
Characterization of magnetically impelled arc butt welded T11 tubes for high pressure applications R. SIVASANKARIa, V. BALUSAMYa, P.R. VENKATESWARANb,*, G. BUVANASHEKARANb, K. GANESH KUMARb
2015-07-02 06:14DeprtmentofMetllurgiclEngineeringPSGCollegeofEngineeringCoimtore641004IndiWeldingReserchInstituteBhrtHevyElectriclsLimitedTiruchirpplli620014IndiReceived23Octoer2014revised30Mrch2015ccepted31Mrch2015AvilleonlineJune2015
Defence Technology 2015年3期
Deprtment of Metllurgicl Engineering, PSG College of Engineering, Coimtore 641004, IndiWelding Reserch Institute, Bhrt Hevy Electricls Limited, Tiruchirpplli 620014, IndiReceived 23 Octoer 2014; revised 30 Mrch 2015; ccepted 31 Mrch 2015 Aville online 2 June 2015
Characterization of magnetically impelled arc butt welded T11 tubes for high pressure applications R. SIVASANKARIa, V. BALUSAMYa, P.R. VENKATESWARANb,*, G. BUVANASHEKARANb, K. GANESH KUMARb
aDepartment of Metallurgical Engineering, PSG College of Engineering, Coimbatore 641004, IndiabWelding Research Institute, Bharat Heavy Electricals Limited, Tiruchirappalli 620014, India
Received 23 October 2014; revised 30 March 2015; accepted 31 March 2015 Available online 2 June 2015
Abstract
Magnetically impelled arc butt (MIAB) welding is a pressure welding process used for joining of pipes and tubes with an external magnetic field affecting arc rotation along the tube circumference. In this work, MIAB welding of low alloy steel (T11) tubes were carried out to study the microstructural changes occurring in thermo-mechanically affected zone (TMAZ). To qualify the process for the welding applications where pressure could be up to 300 bar, the MIAB welds are studied with variations of arc current and arc rotation time. It is found that TMAZ shows higher hardness than that in base metal and displays higher weld tensile strength and ductility due to bainitic transformation. The effect of arc current on the weld interface is also detailed and is found to be defect free at higher values of arc currents. The results reveal that MIAB welded samples exhibits good structural property correlation for high pressure applications with an added benefit of enhanced productivity at lower cost. The study will enable the use of MIAB welding for high pressure applications in power and defence sectors.
Copyright©2015, China Ordnance Society. Production and hosting by Elsevier B.V. All rights reserved.
Keywords:High pressure component; TMAZ; MIAB welding; Bainite; Acicular ferrite
E-mail addresses: rshivasankari@gmail.com (R. SIVASANKARI), v_b_ samy@yahoo.co.in (V. BALUSAMY), prveswaran@bheltry.co.in (P.R. VENKATESWARAN), gbs@bheltry.co.in (G. BUVANASHEKARAN), kkganesh@bheltry.co.in (K. GANESH KUMAR).
Peer review under responsibility of China Ordnance Society.
http://dx.doi.org/10.1016/j.dt.2015.03.005
2214-9147/Copyright©2015, China Ordnance Society. Production and hosting by Elsevier B.V. All rights reserved.
1. Introduction
Magnetically impelled arc butt (MIAB) welding is a solid state welding process involving rotation of arc around the tube to aid the uniform heating of faying surfaces. The schematic diagram of the MIAB process is shown in Fig. 1. The tubes to be welded in MIAB welding are held in aligned position by a clamping arrangement and are influenced by a constant magnetic field around the weld region. Heat is generated in the faying edges through electrical discharge and rotation of arc by application of the external magnetic field. After sufficient heating, the tubes are forged to expel the molten metal and other impurities from the faying surface resulting in solid state joining of tubes [1—4].
MIAB welding process is a single shot process and can readily be automated as no manual skill is involved, and is very fast with a welding time of 22 s for a pipe thickness of 6 mm. It produces a solid state bonding which is conducive to excellent mechanical properties. It also opens up to the possibility of dissimilar metal joints. MIAB welding requires no part rotation unlike friction welding, and hence is much simpler and less expensive. Other potential benefits of MIAB welding include less internal flash, shorter weld time, less metal loss, uniform heating and reduced machine maintenance. The amount of current used for MIAB is around 500 A, and hence MIAB is more economical than the flash butt welding process. MIAB welding process is widely used in power, defence, oil and gas sectors and is seen as an effective replacement to friction,flash, resistance and butt welding [5].
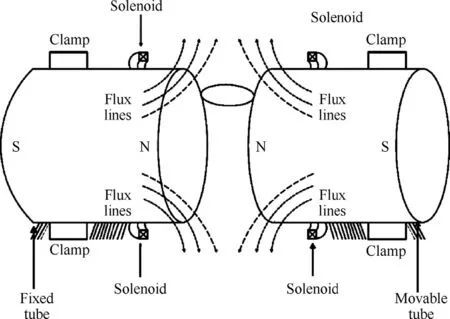
Fig. 1. Principle of MIAB welding process.
MIAB welding process is characterized in six stages (Fig. 2) providing arc initiation, beginning of arc rotation, arc transitory rotation, arc stable rotation with each other arc instable rotation, and tube upsetting [6]. The tubes are initially made to be in contact and arc is initiated by creating a small gap between the abutting surfaces. The arc is influenced by the constant magnetic field, and the interaction leads to the rotation of the arc around the circumference of the tube (Fig. 2, Phase I). The next phase is identified as the beginning of the arc rotation phase (Fig. 2, Phase II). The speed of the arc rotation keeps increasing, and the arc transitory phase (Fig. 2, Phase III) records this phase with an abrupt change in the speed of arc rotation. The stabilization of arc velocity (Fig. 2, Phase IV) is visually recognized by the formation of an arc ring between the abutting surfaces of the tubes. The arc rotation heats up the surfaces of the tubes to form a thin layer of molten metal along the surfaces. The formation of molten metal bridges in the arc gap creates instability in arc rotation and is characterized by high amplitude fluctuations at arc velocity. Longer time spent in this phase of arc instable rotation (Fig. 2, Phase V) is likely to lead to quenching of the arc itself. Hence, an upset force is to be provided to fuse the molten edges in the stage (Fig. 2, Phase VI) of tube upsetting. These stages could be combined in one or more descriptions to form different set of stages, and in this paper, MIAB welding is seen as a combination of four stages, viz., arc initiation, arc stabilisation, arc rotation and upsetting, without affecting the dynamics of process description.
