
聚己内酯/竹粉发泡复合材料的制备及其性能研究
2015-08-01 07:07赵瑨云刘明锋
武夷学院学报 2015年12期
赵瑨云,刘明锋
(1.武夷学院 生态与资源工程学院,福建 武夷山 354300;2.福建省高校绿色化工技术重点实验室,福建 武夷山 354300)
聚己内酯/竹粉发泡复合材料的制备及其性能研究
赵瑨云1,2,刘明锋1,2
(1.武夷学院 生态与资源工程学院,福建 武夷山 354300;2.福建省高校绿色化工技术重点实验室,福建 武夷山 354300)
摘要:以聚己内酯(PCL)为基体,竹粉为共混物,无机NaHCO3和有机偶氮二异丁腈(AIBN)为发泡剂,通过开炼和热压成型制备PCL/竹粉发泡复合材料。研究竹粉含量、发泡剂用量及比例对PCL/竹粉密度和力学性能影响。实验结果表明:AIBN量从0份增加到1份,PCL/竹粉密度从1.15 g/cm3减小到0.60 g/cm3。PCL/竹粉的拉伸强度和冲击强度分别从10.0 MPa和9.2 KJ/m2降到3.9 MPa和5.3 KJ/m2。随着竹粉含量增加,PCL/竹粉密度略有降低,然而竹粉含量从0份增加到20份拉伸强度和冲击强度分别由7.5 MPa和18.1 KJ/m2降低到6.0 MPa和10.1 KJ/m2。竹粉含量进一步增加至30~60份,冲击强度和拉伸强度略有减小。
关键词:聚己内酯;竹粉;发泡剂;密度
能源危机和环境污染已成为当今世界发展的两大难题[1-3]。随着塑料在生活中用量增加,废弃塑料造成的白色污染已经越来越严重。大部分废弃塑料在自然界中是不可降解的,若废弃后的塑料没及时处理,这将会是我们生活中一个较大的污染源,因此开发研究可降解塑料将是当今世界的一个热点主题[4-5]。我国竹材资源丰富,现有竹林总面积4.2×106hm2,竹材产量居世界第一。福建闽北地区是竹材资源丰富地区之一,在竹材生产加工过程中会产生大量的端材,竹粉,竹屑,目前广泛价格低廉的竹粉资源的充分利用还是远远不足的。
我国废弃塑料的污染严重,可降解性也比较低,虽然可以通过可降解聚合物来解决这一问题,但是其材料密度大,价格也比较昂贵,生产成本也比较高,因此,通过在可降解聚合物中添加竹粉和发泡剂既可以有效的降低材料的密度和减少生产成本,也解决了废弃塑料不可以降解的难题[6-8]。还可以充分利用了闽北地区丰富的废弃竹粉资源。因此本研究以可降解的PCL为基体,加入一定量竹粉共混。并加入无机发泡剂NaHCO3和有机发泡剂AIBN,研究发泡剂含量和比例对PCL/竹粉复合材料密度和力学性能影响。
1 实验部分
1.1原料
偶氮二异丁腈(AIBN),分解温度为64℃,化学纯,上海试四赫维化工有限公司;钛酸酯偶联剂,化学纯,南京品宁偶联剂有限公司;碳酸氢钠,分解温度为50℃,分析纯,广东汕头市细陇化工厂;竹粉,90目,自制;聚己内酯(PCL),南京宇部化工有限公司。其它试剂均为市售。
1.2仪器和设备
电热鼓风干燥箱(DHG-9075A),上海慧泰仪器制造有限公司;开放式炼塑机(SK-100),上海科创橡塑机械设备有限公司;电动加硫成型机(BL-6170-A),实轮精密检测仪器有限公司;摆锤式冲击试验机(ZBC7251-B)美斯特工业系统有限公司;微机控制电子式万能实验机(WDW-2E)中国济南试金集团有限公司;电子天平(DY202K)上海民侨精密科学仪器有限公司。
1.3PCL/竹粉发泡复合材料制备
