不锈钢壳体冲压工艺与模具设计
2015-08-25 01:31阳恩贵龚治辉
机电工程技术 2015年1期
阳恩贵,曾 毅,龚治辉
(广东伊立浦电器股份有限公司,广东佛山528234)
不锈钢壳体冲压工艺与模具设计
阳恩贵,曾毅,龚治辉
(广东伊立浦电器股份有限公司,广东佛山528234)
不锈钢壳体冲压容易出现起皱现象,不良率比较高。主要阐述的是一种家电产品不锈钢壳体的冲压工艺与模具设计,并分析其工作的过程。该工艺与相应设计提升了品质和生产效率。
不锈钢壳体;冲压工艺;模具设计
DOI:10.3969/j.issn.1009-9492.2015.01.016
0 引言
随着产品外观要求的提高,以及消费者的个性化需求,各种材质被应用到产品中,从而对企业技术与工艺提出了更高的要求,尤其针对材质硬度大、异形的零件,容易出现起皱、开裂、不良率高等现象[1]。本文主要介绍一种不锈钢壳体新型冲压工艺与模具设计制造。
1 零件分析与确定工艺方案
家电产品的壳体作为产品的重要部件之一,主要作用是加强与支撑整机结构,同时又作为外观件,对表面质量要求较高。壳体使用材料一般有印刷钢板、不锈钢片和冷板等,厚度在0.4~0.6 mm厚度。图1所示为一种家电产品不锈钢壳体。
根据产品的要求,此零件工艺方案需要注意两个方面的问题:上面与支撑环,下部与底盖的装配公差要求不大于0.2 mm;需工艺定位缺口。所以必须考虑解决起皱、定位不准、外观、生产效率低、不良率高等问题,对模具进行了特殊的设计,以满足产品的要求。
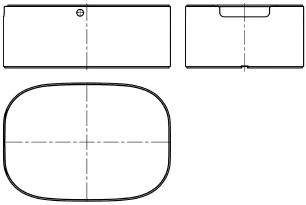
图1 一种家电产品不锈钢壳体
2 模具总装结构及工作过程
2.1模具总装结构
此不锈钢壳体零件要求实现上下边同时压边,定位准确,模具设计为上、下模与内、外滑块相结合的结构,具有制造精度高、成型快速等特点。模具的总装结构如图2所示,主要机构有上下模板、内腔滑块、外滑块和驱动块等。
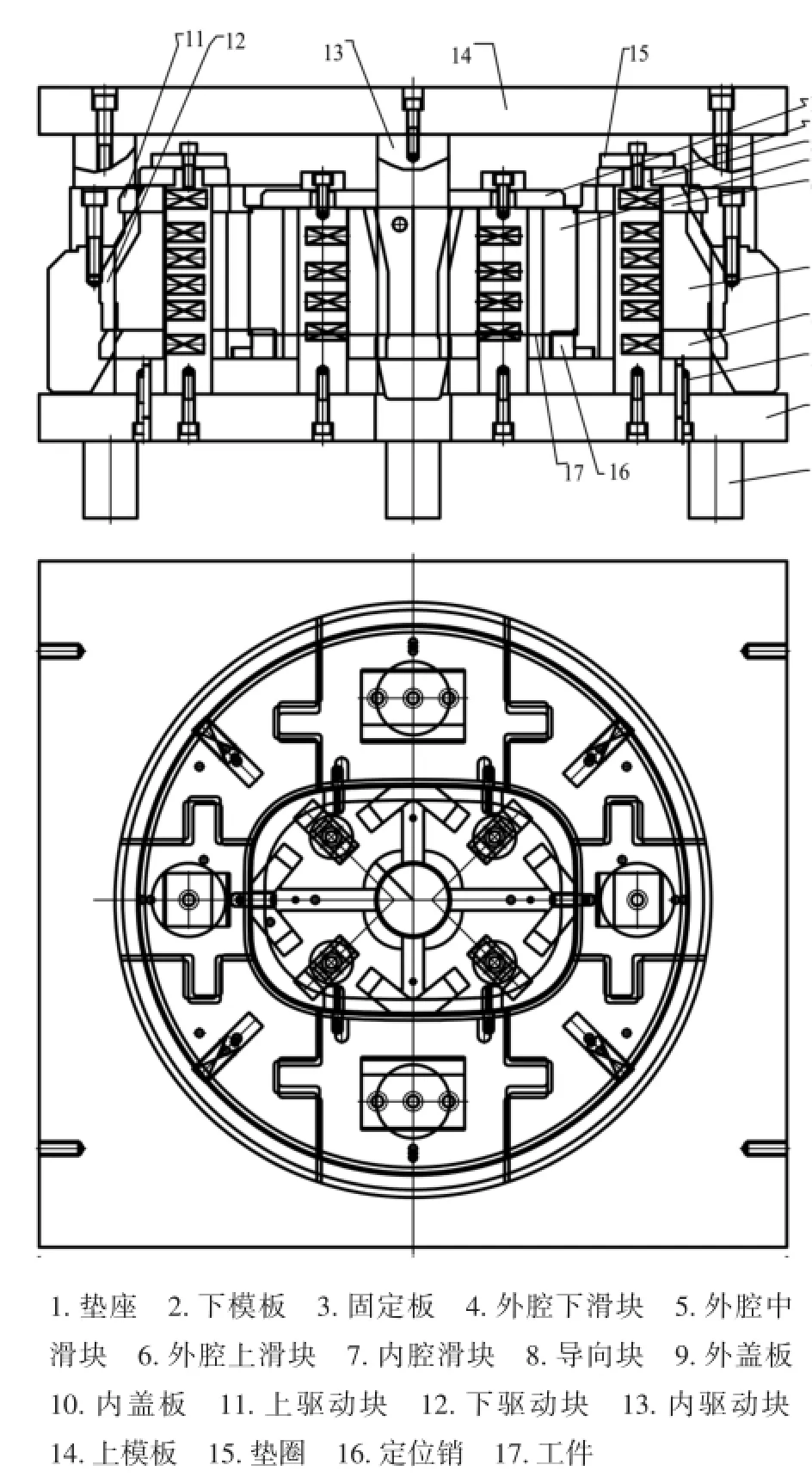
图2 模具总装结构
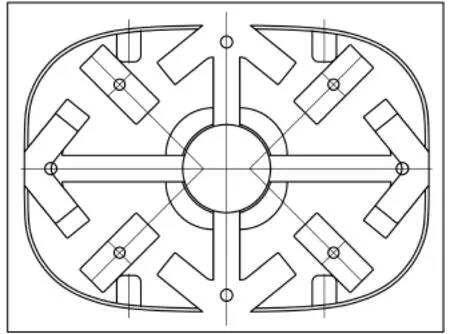
