
Q245R压力容器用钢板的冶炼工艺研究
2015-07-18 11:24范佳旭
新技术新工艺 2015年6期
范佳旭
(山东莱芜钢铁集团有限公司 规划发展部,山东 莱芜 271104)
Q245R压力容器用钢板的冶炼工艺研究
范佳旭
(山东莱芜钢铁集团有限公司 规划发展部,山东 莱芜 271104)
介绍了Q245R压力容器用钢板的使用特点,研究了Q245R的生产工艺流程。在转炉冶炼过程中合理控制枪位及造渣制度,充分利用前期铁水温度低,利于脱P的特点,将铁水P含量控制在<0.01%。LF精炼在调整钢水成分和温度的同时,选择合理渣系,充分吸收钢水夹杂物,以获得更高洁净度的钢水。经检验,Q245R冶炼成分符合国家标准要求。
压力容器;Q245R;冶炼
我国最常用的压力容器用钢板的材料为Q245R,占锅炉和压力容器总用钢量的60%以上,主要用于制造中、低压锅炉汽包和一些锅炉的大梁,以及压力容器的缸体。由于汽包和缸体等长年在高温、高压下运行,工作条件苛刻,任何一支管子出现问题,轻则导致设备损坏,重则发生人身伤亡事故;因此,用户对材料纯洁度、残余元素、氮氧含量、酸溶铝含量以及钢板表面质量等提出了严格要求。同时,钢板应具有良好的强度、塑度、韧性以及成形和焊接工艺性能。
山东莱芜钢铁集团有限公司的4 300 mm宽厚板生产线装备配置先进、齐全,具备Q245R压力容器用钢板的生产能力。该产品帮助企业扩大了产品市场占有率,创造了很好的经济效益和社会效益。本文主要研究Q245R压力容器用钢板的冶炼工艺[1]。
1 转炉控制
铁水通过预处理,将S含量严格控制在<0.01%,直接兑入转炉。转炉冶炼过程中合理控制枪位及造渣制度,充分利用前期铁水温度低,有利于脱P的特点,将铁水的P含量控制在<0.01%,确保炉渣不返干,避免喷溅发生。通过底吹N2/Ar,缩短冶炼时间,同时熔池内热力学条件更趋近于平衡条件,减少钢水过氧化,也更有利于出钢温度控制在1 640~1 680 ℃的合理范围之内,确保冶炼终点温度及成分双命中。出钢过程中挡好一次渣和二次渣,确保渣层厚度≤100 mm,以减少LF精炼过程钢水回磷。Q245R采用铝锰钛2.0~2.5 kg/t进行预脱氧,硅锰、中锰、铌铁合金化,并随钢流加入预熔渣及合成渣,为LF精炼创造有利条件,缩短精炼周期。转炉控制情况见表1。

表1 转炉控制情况
2 精炼控制
LF精炼在调整钢水成分和温度的同时,选择合理渣系,充分吸收钢水夹杂物,以获得更高洁净度钢水。钢水进站预吹Ar 1~2 min,加热过程中渣面加铝粒、石灰和埋弧渣,造泡沫渣和还原渣,并根据试样成分调整钢水成分,喂Al线调整Al含量。严格控制终渣成分,确保高碱度、低氧化铁、低熔点,白渣保持时间≥10 min,以提高炉渣脱硫和吸附夹杂的能力。由于容器用钢板对韧度和组织均匀性要求很高,因此对钢的纯净度要求很高。S的影响是主要的,降低S含量的同时还应避免生成恶化冲击韧度的条状硫化物,因此在LF精炼软吹前向钢包喂入200~400 m Si-Ca线。通过钙化处理,使钢中硫化物最终以球状夹杂的形态存在。同时也对簇状Al2O3进行变性处理,确保高熔点Al2O3转化成液态的钙铝酸盐并上浮去除,少量的残余Al2O3最终以球状夹杂均匀分布于钢中,最大程度地减轻硫化物和Al2O3夹杂对钢板性能的影响。喂线后应保证软吹时间≥10 min,使夹杂物充分上浮,提高钢水洁净度。具体精炼工艺控制情况见表2。