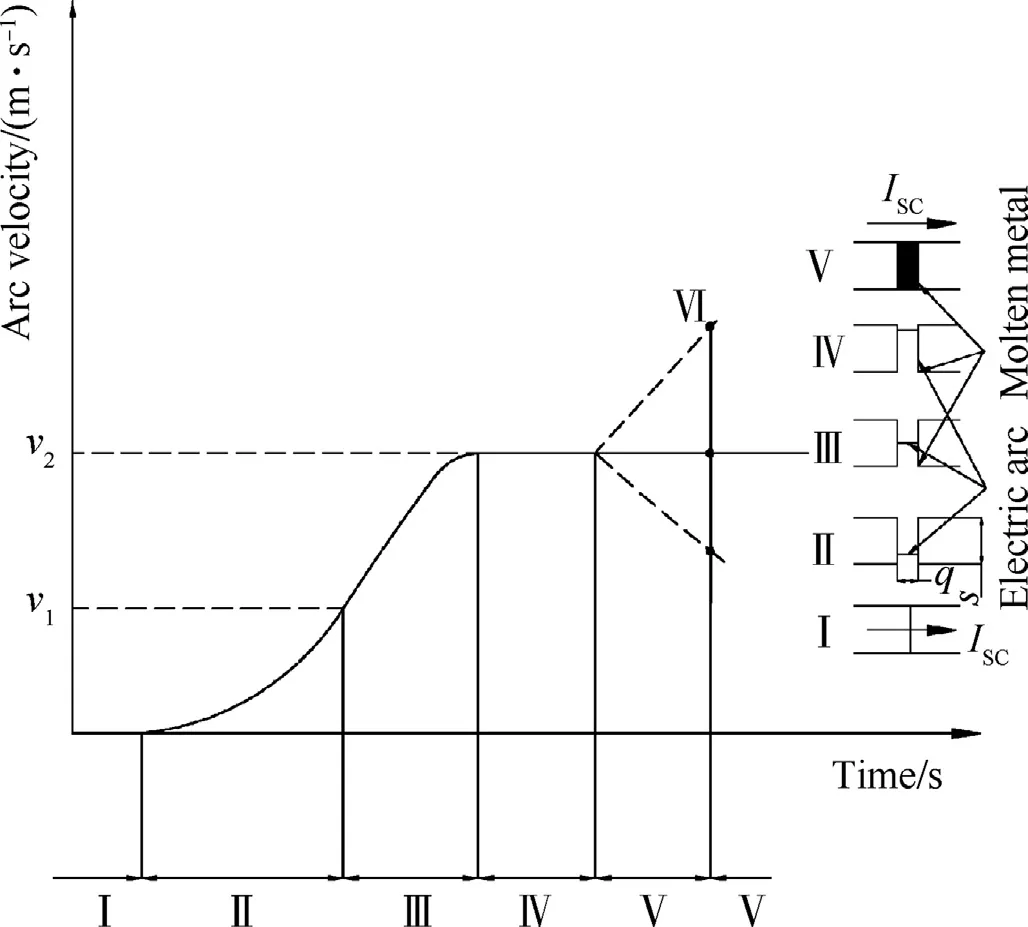
Fig. 2. Different stages of MIAB welding [6].
MIAB welding is also known as ROTARC (ROTATING ARC) welding. Georgescu et al. reported the working of pneumatically operated ROTARC equipment analogous to MIAB welding process with technical designing details [7]. In MIAB welding, the magnitude of electromagnetic force controls the weld quality and depends on the magnetic flux density around the tube circumference. Many researchers have modelled the magnetic flux density distribution in MIAB welding. Kim et al. proposed a two dimensional finite element model for the analysis of magnetic flux density distribution in MIAB welding [8]. The magnetic flux density between the pipes increases with the increase in exciting current and the decrease in gap size of the pipes. Arungalai et al. reported the simulation of electromagnetic force distribution in MIAB process [9,10]. The study emphasizes the magnetic flux density distribution and the effect of electromagnetic force in controlling the arc rotation speed.
MIAB welding of alloy steel tube and establishment of operational windows based on visual inspection of welded tubes were reported by Arungalai Vendan et al. [11], in which the strength assessment and non-destructive evaluation of T11 welded tubes were also reported. Further bonding integrity of the welded samples was reported based on the macro and micro analyses of the welded samples in Refs. [12,13]. But no literature is available on detailed analysis of structure property correlation of MIAB welded T11 tubes. Hence an attempt is made to analyze the structural changes in welded tubes and to study its effect on the weld properties.
Low alloy steels exhibit high strength with good toughness properties under quenching and tempering conditions. The ability to retain these properties of the base metal in welded region is also important as it will help in improving its structural and functional properties. Considering that T11 tubes are usually used in high pressure applications, including boiler, pipeline and defence application, it is required to understand the suitability of MIAB welding process through a detailed study on microstructural characterization. In spite of typical application studies on MIAB welding, there are few literatures on the detailed microstructural analysis of MIAB welded T11 tubes. When the properties are retained, MIAB welding could qualify for high pressure part welding like boilers, submarines, ships, etc. This paper presents the study on the microstructural characterization of MIAB welded T11 tubes with hardness and strength assessment to correlate the weld properties. The description of the experimental setup and operating parameters are explained in the following section.The results of the experimentation are discussed through microstructural analysis, parameter influence, hardness and mechanical testing results in Section 3 and 4. When the properties are retained, MIAB welding could qualify for high pressure part welding.
2. Experimental setup and process parameters
Welding was carried out using a hydraulic MIAB welding machine available at Welding Research Institute, BHEL, Tiruchirappalli. The setup is shown in Fig. 3. The MIAB welding process is divided into four stages of operation, viz., arc initiation, arc stabilization, arc rotation and upsetting. The arc is initiated when the closed joints are slightly spaced to a definite interval according to the applied voltage. The arc gets initiated from the inner dimensions of the tube and moves to the external edges. This stage relates to the beginning of the arc rotation due to the interaction of magnetic and electric fields. The momentum of the arc gets established in Stage II. In Stage III, the arc velocity is stabilized and results in a visible arc ring around the gap between the joints. In this stage, a thin layer of molten metal appears at the tube end and is accompanied by a shrill sound of arc rotation. The molten metal at the edges appears to break and is attributed to waving. This sets Stage IV for the upsetting force to be applied to fuse the metal joints.
The joint setup for MIAB welding is shown in Fig. 4. An electromagnetic force FL is generated on the arc due to the axial component of current flow in the arc, and IL crosses the radial component of the applied magnetic field BL.
Flashing will occur, and the plasticized material from the contact area flows to form a weld bead around the circumference of the joint. Of the different currents, the arc rotation current is of critical importance in determining the weld quality [14]. The faying edges start to be uniformly melted and gets ready for fusion. Any difference in current settings will lead to a bad weld, including lack of fusion.
