
水平井压裂球的强度研究及结构改进
2015-08-04 09:43尚晓峰孙永贺张玉广张宏岩张春辉沈阳航空航天大学机电工程学院沈阳06吉林市旭峰激光科技有限责任公司吉林吉林0大庆油田采油工程研究院黑龙江大庆645
石油矿场机械 2015年8期
尚晓峰,孙永贺,尚 进,张玉广,李 琳,张宏岩,张春辉(.沈阳航空航天大学机电工程学院,沈阳06;.吉林市旭峰激光科技有限责任公司,吉林吉林0;.大庆油田采油工程研究院,黑龙江大庆645)
水平井压裂球的强度研究及结构改进
尚晓峰1,孙永贺2,尚进2,张玉广3,李琳3,张宏岩3,张春辉3
(1.沈阳航空航天大学机电工程学院,沈阳110136;2.吉林市旭峰激光科技有限责任公司,吉林吉林132013;3.大庆油田采油工程研究院,黑龙江大庆163453)①
为了对水平井分段压裂时所使用的压裂球和球座有更为全面的了解,运用ANSYS软件对不同材料的压裂球和不同结构的球座进行了数值模拟分析,得出结论是:为满足压裂时对压裂球强度和密封性的要求,球座端面角度α定为20°;压裂球的壁厚对压裂球的抗压强度有重要影响,采用实心制造的碳纤维压裂球效果最好;圆弧球座比传统球座对提高压裂球抗压强度更有优势。通过压裂球的强度试验,碳纤维压裂球达到了抗压70MPa的设计要求,圆弧球座比传统球座更有效地提高压裂球的强度。
水平井;压裂球;球座;有限元分析;端面角度
水平井分段压裂技术是提高油(气)田采收率和开发低渗透、低孔隙度油藏以及页岩气、致密气、致密油等非常规油气藏的主要手段[15]。在我国油气勘探开发面临新油田油藏类型越来越复杂、老油田挖潜难度越来越大的形势下,水平井数量在大幅度增长。美国凭借其在该领域的不断探索、研究和应用,在2010年取代俄罗斯成为世界上最大的天然气生产国,引领着该领域的发展趋势并影响着世界能源市场的格局[6-8]。
压裂球在水平井压裂施工时,通过与球座的坐封配合,阻断封隔器前后井筒通道,顺利实现水平井的分段压裂。为了满足不同地质条件的压裂需要,压裂时压裂球需要承受很大的压力,易造成压裂球的破碎或嵌入球座内,造成压裂后无法顺利返排,因此需达到抗压70MPa的强度要求。本文运用有限元软件ANSYS对常用材质的压裂球进行有限元数值分析,并根据分析结果对球座进行了改进和优化,对相关的压裂球进行了强度试验,为压裂球实际应用提供了参考依据。
1 压裂球的受力分析和数值模拟模型
1.1 压裂球及受力分析
压裂结束后,为保证压裂球顺利返排,压裂球密度要在2.0g/cm3以内。由于金属材料密度都大于2.0 g/cm3,因此金属压裂球需要采用均匀空心球结构。空心球的质量为

式中:M为质量,g;R1为外半径,mm;R2为内半径,mm;ρ为密度,g/cm3。
由此可求出空心金属投球的内径尺寸。由于碳纤维的密度小于2.0g/cm3,用其制造的压裂球是实心结构。其质量为3

式中:R为半径,mm。
不同材料制造的压裂球的内、外径如表1所示。

表1 不同材料制造压裂球的内外直径
压裂球工作时和球座的装配模型如图1a所示,压裂时压裂球受到向下的最高压力p′max作用,压裂球与球座斜面之间产生的正压力N′和摩擦力f′,如图1b所示。压裂结束后,压裂球的弹性变形部分转化为球座对密封球的正压力N。压力N与压裂时最高压力p′max作用在密封球上产生的球座对球的压力N′有关,N′越大,压裂后N越大。为简化研究,近似地认为N与N′呈线性关系,即

式中:η为线性系数,与球座及密封球材料有关,由试验确定。
压裂时对其进行受力分析得:

即


式中:k为密封球与球座间的摩擦因数。

图1 压裂球的受力分析
压裂结束后对其进行受力分析得:

