
DV-RRZY-3型热值仪故障分析、判断及解决方法
2015-07-27 08:27:23宣钢二钢轧厂河北张家口075100
山东工业技术 2015年15期
唐 龙(宣钢二钢轧厂,河北 张家口 075100)
DV-RRZY-3型热值仪故障分析、判断及解决方法
唐龙
(宣钢二钢轧厂,河北张家口075100)
摘要:宣钢二钢轧棒材作业区采用三段步进式加热炉,其能耗占轧钢工序能耗的60%-70%,其能耗水平直接影响轧钢生产成本。又由于煤气管网的压力和热值波动,直接导致空燃比失调引起加热炉燃烧不完全或排烟热损失增多,造成加热炉燃耗增加,通过增加热值仪加强煤气热值监控,使煤气与空气达到合适的燃烧比,进而降低加热炉能耗损失。
关键词:热值仪;维护;故障处理
0 前言
宣钢二钢轧棒材作业区是生产大规格普碳钢、螺纹钢,圆钢的一个现代化轧钢作业区,产量高、规模大,设备先进、工艺复杂,不仅要求其加热的料坯质量高,而且能耗要少,加热炉控制中,燃料热值是非常重要的参数,热值大小直接影响加热料坯质量的效果,为了提高加热质量和降低能源消耗,我厂引进了DV-RRZY-3型热值仪。
1 系统组成
DV-RRZY-3型热值仪系统主要由取样管道、空气供给系统、温度传感器、声音传感器、燃烧器和控制单元等部分组成
2 运行原理:
DV-RRZY-3型热值仪采用烟气氧量分析法,即引用燃气总管的一定量的燃气样品与一定量的助燃空气按适当比例混合,经多级处理后,送入燃烧器内完全燃烧,通过测量分析烟气残氧含量,经专家计算公式计算出燃气热值、合理空燃比例系数。
3 系统工作流程
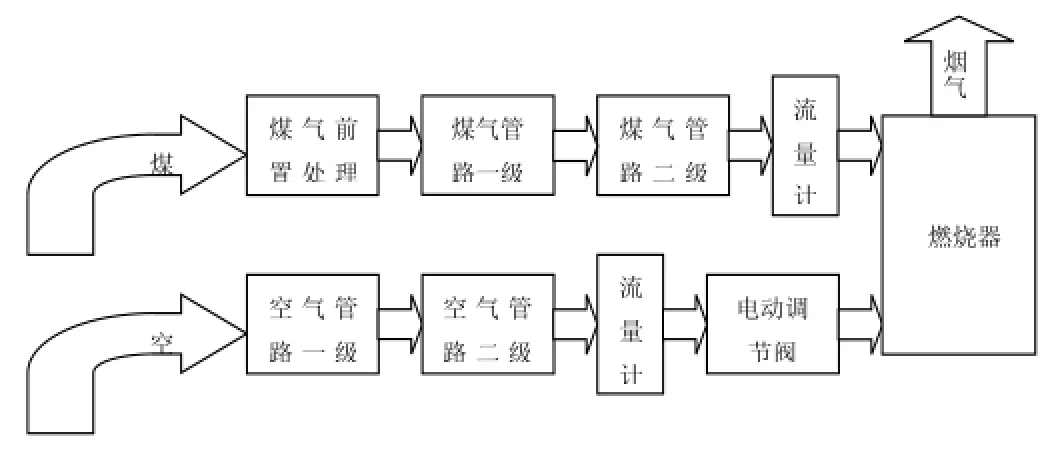
图1
4 DV-RRZY-3型热值仪常见故障分析、判断及排除方法
首先判断是否是因为现场气源、电源电压等外部因素造成设备故障,然后再根据故障现象,按编号顺序进行故障分析、判断与排除。
4.1设备自动灭火
查看“报警画面”中报警内容:
4.1.1报警内容显示“煤气流量超低报警”
故障分析(1):煤气管路电磁阀故障,导致电磁阀关闭,煤气管路不通。”按
故钮障,判立断即①用:小A铁.进质入金触属摸物屏“反系复统接控触制煤画气面管”路,点两击个“电磁阀中间的螺帽位置,看有无磁性。
1)有磁性,则说明电磁阀无故障,进行故障分析(2);
2)无磁性,进行进一步判断;
B.用万用表检测电磁阀与PLC的连接导线;将电磁阀打开,观察CPU与此电磁阀对应的继电器灯是否亮。
1)导线断路,进行故障排除;
2)导线通路并且继电器灯亮,说明可能是电磁阀线圈损坏或接线盒内导线脱落,进行故障排除;
故障排除①:B.a更换导线,重新连接;B.b首先,拆开线圈接线盒(图2(1)处),观察导线是否脱落,如果是导线脱落,将导线重新接好,否则需要更换电磁阀线圈;
故障分析(2):煤气管路一级或二级调压器堵塞。故障判断②:若电磁阀正常,则说明调压器堵塞。故障排除②:拆下阀体进行清理(具体方法参照“器件维护”部分)。
4.1.2报警内容显示“煤气流量超高报警”
故障分析:煤气管路一级或二级调压器易损件遭腐蚀,失去调节作用。
故障排除:需拆下阀体进行检查,更换被腐蚀部件(具体方法参照“器件维护”部分)。
4.1.3报警内容显示“空气流量超低报警”
参照“煤气流量超低报警”进行故障分析、判断与排除。
4.1.4报警内容显示“空气流量超高报警”