The values of current and time parameters for different stages of welding are listed in Table 1. The thickness of the tubes and the type of material dictate the choice of the operating parameter range and are decided based on the trial and error method. If the currents are in excess, the joints become irregular with the changes of welding current and welding time in each stage of MIAB welding. In the present study, the effect of arc rotation and upsetting on MIAB welded tubes are studied by varying arc rotation current, arc rotation time and upset current in two levels. The range of welding variables was obtained by trial and error method as the samples welded out as per the range show an improper weld bead formation.
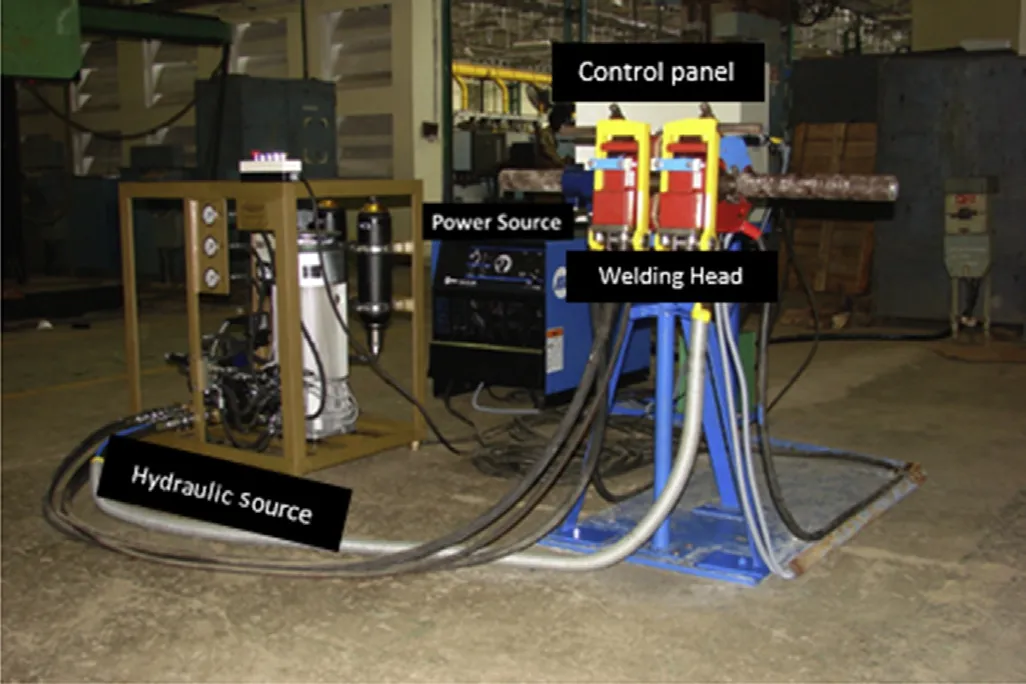
Fig. 3. MIAB welding machine.
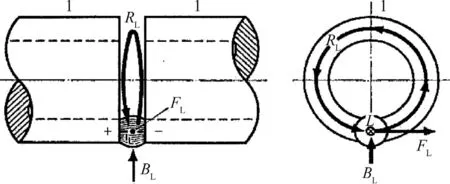
Fig. 4. Joint setup for the MIAB welding tubes.
Experimental trials were created using full factorial experiments by Design of Experiments (DoE) as per Table 2. Low alloy steel (T11) tube with 48 mm outer diameter and 6 mm thickness was chosen for study. Different dimensions of piping could be accommodated by changing the MIAB weld head. The chemical composition and mechanical properties of the steel tube are given in Table 3. For all welding trials the arc gap and upset pressure are maintained as 2 mm and 16 MPa, respectively. MIAB welded T11 tubes are shown in Fig. 5. The tubes are provided with thermocouples for measuring temperature gradient across the tubes.
The welded tube was sectioned transverse to the weld line (Fig. 6) and prepared for metallographic study. The prepared surface is etched with 4% Nital. Various zones like TMAZ (thermo-mechanically affected zone), and the base metal wascharacterized using optical microscope and SEM. Transverse hardness survey of welded tubes was carried out using Vickers microhardness tester under 100 g load. The hardness readings are taken at 0.5 mm distance interval for all the samples. Transverse tension test was done with the weld line at the centre to assess the tensile strength of welded tubes. Root bend test was carried out for the welded tubes to evaluate the weld ductility. Tension test, hardness test and bend test were carried out in accordance with ASTM E370.
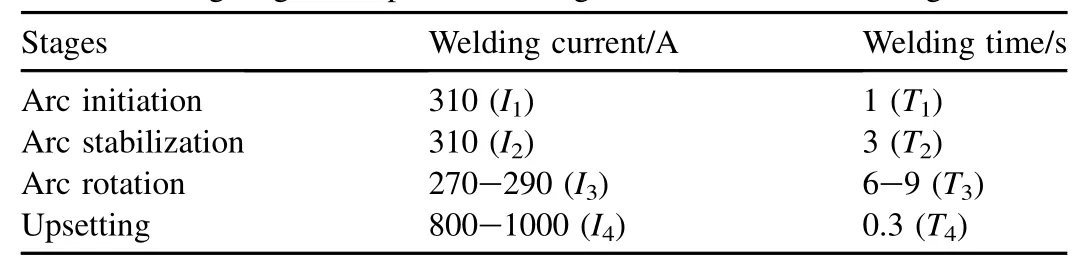
Table 1MIAB welding stages and parameter range used for MIAB welding.
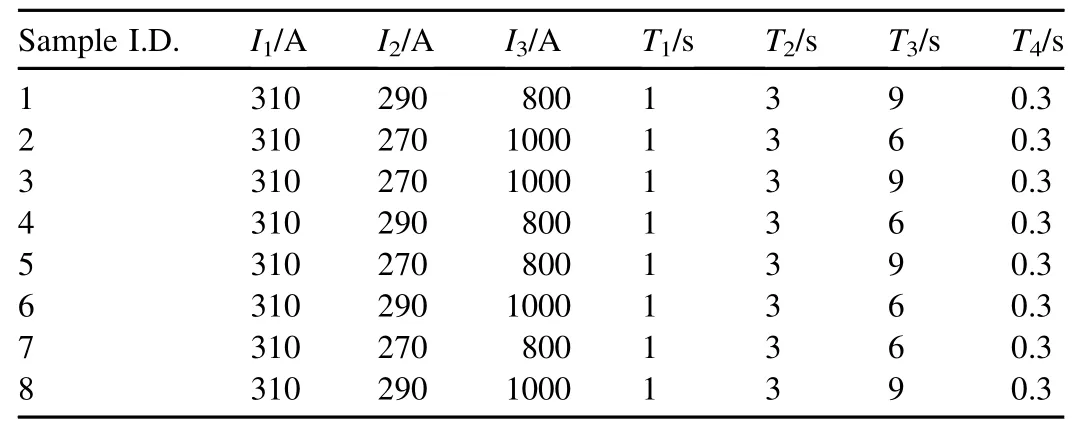
Table 2Experimental trials for MIAB welding of alloy steel tubes.