将式(1)、式(3)代入式(4),得:

根据式(3)和式(5),球座端面角度α越大,压裂球受到的应力将越小,其变形量也将越小,压裂后越容易返排,但端面角度α过大也会降低压裂球的密封效果,因此采用有限元软件ANSYS对压裂球与不同端面角度球座受压工作的状况进行仿真分析,分析α角对压裂球受压应力变形的影响,为确定球座的端面角度提供依据。
1.2 压裂球的数值模拟模型
压裂球和球座的装配模型如图1a所示,由于压裂球和球座是轴对称结构,压裂球和球座之间产生力的作用时对密封槽没有影响,将压裂球和球座的模型进行了简化,如图2a所示,并对其进行网格划分;为了得到更真实的模拟数据,对压裂球和球座接触部位的网格进行了更为细致的网格处理,处理后的网格模型如图2b所示;对半圆与球座接触点以上部位施加压力均布载荷70 MPa,对球座与半圆接触点的以上部位同样施加压力均布载荷70 MPa,并对球座进行固定约束,如图2c所示。


图2 压裂球和球座有限元模型
2 压裂球的有限元分析及结构改进
2.1 不同端面斜角的有限元分析
压裂球受到70 MPa压力的作用时,分析球座端面斜角为10、15、20和30°时球与球座的应力和变形。因为x轴方向的位移决定着压裂球与球座的密封效果,所以只对x轴方向的横向位移进行分析。相关材料属性如表2所示。对端面斜角进行数值分析时,采用一种材料制成的压裂球进行分析就能得到端面斜角的最佳角度,在此采用钛合金(TC4)制造的压裂球进行分析,分析结果如表3和图3所示。

表2 压裂球和球座材料属性

表3 不同端面角度的应力、变形结果
分析结果表明,当端面角度α增大时,钛合金压裂球和球座之间的最大应力和位移明显减小,但是其最大应力在端面角度达到20°以后变化很小,最大位移变化量在端面角度达到15°之后也变得平稳。基于压裂作业时对压裂球密封性和压裂后返排性要求的综合考虑,压裂球既要有一定的变形以实现密封,同时又要减少受到的应力作用以便于压裂后的顺利返排,因此球座端面角度α定为20°最为理想。
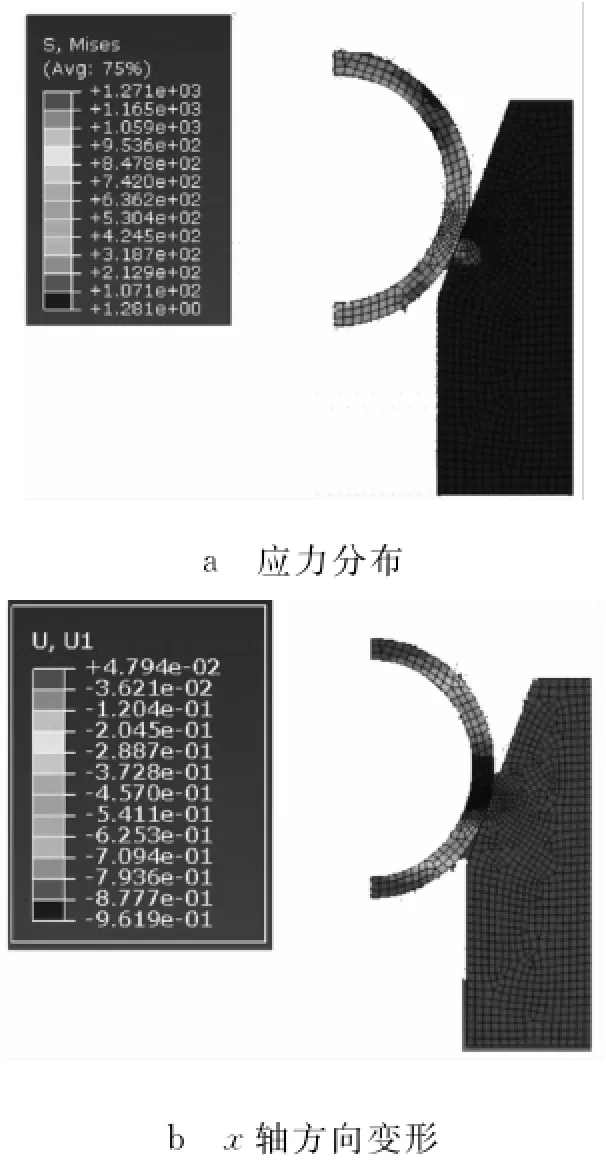
图3 端面角为20°的有限元分析结果
2.2 球座棱角处改进前后的有限元分析
压裂球在实际工况中受压发生位移变形时,在斜面棱角处由于接触面积的减少,会产生应力集中现象,因此将斜面棱角处改为圆弧结构以增大接触面积,减小应力集中对压裂球的破坏。在此先采用硬质铝合金2 A12球进行端面、棱角结构和圆弧结构的数值分析,其结果如表4所示。

