;
宏变量#1002对应PMC信号G54.2:判断主轴上是否有刀。若没有刀,则#1002=1。
3 PMC编程用到的功能指令
基于FANUC 0iMD数控系统实现刀库控制PMC编程主要是基于功能指令的运用,不同的功能指令的功能含义及利用其编程方法不一样。
笔者在编程中采用了如下功能指令,下面分析了采用其的原因及用其实现的功能。现分别加以说明,其中的SUB是功能指令的代码。
(1)CTR(计数器)→SUB 5用作计数器,在刀库旋转时进行计数,用来更新当前刀套号;
(2)ROT(旋转控制,就近选刀)→SUB 6。
功能:1)用于根据主轴刀号和当前刀套号计算还刀回库前的刀库最短路径旋转方向;2)用于根据目标刀号和当前刀套号计算取刀时刀库最短路径旋转方向。
(3)COIN(相等检测)→SUB 16用于检测输入值与比较值是否一致,该指令用于BCD数据,在PMC程序中作为判断条件;
(4)DCNV→SUB 14将T代码转换为BCD码;
(5)DCNV→SUB 15用来比较T代码是否不大于刀库容量;
(6)NUME→SUB 23用来还刀后将主轴刀号赋值常数0;
(7)MOVE(逻辑乘数据传送)→SUB 8用来将换刀完后将当前刀套号赋值为T代码[4]。
4 刀库控制主要功能的PMC编程思路
刀库控制功能的实现就是根据已编写好的宏程序中的刀库的动作过程,进行每一个动作的PMC编程。
首先,将宏程序中M代码进行译码为PMC的中间变量R,例如:M33译码为R18.1,也就是说当宏程序运行时,系统识别到代码M33时,R18.1为1。
其次,编程实现宏变量#1000、#1001、#1002对应的G信号的功能。
最后,根据实现各类刀库动作的判断条件,编程实现汽缸电磁阀,旋转电机的Y信号功能。
在本次编程中,假设刀库容量D0为16,当前导套号C2(采用定时器T1)为5,主轴刀号D0为2,当执行M06T8时,目标刀号(T代码)D28为8。
图1所示主要刀库动作的PMC编程框架。
下面介绍主要的PMC编程思路。
(1)通过条件T代码小于刀库容量、当前导套号与主轴刀号不一致、主轴有刀、刀库在左,启动SUB6,根据主轴刀号和当前刀套号计算还刀回库前的刀库最短路径旋转方向。当前导套号C2(采用定时器T1)为5,主轴刀号D0为2,刀库反转3步。
(2)用SUB25功能指令将M32-M36,译码输出给R18.0-R18.4。
(3)用SUB16判断T代码是否和主轴刀号一致,一致输出G54.0=1;
用SUB16判断T代码是否为0,为0输出G54.1=1;
用SUB16判断主轴刀号是否为0,一致输出G54.2=1;
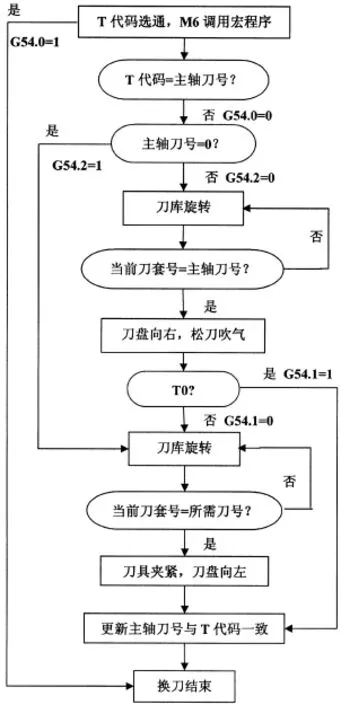
图1 主要刀库动作的PMC编程框架
(4)M32译码为R18.0,在两种状态下:主轴无刀或当前刀套号与主轴刀号一致,输出中间继电器R303.2,用于准备还刀。
(5)M33译码为R18.1,通过两种状态下:主轴有刀且Z轴在第二参考点或主轴无刀Z轴在第一参考点、接通刀盘向右Y信号。向右到主轴位后,输出松刀吹气Y信号,刀具松开。
刀具松开到位启动SUB23,将主轴刀号D0赋值为常数0。
(6)M34译码为R18.2,Z轴在第一参考点,且刀具松开、刀库在主轴位、当前刀套号不等与目标刀号,启动刀库旋转,
刀库旋转方向由R18.2启动取刀的SUB6,当前导套号C2为5,目标刀号(T代码)D28为8,计算出刀库需正转3步。
(7)M35译码为R18.3,通过两种状态下:T代码等于主轴刀号且Z轴在第二参考点或T代码为T0,Z轴在第一参考点、断开松刀吹气的Y信号(紧刀),检测到紧刀后,刀盘向左移动的Y信号接通。
R18.3启动SUB8,将T代码D28的值赋给主轴刀号D0。
M36译码为R18.4,通过两种状态:
(1)Z轴在第一参考点,T代码为T0,主轴刀号D0为0;
Z轴在第二参考点,T代码等于主轴刀号,当前导套号等于主轴刀号;输出中间继电器R303.6,换刀结束。
5 结语
此程序已在我院普通数控机床改造加工中心项目上完成调试,已投入使用并达到预期效果。换刀宏程序中的M代码的功能需要PMC编程实现其功能,PMC的信号也要传回宏程序,为下一步的刀库动作做准备,二者结合完成加工中心的换刀动作。
[1]张宇,夏晓平.加工中心斗笠式刀库换刀装置的设计[J].装备制造技术,2009(6):100-102.
[2]张建玲.FANUC OiMD数控系统斗笠式刀库实现自动换刀[J].机床自动化,2013(10):61-62.
[3]王刘成,杨晋萍.基于宏程序和PMC控制的斗笠式刀库换刀的实现[J].电子世界,2012(19):12-15.
[4]FANUC数控系统应用中心.FANUC数控系统PMC编程[M].北京:高等教育出版社,2011.
(编辑:向飞)
Design of Automatic Tool Change Program for Armless Type ATC Based on FANUC 0i-MD CNC System
ZHOU Li-xia,ZHOU Shu-qiang,QIN-qin
(Chengdu Aeronautic Vocational and Technical College,Chengdu610100,China)
Armless type ATC control the combination of macro and PMC Programming.In this paper,PMC programming for Armless type ATC based on FANUC Oi-MD CNC system were discussed.The paper explains Tool change process of Automatic tool change,ATC macro and PMC Programming ideas.
armless type ATC;Programmable Machine Controller;FANUC CNC system
TG659
A
1009-9492(2015)01-0082-04
2014-08-29
周丽霞,女,1983年生,四川成都人,硕士研究生,工程师。研究领域:数控设备应用维护。
猜你喜欢
智能制造(2021年4期)2021-11-04
湖北农机化(2020年19期)2020-12-14
广东第二课堂·初中(2020年2期)2020-02-26
制造技术与机床(2019年8期)2019-09-03
情感读本·道德篇(2019年2期)2019-05-09
快乐语文(2018年30期)2019-01-22
深圳职业技术学院学报(2015年5期)2015-11-30
焊接(2015年9期)2015-07-18
制造技术与机床(2014年4期)2014-04-27
中国科技信息(2010年21期)2010-09-21