Table 3Chemical composition and mechanical properties of low alloy steel tubes.
3. Results
3.1. Microstructural characterization results
Macrostructure of the welded T11 tubes is shown in Fig. 7. The thermal gradient and varying cooling rates across the samples induced by high currents in MIAB welding results in the welded samples showing four distinct TMAZs. Fig. 8 shows the optical and SEM micrographs of TMAZ of selected sample (Sample ID 1). The microstructure of the base metal shows matrix of ferrite and pearlite, as shown in Fig. 8a and b. TMAZ I is the zone present along the weld interface. TMAZ I (Fig. 8c and d) shows fine bainite with polygonal ferrite. The deformation caused during upsetting of tubes retards the growth of bainitic needles. In TMAZ II, the microstructure shows predominately lath like upper bainite (Fig. 8e and f). The bainite contains relatively long and parallel ferrite laths compared to TMAZ I. Granular bainite is observed in zone III of TMAZ (Fig. 8g and h). Granular bainite is an equiaxed bainitic ferrite structure with discrete islands of MA constituent. TMAZ IV has recrystallized fine grained ferrite and pearlite (Fig. 8i and j).

Fig. 5. T11 tubes. (a) Before welding; (b) after welding.
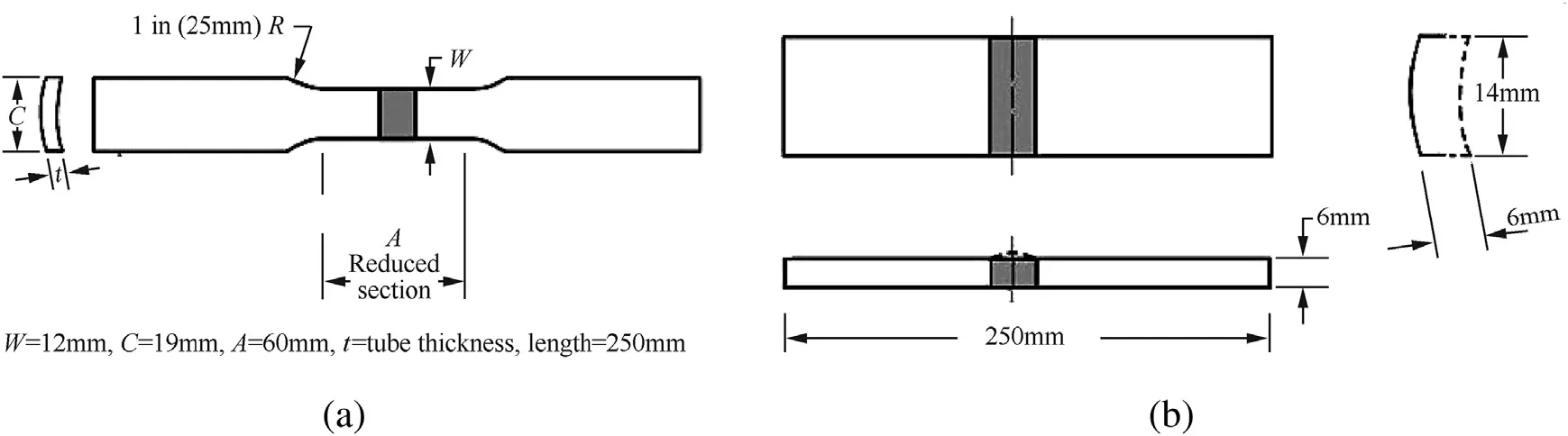
Fig. 6. Dimensions of test samples. (a) Tensile test sample; (b) bend test sample.
3.2. Hardness testing results
Hardness curve enumerates the effect of microstructural changes in MIAB welded tubes (Fig. 9). Hardness of all TMAZs is higher than that of the base metal, confirming the strengthening due to MIAB welding. TMAZ II shows higher hardness amongst all TMAZs due to the formation of upper bainite. Decrease in hardness along the weld interface is attributed to ferrite nucleation and retarded bainite growth in TMAZ I (Sample ID 1) as the effect of deformation during upsetting. A drop in hardness values is observed across TMAZ II towards the base with granular bainite in zone III and fine grained ferrite with pearlite in zone IV. All the samples havesimilar hardness values in all TMAZs except in TMAZ I. The hardness in TMAZ I in samples welded using lower arc rotation current does not differ much compared to TMAZ II as acicular ferrite formation accelerates with higher cooling rate and deformation (Sample ID 2).

Fig. 7. Macrostructure of MIAB welded T11 tube (Sample T11/1) [a—TMAZ I, b—TMAZ II, c—TMAZ III, d—TMAZ IV, e—unaffected base metal].
3.3. Mechanical testing results
Tension test and bend test were carried out for welded alloy tubes to assess the strengthening due to microstructural change. For tensile test, the UTS and fracture location of the sample are given in Table 4. Failure at the base metal indicates strengthening in TMAZ due to microstructural change. Formation of bainite in TMAZ contributes to higher weld tensile strength. The samples welded with higher arc rotation current (I2= 290 A) show failure at the base metal whereas in the samples welded with lower arc rotation (I2= 270 A) the failure occurs at the weld interface. Though the samples welded with lower arc rotation current contains acicular ferrite, the bainite insufficient melting results in the formation of the defective weld interface.
Root bend test was conducted on MIAB weldments to assess its ductility. The samples were made to bend 180°with 4T mandrel. The bend test samples were inspected for crack at the weld interface. In correlation with tension test, the samples welded with lower arc rotation current (except Sample ID 5) show crack at the weld interface due to the presence of metallurgical weak structures like voids at weld interface. Fig. 10 shows the sample T11/3 failed in tension test and bend test.
4. Discussion
4.1. Microstructural analysis
TMAZ I (Fig. 8c and d) shows fine bainite with polygonal ferrite. Bainitic needles formed in this zone are relatively shorter. Upset pressure applied for weld formation plays a significant role in microstructural phase transformation at the weld interface. Deformation due to upset pressure increases the dislocation density and the dislocation acts as the nucleating sites for bainitic. Isasti et al. reported the effect of plastic deformation in increasing the bainitic transformation. Plastic deformation causes bainitic transformation to happen at higher temperature and in shorter duration. Though plastic deformation increases the nucleation sites for bainitic transformation, the overall transformation rate decreases with deformation. This is due to retarded bainitic growth. As defect density increases, they retard the growth of bainite, resulting in shorter ferrite laths in bainite. Larn and Yang [15] reported the reduced transformation fraction with increased defect density due to deformation. Further the deformation also favours polygonal ferrite transformation due to increased grain boundary area [15] and results in the formation of polygonal ferrite and bainite.