表4 球座棱角处改进前后的应力和变形结果
分析结果表明,在斜面棱角处压裂球受到了很大的应力作用,也发生了较大的位移变形。改进后的球座由于采用了圆弧过度结构,其受到的应力作用和发生的位移量比斜面处还要小,其分析结果如图4所示。由于弧形球座表现出了良好的模拟效果,因此对另外3种材料的压裂球进行弧形球座接触受力的研究,以便对不同材料制造的压裂球进行比较,选取最合适的材料制造压裂球来进行强度试验。不同材料制造的压裂球的数值分析结果如表5所示。

图4 圆弧处有限元分析结果

表5 不同材料压裂球的应力和变形结果
由以上4种压裂球在弧形球座的受压接触分析可知,由于45号钢密度大,致使压裂球的壁厚很薄,受压时结构变形量过大导致密封失效,不适合用来制造压裂球;硬质铝合金2A12和钛合金TC4制造的压裂球,两者受到的最大应力差别不大,这主要是由于2A12的密度比TC4的密度要小,导致用前者制造压裂球的壁厚要大于后者,用2A12制造压裂球的变形量也小于用钛合金TC4制造的压裂球,但钛合金TC4的强度要远高于铝合金2A12,这表明压裂球的壁厚对压裂球的强度有很大的影响;碳纤维复合材料制造的压裂球由于其低密度采用了实心结构,其应力和变形均显示出了金属压裂球所不具有的优势,这也再次证明壁厚对压裂球性能具有很大的影响,因此压裂球采用碳纤维复合材料来制造。
3 压裂球的强度试验
3.1 压裂球在球座里的强度试验
采用YAW-2000C型试验机来进行强度试验,压裂球为碳纤维复合材料制造的压裂球,试验时为模拟压裂球在工作时的工况,制作了底部为圆弧结构的压铁与压裂球上部进行配合来进行强度试验,如图5所示。为了得到压裂球的强度数据,对压裂球进行了破坏试验。

图5 置于工作台上的压裂球和球座
为了验证改进后圆弧球座的有效性,在此选用普通球座(斜面为棱角的球座)和改进后的圆弧球座来进行强度试验。用普通球座进行强度试验得到的应力-时间曲线如图6所示,压裂球最大抗压强度达到了107.7MPa;用圆弧球座进行强度试验得到的应力-时间曲线如图7所示,压裂球最大抗压强度达到了138.9 MPa。