图3内滑块组件
图3所示为内滑块组件示意图。
2.2模具工作过程
首先进行模具与200 t油压机安装连接调试运行,确定油压机最佳工作参数。
开机启动后,上模块和下模块分别往上、下移动,打开模具;同时模具的内腔滑块组件向里打开,外滑块组件向外打开,将需压边的外壳放入内、外滑块之间,如图4所示。
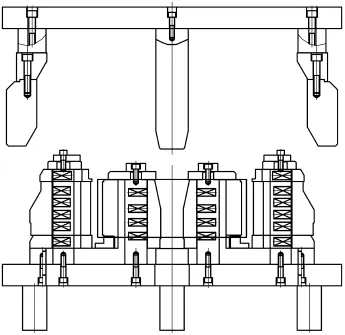
图4 模具初始状态
启动操作按钮,下模块向上顶出到固定位置,同时上模块整组向下移动,当上模块移动到外腔滑块整组“C”处,上模压住外腔中滑块向里打开。同时导柱向下移动到“F”处,压住内腔滑块整组向外打开,将外壳的中间部份压紧固定住,避免外壳在冲压成型状态下滑动,造成起皱;并将壳体的中间部份按所需尺寸成型完整,如图5所示。
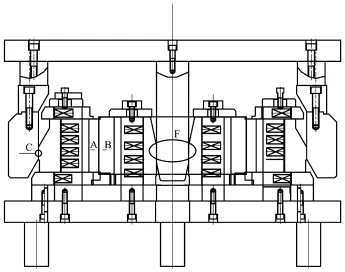
图5 模具闭合到中滑块时状态
上模块继续向下移动,压住外腔上滑块“D”与外腔下滑块“E”处时,外腔上滑块与外腔下滑块同时向里打开,将外壳两端的边完整成型出,尺寸稳定,拐弯处成型不起皱,两端面成型后平滑,高度一致,如图6所示。
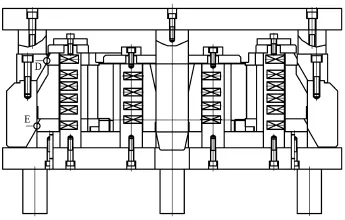
图6 模具完全闭合冲压成型时状态
成型完成后,上模与下模分别向上,下移动打开模具,同时内腔滑块向里收,外滑块向外收,一个成型加工周期完成,取出成型完好的壳体,取出工件,如图7所示。
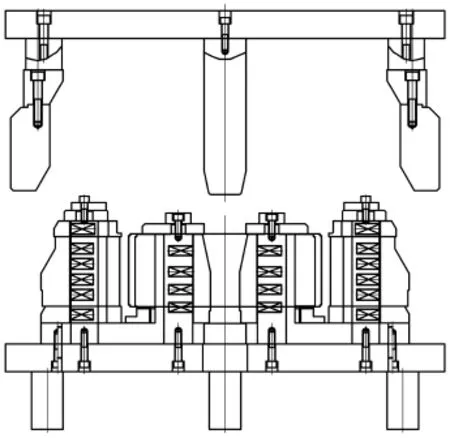
图7 模具完成冲压状态
3 模具设计要点及注意的问题
模具设计时内腔滑块与外滑块的移动行程够大,上、下模打开后的间距也应满足需要,便于拿取工件;内腔滑块组件的间隙不能够太小或者太大,内滑块间配合角度不宜小于95°;滑块的强度、耐摩损度、脱模斜度需要设计合理。模具运动机构的设计要便于维护与保养。
4 结束语
此种模具设计制造方法独特,模具工作稳定,操作起来方便,安全可靠。经过大批量生产,零件外观良好,精度符合产品技术要求,零件不良率由8%降低到1%,生产效率提升了3倍,有效降低了零件制造成本,增加了经济效益。模具工作稳定,操作起来方便,安全可靠。