Lath like upper bainite (Fig. 8e and f) in TAMZ II contains relatively long and parallel ferrite laths compared to TMAZ I. TMAZ II receives lighter deformation compared to TMAZ I, hence dislocation density is less. Low dislocation density helps in nucleating the bainite without hindering the growth of ferrite laths. Lath like upper bainite is cementite free bainite, and it contributes to good weld toughness [16]. Granular bainite is observed in zone III of TMAZ (Fig. 8g and h). Granular bainite is an equiaxed bainitic ferrite structure with discrete islands of MA constituent. Granular bainite is formed due to slow cooling and high silicon content [17]. High Si prevents the cementite forming, resulting in formation of blocky ferrite with MA phase. Like upper bainite, the granular bainite is cementite free bainite but exhibits lower toughness. Low toughness is due to coarse blocky structure [18]. Next to granular bainite, TMAZ IV has recrystallized fine grained ferrite and pearlite (Fig. 8i and j). The microstructure of all welded samples show four distinct TMAZs, but the microstructure along the weld interface (TMAZ I) varies with heat input, which is discussed in following section.
4.2. Effect of arc rotation current
As arc rotation current controls the melting of faying surfaces, the microstructure along the weld interface (TMAZ I) varies with arc rotation current. At higher arc rotation current (290 A) the microstructure contains polygonal ferrite and bainite (Fig. 8c and d); at lower arc rotation current (270 A) the microstructure contains acicular ferrite and bainite. Acicular ferrite formation is favoured at higher cooling rate. Further dislocation substructures act as the preferred nucleating sites for acicular ferrite. Hence the deformation and higher cooling rate at lower arc rotation current favours the formation of acicular ferrite in TMAZ I [19]. Fig. 6a and b shows the microstructure of TMAZ I (Sample ID 2) welded using lower arc rotation current. The microstructure shows acicular ferrite and bainite. At the higher arc rotation current (290 A) the microstructure show defect free weld interface whereas in the samples welded with lower arc rotation current the microstructure show the voids due to incomplete fusion at weld interface (Fig. 11). Arc rotation current controls meltingof the faying surface [20], thus the lower arc rotation current (270 A) chosen for welding does not cause sufficient melting resulting in metallurgical defects like voids at weld interface. Increase in arc rotation current increases the magnitude Lorentz forces, producing faster arc rotation [8]. Faster arc rotation causes greater centrifugal force which forces the molten metal and other impurities towards the outer diameter of the tube [14].
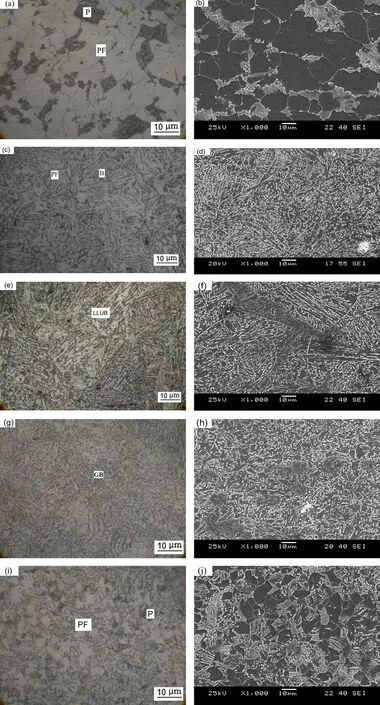
Fig. 8. Optical and SEM micrographs of base metal and TMAZ in sample 1 ((a) and (b)—Unaffected base metal, (c) and (d)—TMAZ I, (e) and (f)—TMAZ II, g and h—TMAZ III, i and j—TMAZ IV) [PF—polygonal ferrite, P—pearlite, B—bainite, LLUB—lath like upper bainite, GB—granular bainite].
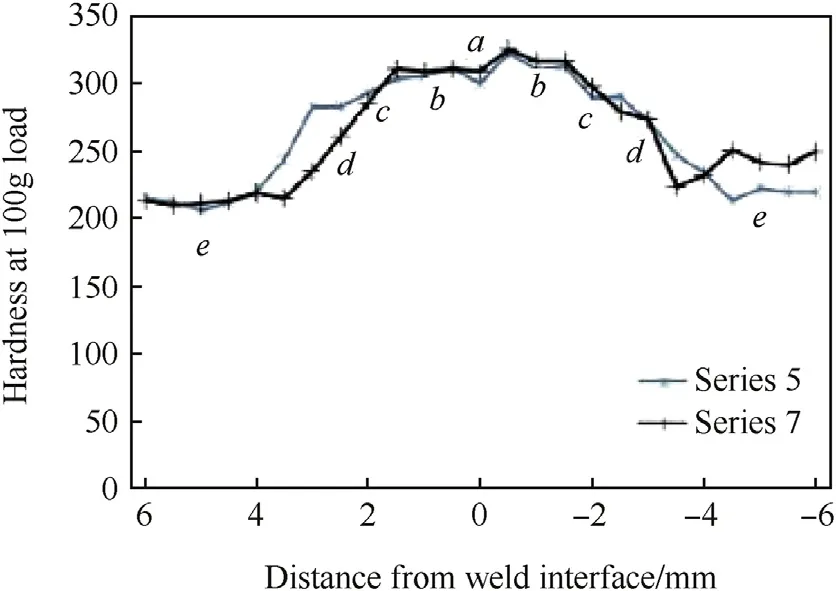
Fig. 9. Transverse hardness survey (a—TMAZ I, b—TMAZ II, c—TMAZ III, d—TMAZ IV, e—unaffected base metal).

Table 4Tension and bend test results of MIAB welded tubes.
4.3. Effect of upset current
The width of TMAZ I depends on the upset current. As upset current is used as expulsion current, more expulsion takes place at higher upset current (1000 A) compared to lower upset current (800 A). For higher arc rotation current the width of TMAZ I decrease with the increase in upset current (Fig. 12a and f). At lower arc rotation current the upset current has significant influence on defect formation at weld interface. The metallurgical defects like voids at weld interface due to insufficient melting with lower arc rotation current vary with the upset current. The formation of voids is more predominant for the samples (Fig. 12b and c) welded with lower arc rotation current (270 A) and higher upsetting current (1000 A). The defects along the weld interface may deteriorate the mechanical properties of MIAB welded joints. The effect of heat input on weld property is discussed with tension test results.

Fig. 10. Failed tensile and bend test samples.