PCL/竹粉发泡复合材料的制备流程图如图1所示。把一定量竹粉在110℃烘箱中干燥6 h取出。然后准确称取钛酸酯偶联剂(竹粉含量的5%),二者混合,在双锟开炼机上120℃混炼,进行表面改性处理,制成改性竹粉。取100份PCL,然后在开炼机上密炼(55℃),根据配比加入改性竹粉和发泡剂,不停的打三角包,割刀,取出,再投入开炼机上,混合均匀后(约30 min),取出冷却、切片。将上述切片放入模具内,在平板硫化机上80℃,4 MPa,保温15 min,然后升温到110℃,保温15 min停止。然后不加压力冷却。冷却充分后开模取样,24 h后裁样测试其性能。
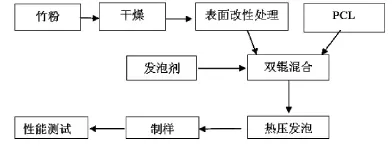
图1 PCL/竹粉制备流程图
1.4表征
复合材料的冲击强度按照GB/T1043-92标准,采用液晶式塑料摆锤试验机测试缺口试样的简支梁冲击强度,平行测试5个样,取平均值;复合材料的拉伸强度采用WDW-2E微机控制电子式万能实验机,按照GB/T1040-92标准测试断裂拉伸强度,拉伸速度为5 mm/min,平行测试5个样,取平均值。
2 结果与讨论
2.1发泡剂量的影响
为了研究发泡剂的量对PCL/竹粉发泡复合材料性能的影响,本次实验取PCL 100份,竹粉30份,钛酸酯偶联剂 1.5份,AIBN发泡剂的量分别为0,0.2,0.4,0.6,0.8和1份,无使用发泡剂NaHCO3。发泡剂AIBN的量对PCL/竹粉密度的影响如图2(a)所示。在一定范围内随着AIBN量从0份增加1份,复合材料的密度从1.15 g/cm3减小到0.60 g/cm3。主要因为随着AIBN的增加,其分解放出气体增加,使复合材料形成的气孔数增加,从而导致复合材料密度降低。图2 (b)为AIBN用量对PCL/竹粉拉伸强度和冲击强度影响。随着AIBN量从0份增加1份,复合材料的拉伸强度和冲击强度分别从10.0 MPa和9.2 KJ/m2降到3.9 MPa和5.3 KJ/m2。这是因为随着发泡剂量的增加,复合材料内的产生了比较多的孔隙,孔隙率的增加导致了拉伸强度和冲击强度降低。

图2发泡剂用量对密度、拉伸强度、冲击强度的影响
2.2竹粉用量的影响
为了研究竹粉用量对PCL/竹粉密度和力学性能影响,取PCL 100份,AIBN 0.6份,偶联剂1.5份,竹粉的量分别为0,10,20,30,40和50份。图3(a)为竹粉用量对PCL/竹粉密度的影响。随着竹粉含量从0份增加到40份,PCL/竹粉的密度略有增加,从0.57 g/cm3增加到0.69 g/cm3。主要因为发泡在塑料的熔体内进行,竹粉的增加导致了能发泡的熔体相对减少,所以在竹粉量从0份增加到40份材料的密度会增加。随着竹粉的含量进一步增加到50份,PCL/竹粉的密度反而减小到0.66 g/cm3。这是因为竹粉的密度较小,这时候竹粉为主导因素,加上发泡剂的一些发泡,导致了复合材料的密度稍微有点降低。
图3(b)为竹粉含量对拉伸强度和冲击强度影响,随着竹粉含量增多,拉伸强度和冲击强度都下降。但是竹粉含量从0份增加到20份拉伸强度和冲击强度分别由7.5 MPa和18.1 KJ/m2降低到6 MPa和10.1 KJ/m2。因为竹粉是刚性的,竹粉的加入破坏了PCL塑料基体的连续性质,加上竹粉内含有大量的羟基,随着竹粉量的增加,竹粉和PCL的结合能力减小,而且又有较多内氢健存在,这样对能量的传递和扩散很不利。所以随着竹粉量的增加复合材料的拉伸性能降低[9]。随着竹粉含量进一步增加至30~60份,拉伸强度和冲击强度略有下降。这是因为竹粉也具有了一定的刚度和刚性,在竹粉量大于30份的时候,竹粉量增加,这样使得了复合材料的拉伸和冲击性能下降不会那么大。