图6 压裂球在普通球座里的应力-时间曲线

图7 压裂球在圆弧球座里的应力-时间曲线
3.2 压裂球的强度试验分析
据图6~7试验数据,两者的曲线均在前12s保持非常低的平稳曲线,这是由于压铁在受力之前和上部承压物之间存在细小的缝隙;在12~20s,压裂球随着受到压力的快速增大向下移动,致使曲线在15~20s出现了小回落并在之后基本保持水平,在此阶段压裂球和球座已完全接触;两者曲线在2s之后都保持稳步上升的态势,并在达到最大承压后出现破坏,致使应力出现剧烈的波动,试验也随之停止。
碳纤维制造的压裂球在普通球座和改进后的球座里均表现出了良好的性能,都达到了承受70MPa的抗压要求,实心结构的碳纤维压裂球满足了各种复杂地质条件下压裂时对压裂球强度的要求;改进后的圆弧球座比传统球座有更好的性能,使压裂球的抗压强度提高了35%左右,圆弧球座对提高压裂球的抗压强度起到了很好的作用。
4 结论
1) 对不同端面角度的球座进行有限元分析,得到压裂球和球座的应力、应变值。根据压裂时对压裂球强度和密封性的要求,球座端面角度选为20°。
2) 壁厚对压裂球强度有很大影响,碳纤维制造的压裂球采用了实心结构,表现出了良好的性能。对碳纤维压裂球进行强度试验,其在普通球座里的抗压强度达到了107.7MPa,在圆弧球座里的抗压强度达到了138.9MPa,均满足了对压裂球抗压70MPa的强度要求。
3) 改进后的圆弧球座比普通球座减少了压裂球在棱线处的应力集中现象,在试验中将碳纤维压裂球的抗压强度提高了35%左右,对提高压裂球的工作性能起到了很好的作用。
[1] 刘飞出.水平井压裂设计方法[D].西安:西安石油大学,2011.
[2] 陈作,王振铎,曾华国.水平井分段压裂工艺技术现状及展望[J].天然气工业,2007(9):24-27.
[4] Coulter G R,Gross B C,Thomson C L.Barnett shale hybrid fracs-one operator’sdesign,application,and re-sults[R].SPE 102063,2006.
[5] 郭建春,曾凡辉,等.水平井分段压裂射孔间距优化方法[J].石油钻探技术,2012,40(5):67-71.
[6] 姚展华,张世林,韩祥海,等.水平井压裂工艺技术现状及展望[J].石油矿场机械,2012,41(1):56-62.
[7] 张焕芝,何艳青,刘嘉,等.国外水平井分段压裂技术发展现状与趋势[J].石油科技论坛,2012(5):47-52.
[8] 何世念.页岩气将引发世界能源政治大变局[J].中国石化,2012(12):21-23.
Intensity Research and Structure Improvement of Horizontal Well Fracturing Ball
SHANG Xiaofeng1,SUN Yonghe2,SHANG Jin2,ZHANG Yuguang3,LI Lin3,ZHANG Hongyan3,ZHANG Chunhui3
(1.School of Mechanical and Electrical Engineering,Shenyang Aerospace University,Shenyang 110136,China;2.Jilin Xu-feng Laser Technology Co.,Ltd.,Jilin132013,China;3.Production Engineering Research Institute,Daqing Oilfield,Daqing 163453,China)
To have amore comprehensive understanding of fracturing ball and socket when staged fracturing of horizontal wells.In this paper,the finite element analysis software ANSYSis used to take related numerical simulation analysis of differentmaterials fracturing balls and different structures ball seat,we can get it that:tomeet the strength and tightness requirements of fractu-ring ball while fracturing,ball seat face Angle alpha was set as 20°;wall thickness of fracturing ball had important effect on the compressive strength,and fracturing ballmade of themanufac-tured solid carbon fiber was with best effect,and arc ball seat hadmore advantages to traditional ball seat to improve the compressive strength fracturing ball.By fracturing ball strength experi-ment,we can get:carbon fiber fracturing ball reached the compressive strength design of 70 MPa,and compared with traditional ball seat,arc ball seat could effectively increase the fracture strength of fracturing ball.
horizontal well;fracturing ball;ball seat;finite element analysis;end face angle
TE934.201
A
10.3969/j.issn.1001-3842.2015.08.009
1001-3482(2015)08-0039-05
①2015-02-01
尚晓峰(1972-),男,辽宁人,博士,副教授,主要研究方向:石油井下设备。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
建材发展导向(2022年4期)2022-03-16
云南化工(2020年11期)2021-01-14
科学技术创新(2020年6期)2020-04-18
制造技术与机床(2017年3期)2017-06-23
西南石油大学学报(自然科学版)(2016年6期)2017-01-15
天然气勘探与开发(2015年3期)2015-12-08
中国海上油气(2015年3期)2015-07-01
制造技术与机床(2015年10期)2015-04-09
西安建筑科技大学学报(自然科学版)(2014年1期)2014-11-12