表2 LF精炼控制情况
3 连铸控制
连铸过程采用全程保护浇注。大包至中间包采用长水口并进行氩封保护浇注,大包到中间包浇注严禁下渣。中间包加碳化稻壳结合碱性覆盖剂覆盖、加盖保温,使钢水与空气隔绝,避免二次氧化,控制好中间包液面,开浇时液面高度≥300 mm,正常浇注过程液面高度为800~1 000 mm,严禁低液面浇注,防止卷渣。中间包至结晶器采用浸入式水口并采用氩封保护,水口严格对中,结晶器液面控制要平稳,液面波动应<±5 mm。选择合适的保护渣,应做到少加、勤加、均匀加入,保证保护渣良好覆盖液面,使钢液面不暴露于空气中,避免钢中化学元素与空气发生二次氧化而导致钢中夹杂物增加,并吸附钢水中上浮的夹杂。开浇缓慢、均匀地提高拉速至目标拉速,同时密切观察结晶器液面波动情况,逐步稳定拉速,从而减少铸坯中的夹杂,并避免卷渣和铸坯出现裂纹,保证铸坯质量。连铸工艺控制情况见表3。
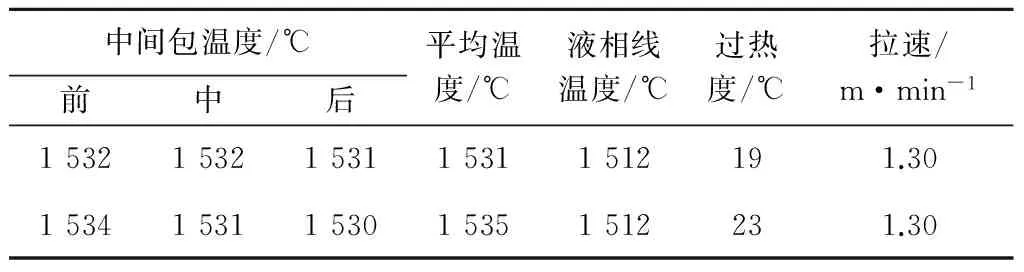
表3 连铸工艺控制情况
铸坯表面缺陷主要取决于钢水在结晶器的凝固过程。为减少铸坯表面裂纹、夹渣和皮下气泡等缺陷,在浇铸过程中,采取严格控制结晶器的振动,选用理化性能指标合理的保护渣和控制钢液面稳定等措施。铸坯内部缺陷主要取决于铸坯在二冷区的凝固冷却过程和铸坯支承系统的精度。采用合理的二冷水量,支承辊严格对中,从而避免了铸坯鼓肚变形的发生,减轻了内部缺陷。
4 化学成分检验
将冶炼的Q245R进行化验,其化学成分见表4,各项指标均满足国家标准。

表4 Q245R化学成分(质量分数) (%)
5 结语
本文主要论述了Q245R的冶炼生产工艺。转炉冶炼过程合理控制枪位及规划造渣制度,充分利用前期铁水温度低有利于脱磷的特点,将铁水的P含量控制在<0.01%。LF精炼在调整钢水成分和温度的同时,选择合理渣系,充分吸收钢水夹杂物,以获得更高洁净度钢水。连铸过程采用全程保护浇注,采用合理的二冷水量,支承辊严格对中,从而避免了铸坯鼓肚变形的发生,减轻了内部缺陷。
[1] 周家林.铌微合金化Q345R钢的组织和性能研究[J].热加工工艺,2014(4):21-23.
责任编辑彭光宇
ResearchonSmeltingProcessofQ245RVesselSteel
FAN Jiaxu
(The Planning and Development Department of Laiwu Iron and Steel Group Corporation, Laiwu 271104, China)
Introduces the characteristics of the use of Q245R for the pressure vessel, and studies the production process of Q245R.. In the converter smelting process reasonable control guns and slagging system, make full use of the characteristics of early temperature of molten metal is low for dephosphorization, P content in molten iron control in less than 0.01%. LF refining to adjust the composition and temperature of the molten steel at the same time, choose a reasonable slag system, fully absorb inclusions, in order to obtain a high cleanliness of molten steel. After inspection, the Q245R smelting component conforms to the national standard.
pressure vessel,Q245R,smelting
TG 333
:A
范佳旭(1982-),男,工程师,大学本科,主要从事冶金生产等方面的研究。
2014-12-15
猜你喜欢
山东冶金(2022年4期)2022-09-14
山东冶金(2022年2期)2022-08-08
安徽冶金科技职业学院学报(2020年2期)2020-08-04
山东冶金(2019年6期)2020-01-06
山东冶金(2019年5期)2019-11-16
重型机械(2019年4期)2019-09-05
重型机械(2019年3期)2019-08-27
山东冶金(2019年2期)2019-05-11
新疆钢铁(2015年2期)2015-11-07
冶金与材料(2015年4期)2015-08-20