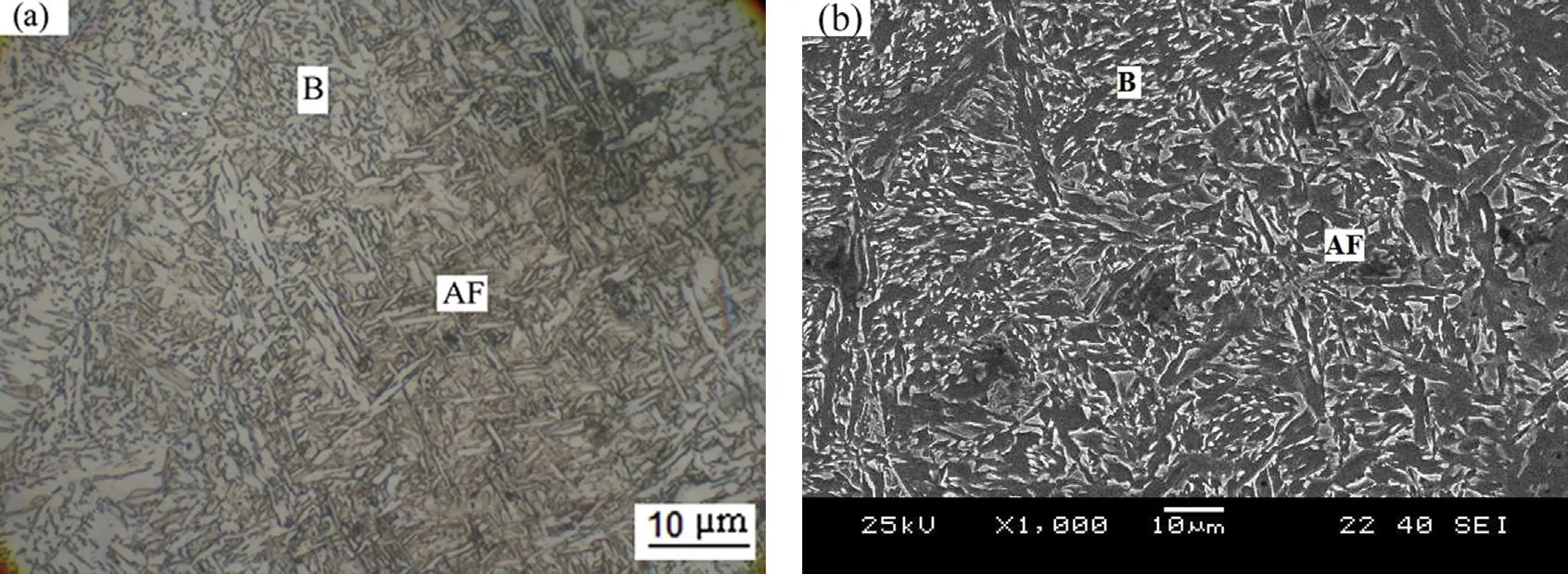
Fig. 11. Microstructure of TMAZ I in Sample 2 (AF—acicular ferrite, B—bainite).
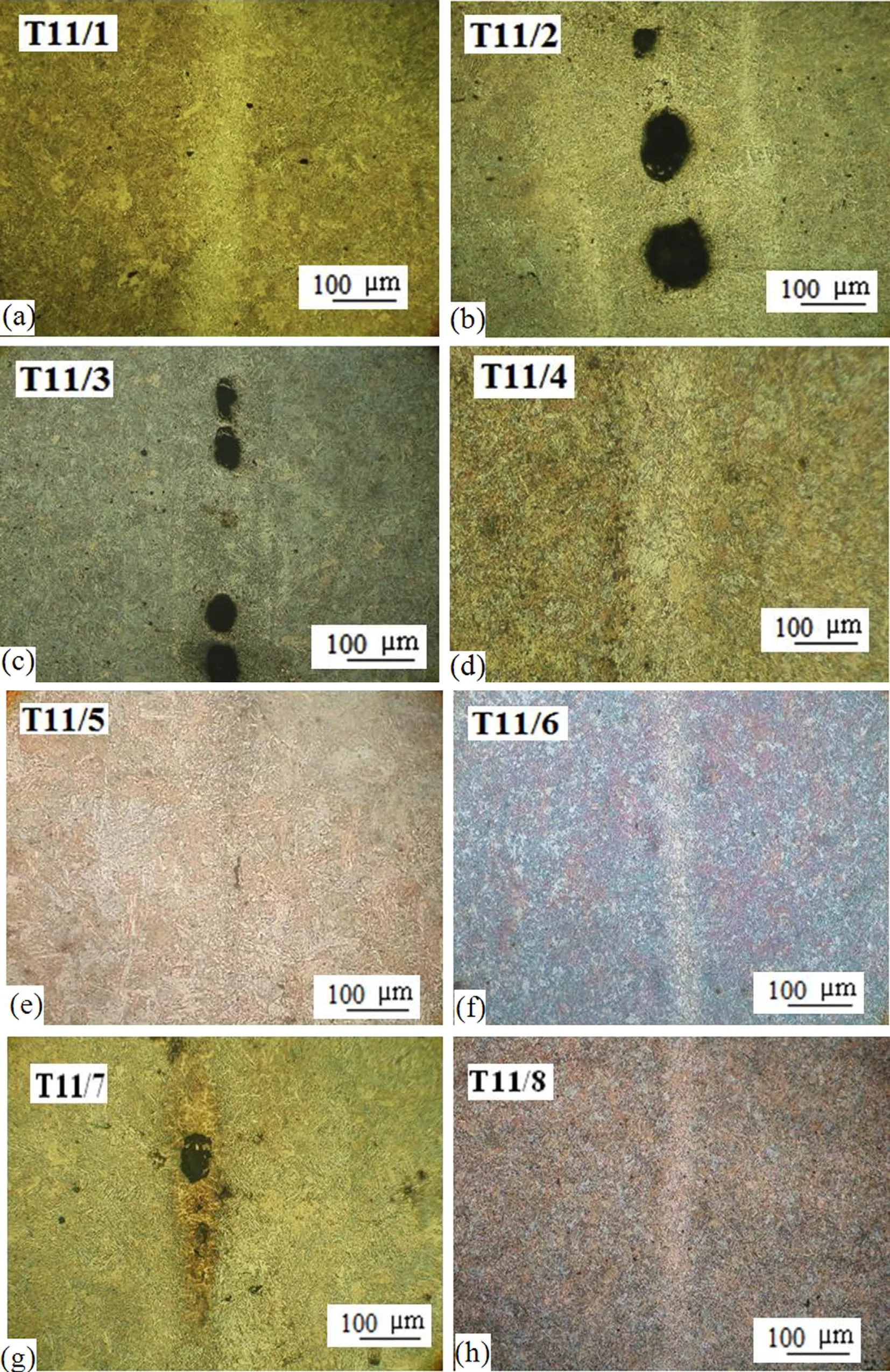
Fig. 12. Microstructure of weld interface (a—h—Sample 1—8, respectively).