参照“煤气流量超高报警”进行故障分析、判断与排除。
4.2设备无法点火
故障分析:脉冲点火装置线圈烧毁。
故障判断:线圈有烧焦气味或明显烧损。故障排除:更换脉冲点火装置。
4.3残氧含量超出设备正常工作范围(1.5%—6%)
故障分析:氧含量传感器电池内阻过高或锆管断裂,导致残氧量测不准确。
故障判断:测量氧电池内阻。其测量方法为,打开氧含量传感器上面的黑盖,用万用表的欧姆档测量电池的两端,记下读数,调换表笔再测一次,将两次的读数求平均即为电池的内阻。
故障排除:若氧电池内阻大于500欧姆(读数为兆欧级说明锆管已断裂),需更换氧化锆。
5 器件维护
5.1常闭电磁阀(如图2)
每6个月清理一回(视现场煤气气源质量可适当调整维护周期)。由于电磁阀长期处于开启状态,可能导致内部关闭弹簧失效或由于煤气清洁度差使阀内附着异物等导致关闭不完全,产生煤气泄漏。所以应定期拆下,检查关闭效果(空气管路电磁阀可不检查)、清洗阀体。清理电磁阀前必须停止对电磁阀供电,否则将烧坏线圈。关闭电源拆开阀体,即可进行清理。
维护工序如下:
(1)拧下固定线圈处螺丝(图2标注13处)
(2)拧下固定阀盖螺丝(图2标注10处)
(3)清理密封胶垫(图2标注6处)
(4)清理后按原样恢复。
5.2稳压装置(如图3)
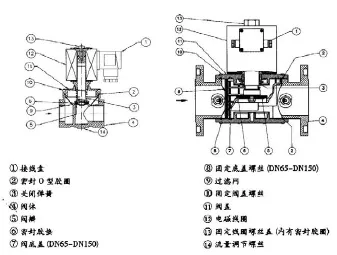
图2
稳压装置是本系统重要元件之一,正常情况下需要每6个月清理一次(视现场煤气气源质量可适当调整维护周期)。
维护工序如下:(1)松开稳压装置两端连接管件,取下稳压装置;(2)打开图3中(14)底盖;(3)用细布清理密闭座(图3标注18处)及密封胶垫(图3标注13处)上的积碳。注意:清理时不要磨损或用硬物划到密闭座和密封胶垫;(4)重新装上稳压装置,清洗结束;(5)图3标注6、18、20、21、22处部件为消耗性元件,须定期更换。
6 总结
热值仪投入运行后,通过在线维护与定期检修,故障率得到了控制,使得轧钢能耗生产成本迅速下降,加热料坯质量得到了提高,为后期品种钢的开发奠定了基础。
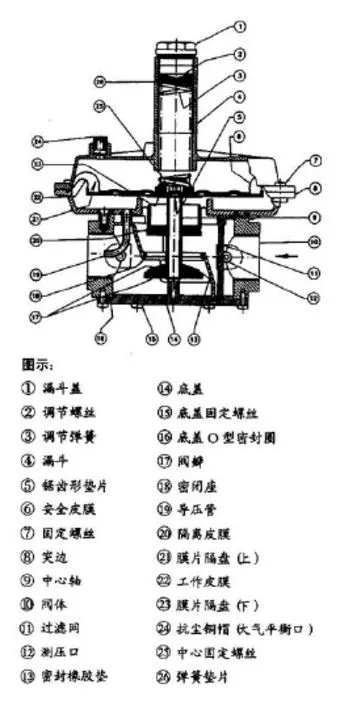
图3
参考文献:
[1]张毅,张宝芬,曹丽,彭黎辉.自动检测技术及仪表控制系统[M].北京:化学工业出版社,2009.
[2]李亚芬.自动化仪表与过程控制[M].北京:电子工业出版社,2003.
[3]赵沛,蒋汉化.钢铁节能技术分析[M].北京:冶金工业出版社,1999.
猜你喜欢
博览群书·教育(2016年9期)2016-12-12 15:48:40
中国新技术新产品(2016年22期)2016-11-29 05:41:48
中国市场(2016年41期)2016-11-28 05:34:44
中国科技博览(2016年18期)2016-10-19 10:32:22
中国科技博览(2016年18期)2016-10-19 08:30:04
中国科技博览(2016年18期)2016-10-19 07:29:49
中国科技博览(2016年18期)2016-10-19 06:51:11
中国科技博览(2016年18期)2016-10-19 06:47:14
科学与财富(2016年28期)2016-10-14 02:55:41
科技视界(2016年20期)2016-09-29 12:11:09