图3竹粉用量对密度、拉伸强度、冲击强度的影响
2.3发泡剂比值
发泡剂按种类可以分成无机发泡剂和有机发泡剂,根据在发泡过程中的热量变化发泡剂也可以分为吸热型和放热型发泡剂。放热型发泡剂如NaHCO3,其发泡过程比较缓慢,而放热型发泡剂如AC发泡剂、偶氮类发泡剂,其分解温度较高,分解速度快,易造成熔体局部过热等现象而使发泡过程难以控制。选择无机吸热型发泡剂和有机放热型发泡剂混合使用,使发泡过程达到一个平衡,使高发气量和较好的泡体质量得到统一[10]。
本实验采用无机吸热型发泡剂和放热型发泡剂AIBN相结合,发泡剂总量为0.6份,PCL 100份,竹粉30份,钛酸酯偶联剂1.5份,研究发泡剂比值(NaHCO3:AIBN)对PCL/竹粉复合材料性能影响。从图4(a)可知,单纯吸热型发泡剂NaHCO3发泡效果比较差,可能是因为分解速度缓慢,分解温度比较低,分解温度范围广,在混炼的过程中可能提前分解。一定比例NaHCO3和AIBN共混发泡效果比较好,因为NaHCO3是吸热型发泡剂,AIBN是放热型发泡剂,两个发泡剂在分解时吸收的能量跟放出的能量部分中和抵消,达到了一个平衡,从而使发泡剂发泡的热效应明显降低,这样有效的降低了发泡剂发泡能力波动对复合材料加工工艺不利影响[11]。从而使发泡效果比较理想,得到孔隙率比较均匀的复合材料。随着发泡剂中AIBN含量的增多,PCL/竹粉复合材料的拉伸强度和冲击强度均下降。

图4发泡剂比值对密度、拉伸强度、冲击强度的影响
3 结论
以聚己内酯(PCL)为基体,竹粉为共混物,以无机NaHCO3和有机AIBN为引发剂,通过开炼和热压成型制备PCL/竹粉发泡复合材料。在可降解聚合物PCL中添加竹粉和发泡剂既可以有效的降低材料的密度和减少生产成本,也解决了废弃塑料不可降解的难题还可以充分利用了闽北地区丰富的废弃竹粉资源。
参考文献:
[1]Chen L,Qiu X,Xie Z,et a1.Po1y(L-1actide)/starch b1ends compatibi1ized with po1y(L-1actide)-g-starch copo1ymer[J]. Carbohydrate Po1ymers,2006,65(1):75-80.
[2]Cuenoud M,Bourban P E,P1ummer C J G,et a1.P1asticization of Po1y-L-1actide for tissue engineering[J].Journa1 of App1ied Po1ymer Science,2011,121(4):2078-2088.
[3]Fabiyi J S,McDona1d A G,Wo1cott M P,et a1.Wood p1astic compositesweathering:visua1appearanceandchemica1changes [J].Po1ymerDegradationandStabi1ity,2008,93(8):1405-1414.
[4]Shogren R,Doane W,Gar1otta D,et a1.Biodegradation of starch/po1y1actic acid/po1y(hydroxyester-ether)composite bars in soi1[J].Po1ymer Degradation and Stabi1ity,2003, 79(3):405-411.