4.4. Effect of arc rotation time
Arc rotation time has significant effect on microstructure at lower arc rotation current with lower upset current (Sample ID 5). Since lower arc rotation current does not cause sufficient melting at faying surface increasing the arc rotation time can increase the plasticized metal adjacent to molten metal. Further upon upsetting force these plasticized metals can flow easily and minimize defect formation at the weld interface (Fig. 12e). Effect of arc rotation time at higher arc rotation current is less significant as sufficient melting is produced by arc current resulting in defect free interface upon upsetting force.
4.5. Hardness testing
As the effects of deformation and higher cooling rate the TMAZ of MIAB welded samples show higher hardness compared to the unaffected base metal. At TMAZ I, the strengthening is due to formation of bainite and ferrite. TMAZ I show significant variation in hardness with varying MIAB welding parameters. Microstructure of TMAZ I is affected by deformation caused by upsetting. As discussed in microstructural analysis, the increase in defect density plays a significant role in microstructural transformation. In the present work, the deformation causes an increased bainitic nucleation with reduced growth rate, resulting in shorter bainitic phase with ferrite. The morphology of ferrite varies with arc rotation current as heat input variation causes the variation in cooling rate. The samples form bainite with acicular ferrite at lower arc rotation current. The samples welded with lower arc rotation current show higher hardness at TMAZ I compared to the samples welded with higher arc rotation current (Fig. 8a). This is due to the formation of polygonal ferrite with bainite at higher arc rotation current. As arc rotation current controls melting of faying surfaces [21], it also determines the temperature during upsetting. Lower deformation temperature with lower arc rotation current accelerates the formation of acicular ferrite at weld interface, resulting in higher hardness [22]. Arc rotation current shows significant effect on hardness at TMAZ I. The samples welded using lower arc rotation current has higher hardness due to acicular ferrite formation. Arc rotation time and upset current have less influence on hardness as microstructural transformation is not influenced by these two welding parameters. Though the strengthening occurs at lower arc rotation current, the formation of voids degrades the weld strength and ductility of MIAB weldment. Such effects will be discussed in mechanical testing section.
TMAZ II shows higher hardness compared to TMAZ I due to the presence of lath like upper bainite. Increased transformation rate with lower defect density contributes to higher hardness in TMAZ II. Towards the unaffected base metal, the hardness drops with granular bainite in zone III and fine grained ferrite with pearlite in zone IV. Fig. 13 shows the hardness variation at all TMAZs in MIAB welded T11 tubes. Except in TMAZ I, all other TMAZs show the marginal variation in hardness due to similar microstructural features.

Fig. 13. Hardness variations at TMAZ in MIAB welded T11 tubes.
4.6. Mechanical testing
In contrast to hardness analysis, the samples welded with lower arc rotation current (270 A) fails at weld interface. This is due to void formation with insufficient melting at faying surfaces. The voids at weld interface are detrimental to weld tensile strength, hence failure occurs at the weld interface (Fig. 14). However, in the samples welded with higher arc rotation current (290 A) the failure occurred at base metal due to defect free weld interface with bainite. As arc rotation current plays a significant role in formation of defect free interface, it shows a significant individual effect on weld UTS. Arc rotation current and upset current show significant interaction effect on weld tensile strength. Lower arc rotation current and lower upset current cause higher weld tensile strength. This is due to the variation in number of voids with upset current. As upset current increases, the metal expulsion at interface increases [23]. Hence lower arc rotation current and higher upset current (Fig. 14b and c) increase the number of voids at weld interface and degrade the mechanical properties of the weld, causing a failure under much lower load. Among the samples failed at the weld interface, the sample T11/5 has higher tensile strength (481 MPa) compared to other samples. This result has good structure property correlation as the sample has minimal weld defect at weld interface.
SEM micrograph (Fig. 14a) of the fractured surface shows a dimpled structure due to microvoid coalescence pertaining to ductile type of fracture in Sample ID 1. Fig. 14b shows the fracture surface of sample welded with lower arc rotation current (Sample ID T11/3). Fracture surface contains oxide impurities at the weld interface. These oxide impurities are likely due to atmospheric corrosion of void region. Thus insufficient melting upon upsetting produces weld interface with defect, causing poor joint strength in MIAB welding. In Fig. 14c, SEM micrograph shows a quasi cleavage fracture in Sample ID 5. Fracture surface is free from oxide impurities.
In root bend test, the samples welded with lower arc rotation current show the cracks at the weld interface. The voids along with the oxide impurities contribute to brittleness inweld interface. In correlation to microstructural analysis Sample T11/5 passes bend test due to the presence of acicular ferrite with minimal defect at weld interface. The acicular ferrite contributes to high toughness by arresting the propagation of crack at the voids [24]. But in other samples, as the weld defect increases, the weld toughness drops. The samples welded with higher arc rotation current show good ductility with no open discontinuity due to bainite formation without any metallurgical weak structures. Tension test and bend test results confirm the strengthening at TMAZ due to bainite formation in the samples welded with sufficient heat input.
Among all welding variables the arc rotation current has a significanteffectontheweldmicrostructureandproperties.The samples welded with higher arc rotation current show defect free weld interface with higher weld tensile strength and ductility. The effects of arc rotation time and upset current are minimal with higher arc rotation current as arc current is sufficient for proper melting and producing the defect free interface. At lower arc rotation current, Sample T11/5 welded with higher arc rotation time and lower upset current shows the least defect due to increased plasticized zone with minimum expulsion. Hence with proper welding variables the stronger MIAB weld joints can be obtained in low alloy steel tubes (T11).
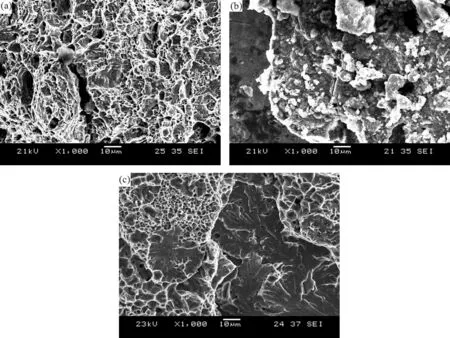
Fig. 14. SEM micrographs of fractured tensile surface ((a)—sample T11/1, (b)—sample T11/3, (c)—sample T11/5).
5. Conclusion
In all MIAB welded samples, four distinct TMAZs were present from weld interface to base metal:
1) TMAZ I contains bainite and polygonal ferrite/acicular ferrite
2) TMAZ II contains lath like upper bainite
3) TMAZ III contains granular bainite
4) TMAZ IV contains fine ferrite and pearlite
5) Deformation during upsetting affects the transformation of microstructure in weld interface (TMAZ I).