[1]张清荣.模具设计与制造[M].北京:高等教育出版社,2006.
(编辑:阮毅)
Stainless Steel Case Stamping Process and Mold Design
YANG En-gui,ZENG Yi,GONG Zhi-hui
(Guangdong Elecpro Electric Appliance Holding Co.,Ltd,Foshan528234,China)
Stamping of stainless steel case is wrinkled easily,defective rate is relatively high.This article focuses on the stamping process and mold design of stainless steel case and analyzes work process,improving the quality and production efficiency.
stainless steel case;stamping process;mold design
TG76
A
1009-9492(2015)01-0063-03
2014-08-05
阳恩贵,男,1970年生,湖南邵阳人,大学本科,工程师。研究领域:模具及机电一体化。
猜你喜欢
理化检验(物理分册)(2021年3期)2021-03-23
装备制造技术(2020年12期)2020-05-22
模具制造(2019年10期)2020-01-06
模具制造(2019年10期)2020-01-06
模具制造(2019年4期)2019-06-24
橡塑技术与装备(2018年17期)2018-09-01
橡塑技术与装备(2018年14期)2018-07-20
制造技术与机床(2017年10期)2017-11-28
橡胶工业(2015年3期)2015-07-29
世界制造技术与装备市场(2015年6期)2015-02-28