[5]Copinet A,Bertrand C,Longieras A,et a1.Photodegradation and biodegradation study of a starch and po1y(1actic acid)coextruded materia1[J].Journa1 of Po1ymers and the Environment,2003,11(4):169-179.
[6]周建,罗学刚,林晓艳.淀粉和木质素可降解发泡材料研究进展及展望[J].化工进展,2006,25(8):923-927.
[7]李及珠,蔡奕辉.可降解植物纤维增强淀粉塑料发泡餐具的研制[J].塑料工业,2002,30(5):45-46.
[8]Wang H J,Rong M Z,Zhang M Q,et a1.Biodegradab1e foam p1astics based on castor oi1[J].Biomacromo1ecu1es,2007,9 (2):615-623.
[9]Liu R,Luo S,Cao J,et a1.Characterization of organo-montmori11onite(OMMT)modified wood f1our and properties of its composites with po1y(1actic acid)[J].Composites Part A:App1ied Science and Manufacturing,2013,51(4):33-42.
[10]周琼,吴俊涛.新吸—放热平衡型发泡剂EXOCEROL232的特性研究[J].塑料工业,1999,27(5):32-35.
[11]王克智.塑料助剂的开发及应用[J].塑料科技,1995,2(2): 195-199.
(责任编辑:叶丽娜)
中图分类号:TQ32
文献标识码:A
文章编号:1674-2109(2015)12-0042-04
收稿日期:2015-04-05
基金项目:福建省教育厅项目(JK2012055);福建省自然科学基金(2012N0027);南平市科技局[N2011WZ05,N2012Z06(6)],国家大学生创新性实验(201210 397003)。
通讯作者:赵瑨云(1983-),男,汉族,讲师,主要从事天然高分子研究。
Fabrication and Properties of PCL/bamboo Power Foamed Composites
ZHAO Jinyun1,2,LIU Mingfeng1,2
(1.Schoo1 of Eco1ogica1 and Resources Engineering,Wuyi University,Wuyishan,Fujian 354300; 2.Key Laboratory of Green Chemica1 Techno1ogy in Fujian,Wuyishan,Fujian 354300)
Abstract:Po1ycapro1actone(PCL)/bamboo power foamed composites were fabricated by mixing and hot press mo1ding using PCL as matrix,bamboo power as b1ending and inorganic NaHCO3and organic AIBN as foaming agent.The effect of the content of bamboo power and foaming agent and the ratio of foaming agent on the density and mechanica1 properties were studied.The resu1ts showed that the density of PCL/bamboo power decreased from 1.15 to 0.60 g/cm3with increasing AIBN content from 0 to 1 portion.Moreover,the tensi1e strength and impact strength decreased from 10.0 MPa and 9.2 KJ/m2to 3.9 MPa and 5.3 KJ/m2,respective1y.The density of PCL/bamboo power s1ight1y decreased with increasing bamboo power content.However,the tensi1e strength and impact strength decreased from 7.5 MPa and 18.1 KJ/m2to 6 MPa and 10.0 KJ/m2with increasing power content from 0 to 20 portion.With increasing bamboo power content to 30-60,the tensi1e strength and impact strength s1ight1y decreased.
Key words:po1ycapro1actone;bamboo power;foaming agent;density
猜你喜欢
中学生数理化·八年级物理人教版(2021年12期)2021-12-31
中学生数理化·八年级物理人教版(2021年12期)2021-12-31
硅酸盐通报(2020年1期)2020-02-25
中学生数理化·八年级物理人教版(2019年12期)2019-05-21
中学生数理化·八年级物理人教版(2019年12期)2019-05-21
中学生数理化·八年级物理人教版(2017年12期)2017-04-18
中学生数理化·八年级物理人教版(2017年12期)2017-04-18
中国塑料(2016年4期)2016-06-27
中国塑料(2016年11期)2016-04-16
中国塑料(2015年8期)2015-10-14