6) All four TMAZs show higher hardness and TMAZ II has peak hardness due to presence of lath like upper bainite.
7) Due to bainitic transformation in TMAZ the samples display higher weld tensile strength and ductility.
8) Arc rotation current plays a significant role in the formation of defect free weld interface. Lower arc rotation current causes metallurgical defects like void in weld interface, resulting in the degradation of weld properties. However, the optimized values of arc current will be a region of exploration for different materials and dimensions.
Hence, it is established that MIAB welding could be used successfully for tube welding of high pressure lines.
Acknowledgements
The authors acknowledge and thank Welding Research Institute, Bharat Heavy Electricals Limited, Tiruchirappalli for MIAB welding trials and PSG College of Technology, Coimbatore for providing testing facilities for this work.
References
[1] Ganowski FJ. The magnet arc welding process. Weld Metal Fabr 1974;42:206—13.
[2] Fletcher Leigh, Stubbs Cec, Stecher Gabriel. MIAB welding: breakthrough technology for high productivity field welding of pipelines. In: 2001 APIA national convention pipelines—yesterday, today and tomorrowconvenedbythe Australian Pipeline Industry Association;2001.
[3] Kom-izo Yu-ichi. Overview of recent welding technology relating to pipeline construction. Trans JWRI 2008;37:1—5.
[4] Yapp D, Blackman SA. Recent developments in high productivity pipeline welding. J Braz Soc Mech Sci 2004;XXVI:89—97.
[5] Kachinskiy VS, Krivenko VG, Ignatenko VY. Magnetically impelled arc butt welding of hollow and solid parts. Weld World 2002;46:49—56.
[6] Iordachescu D, Iordachesc M, Georgescu B, Miranda RM, Ruiz-Hervias J, Ocana JL. Technological windows for MIAB welding of tubes featuring original longitudinal magnetization system with peripheral solenoids. J Mater Process Technol 2010;210:951—60.
[7] Georgescu V, Iordachescu D, Georgescu B. Pneumatically operated equipment for pressure welding in magnetic forces field. In: 4-th European conference on welding, joining and cutting“Development of welding and allied processes at the beginning of the new millennium”, Dubrovnik, Croatia; 2001. p. 577—82.
[8] Kim JW, Choi DH. A study on the numerical analysis of magnetic flux density by asolenoid for magnetically impelled arc butt welding. Proc Inst Mech Eng B-J Eng Manuf 2003;217:1401—7.
[9] Arungalai Vendan S, Manoharan S, Buvanashekaran G, Nagamani C. Development of a MIAB welding module and experimental analysis of rotational behavior of arc simulation of electromagnetic force distribution during MIAB welding of steel pipes using finite element analysis. Int J Adv Manuf Technol 2009;43:1144—2115.
[10] Arungalai Vendan S, Manoharan S, Buvanashekaran G, Nagamani C. Simulation of magnetic flux distribution for magnetically impelled arc butt welding of steel pipes. Int J Multidisc Model Mater Struct 2008;222:1783—90.
[11] Arungalai Vendan S, Manoharan S, Buvanashekaran G, Nagamani C. Magnetically impelled arc butt welding of alloy steel tubes in boilers—establishment of parameter window. Mechatronics 2011;21:30—7.
[12] Arungalai Vendan S, Manoharan S, Buvanashekaran G, Nagamani C. Strength assessment using destructive testing on MIAB welded alloy steel tube and subsequent techno-economical evaluation. J Manuf Process 2012;14:328—33.
[13] Arungalai Vendan S, Manoharan S, Buvanashekaran G, Nagamani C. MIAB welding of alloy steel tubes in pressure parts: metallurgical characterization and non-destructive testing. J Manuf Process 2011;14:82—8.
[14] Venkateswaran PR, Buvanshekaran G, Ganesh Kumar K. Investigations into arc rotation current behaviour for SA210 Gr. A tubes in MIAB welding process. WRI J;33:5—8.
[15] Larn RH, Yang JR. The effect of compressive deformation of austenite on the bainitic ferrite transformation in Fe—Mn—Si—C steels. Mater Sci Eng A-Struct 2000;278:278—91.
[16] Caballero FG, Roelofs F, Hasler St, Capdevila C, Chao J, Cornide J, Garcia-Mateo C. Influence of bainite morphology on impact toughness of continuously cooled cementite free bainitic steels. Mater Sci Technol Ser 2012;28(1):95—102.
[17] Josefsson B, Andren HO. Microstructure of granular bainite. J Phys 1988;C6:293—8.
[18] Habraken LJ. Rev Metall 1956;53:930—44.
[19] Zhang RY, Boyd JD. Bainite transformation in deformed austenite. Metall Mater Trans A 2010;41a:1448—59.
[20] Takagi Kenji, Arakida Fumiho, Miyamori Hideaki, Ozawa Mikio. Arc rotating phenomena in rotating arc butt welding of steel pipes. Weld Soc Proc 1986:305—11.
[21] Taneko A, Arakida F, Takagi K. Analysis of arc rotation velocity in magnetically impelled arc butt welding. Weld Int 1987;4(3):247—53.
[22] Xizhang Chena,Yuming Huanga. Hot deformation behavior of HSLA steel Q690 and phase transformation during compression. J Alloys Compd 2015;619:564—71.
[23] Sivasankari R, Balusamy V, Buvanashekaran G. Effect of upset current in magnetically impelled arc butt (MIAB) welding of carbon steel tubes. Appl Mech Mater 2014:592—4. 240—244.
[24] Suresh Babu Sudarsanam. The mechanism of acicular ferrite in weld deposits. Opin Solid State Mater Sci 2004;8:267—78.
* Corresponding author. Tel.: +91 9442293115.

- Defence Technology的其它文章
- Gas tungsten arc welding of ZrB2
—SiC based ultra high temperature ceramic composites R.V. KRISHNARAO*, G. MADHUSUDHAN REDDY - Influence of tool pin profile on microstructure and corrosion behaviour of AA2219 Al
—Cu alloy friction stir weld nuggets Ch. VENKATA RAOa, G. MADHUSUDHAN REDDYb, K. SRINIVASA RAOa,* - Optimization of process parameters of aluminum alloy AA 2014-T6 friction stir welds by response surface methodology Ramanjaneyulu KADAGANCHIa, Madhusudhan Reddy GANKIDIb,*, Hina GOKHALEb
- Effect of hot-humid exposure on static strength of adhesive-bonded aluminum alloys
- Numerical modeling of friction stir welding using the tools with polygonal pins M. MEHTAa, G.M. REDDYb, A.V. RAOb, A. DEc,*
- Microstructure and pitting corrosion of shielded metal arc welded highnitrogen stainless steelRAFFI MOHAMMEDa, G. MADHUSUDHAN REDDYb, K. SRINIVASA RAOa,*